Manufacturing excellence isn't just about producing more—it's about producing better. In today's competitive landscape, quality control systems have evolved from manual inspections and paper checklists to sophisticated digital ecosystems that can detect defects in real-time, predict failures before they occur, and ensure consistency across every product that rolls off your line.
The integration of digital inspection and testing technology represents a fundamental shift in how manufacturers approach quality assurance. Gone are the days when quality control meant relying solely on human inspectors armed with calipers and checklists. Today's smart manufacturing facilities leverage artificial intelligence, machine vision, IoT sensors, and advanced analytics to create quality control systems that are faster, more accurate, and significantly more cost-effective than traditional methods.
Ready to transform your quality control processes?
The Evolution of Digital Inspection Technologies
Digital inspection technology has come a long way from basic coordinate measuring machines (CMMs) to today's advanced systems that combine multiple technologies for comprehensive quality assessment. Modern digital inspection solutions incorporate machine vision systems, laser scanning, ultrasonic testing, and AI-powered defect detection algorithms that can identify issues invisible to the human eye.
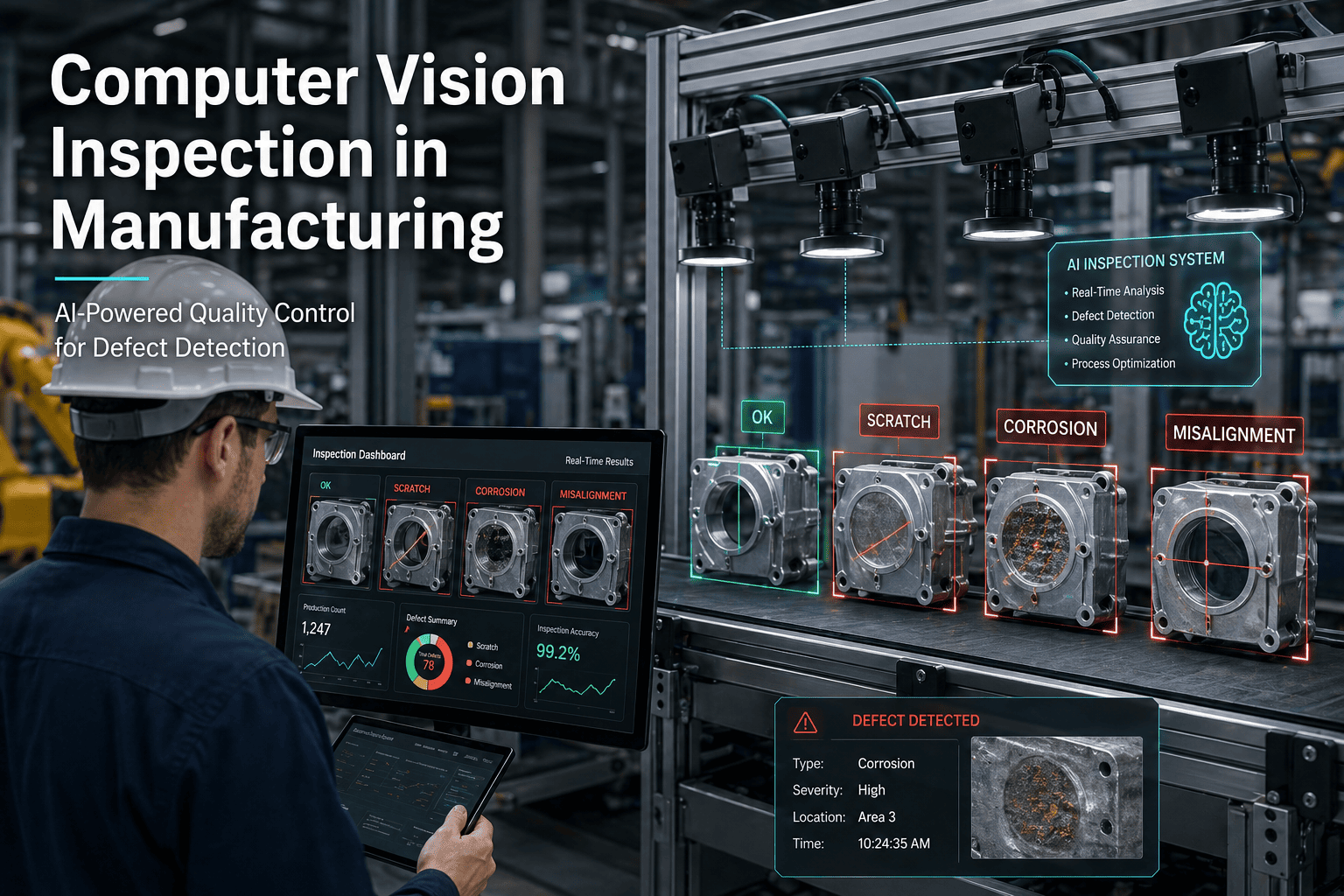
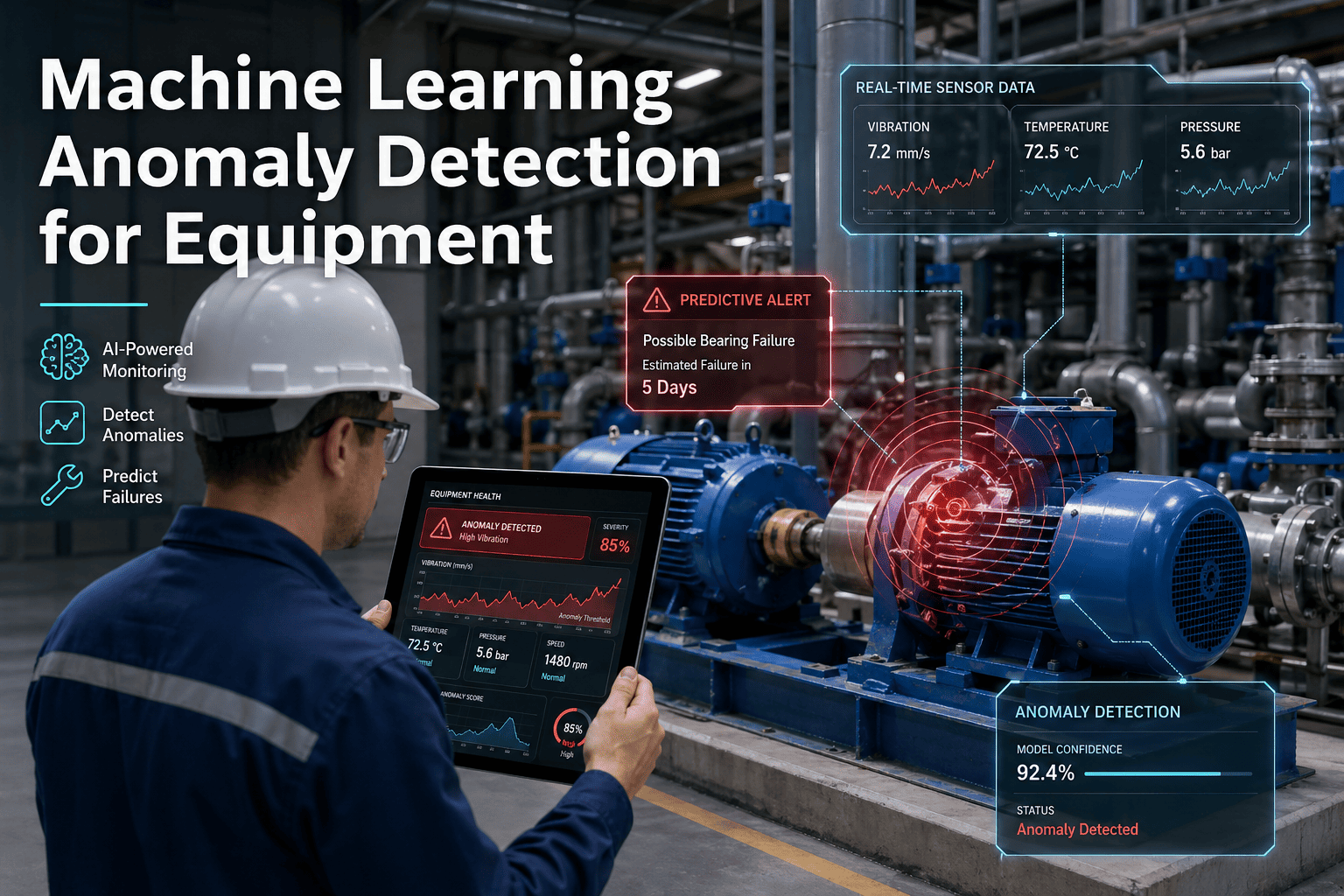
Machine vision systems now utilize high-resolution cameras and sophisticated image processing algorithms to inspect products at speeds that far exceed human capabilities. These systems can detect surface defects, dimensional variations, color inconsistencies, and assembly errors with precision measured in micrometers. When integrated with AI and machine learning algorithms, these systems continuously improve their accuracy by learning from each inspection, creating self-optimizing quality control processes.
Industry Impact: Companies implementing digital inspection technologies report up to 95% reduction in defect rates and 40% faster inspection times compared to traditional manual methods.
Advanced Testing Technologies Revolutionizing Manufacturing
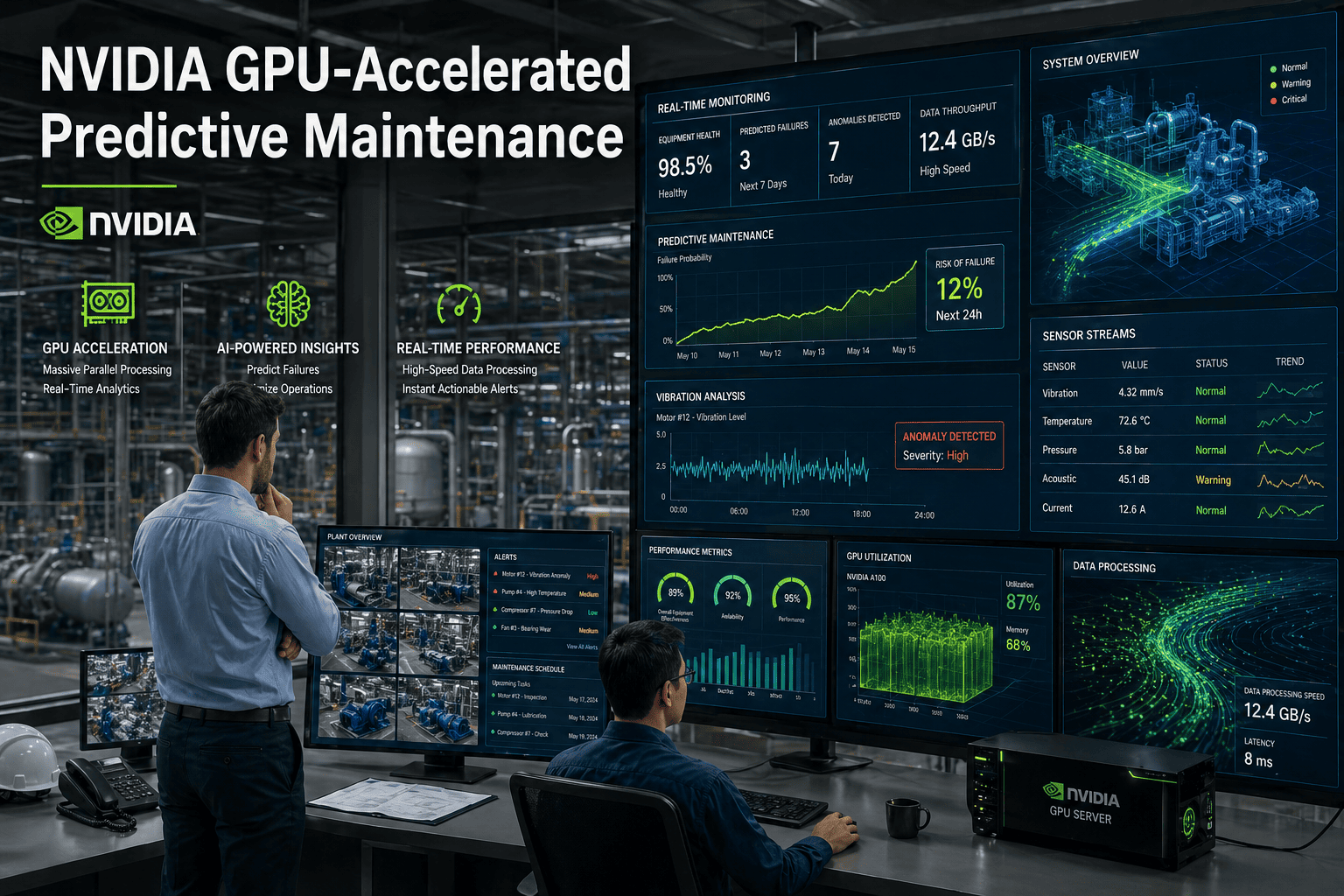
Beyond visual inspection, modern testing technologies provide comprehensive analysis of product performance and reliability. Non-destructive testing (NDT) methods such as digital radiography, computed tomography (CT), and advanced ultrasonic testing allow manufacturers to examine internal structures without damaging products. These technologies are particularly crucial in industries like aerospace, automotive, and medical devices where internal defects can have catastrophic consequences.
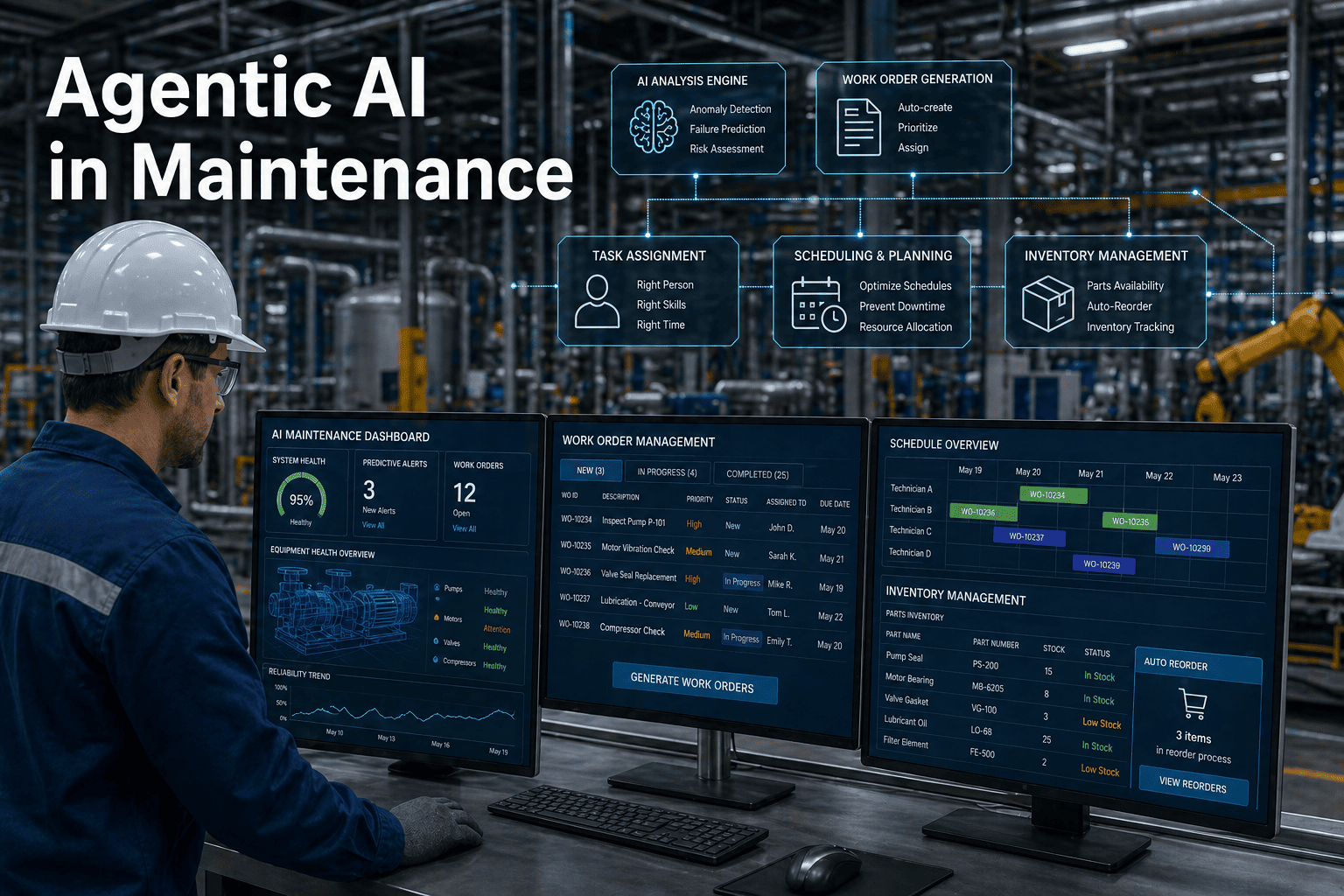
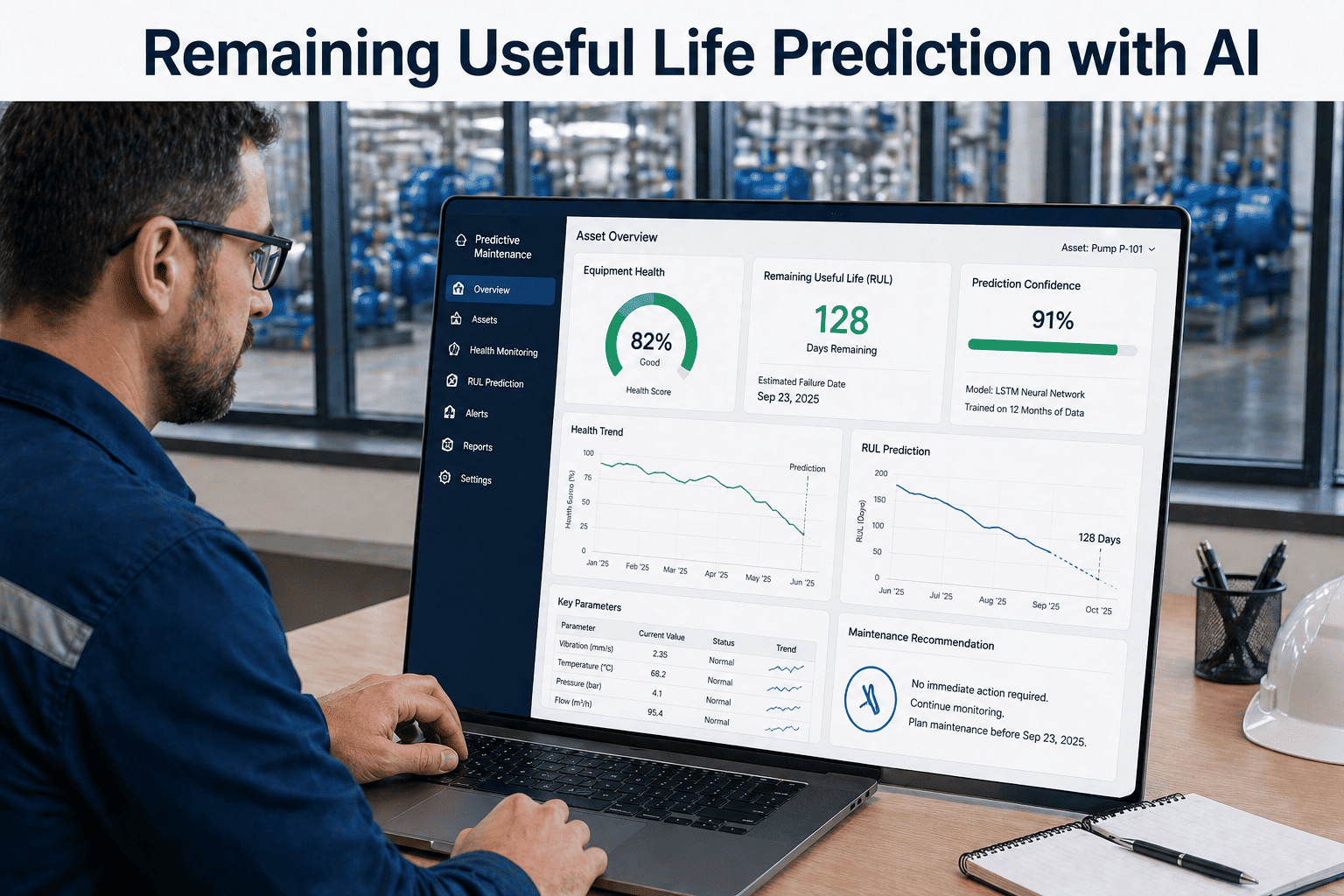
Real-time testing capabilities enabled by IoT sensors and edge computing allow for continuous monitoring throughout the production process. Temperature sensors, vibration monitors, pressure gauges, and other smart devices collect data continuously, enabling predictive quality control that identifies potential issues before they result in defective products. This proactive approach significantly reduces waste and improves overall equipment effectiveness (OEE).
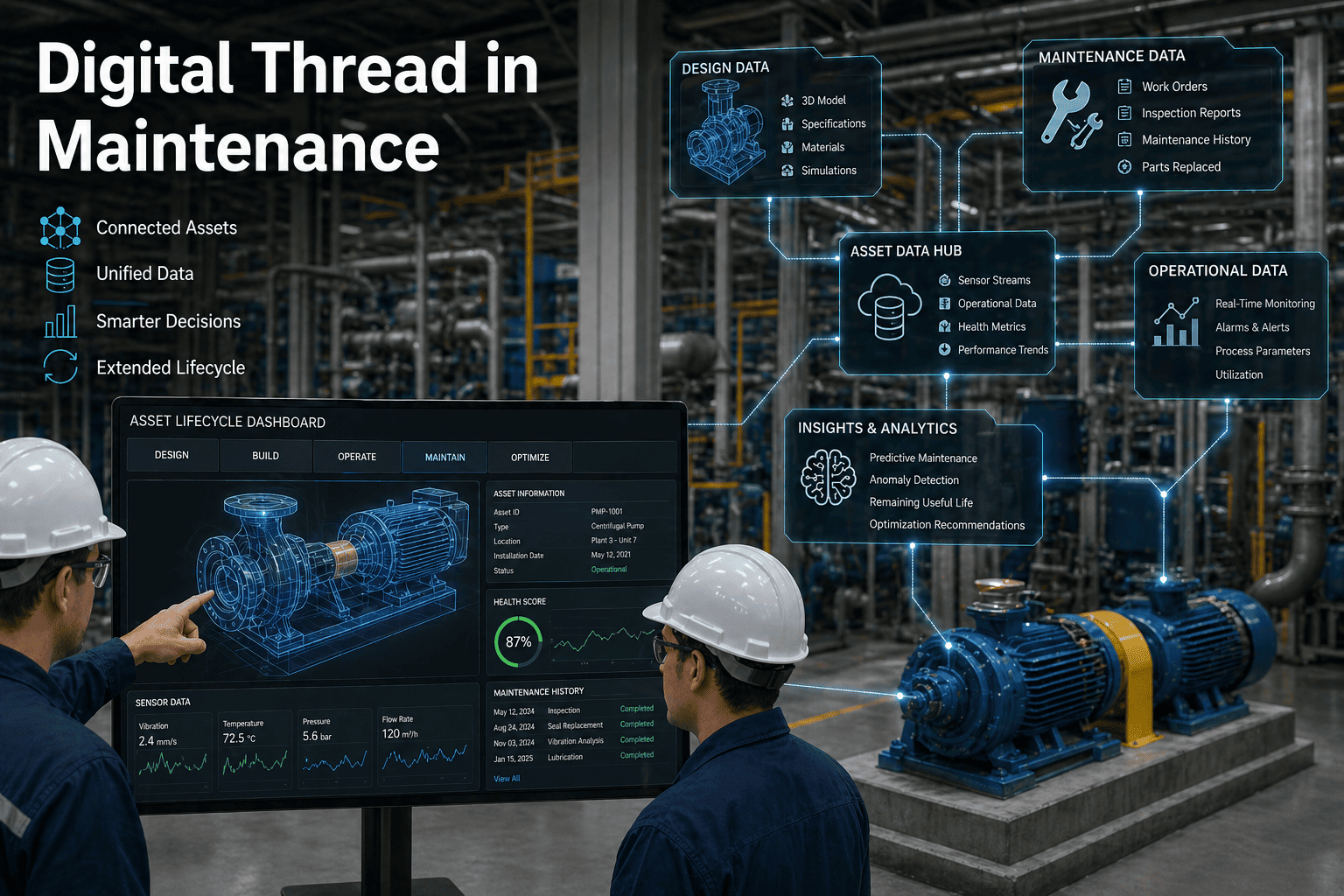
Integration with Smart Manufacturing Systems
The true power of digital quality control systems emerges when they're integrated with broader smart manufacturing ecosystems. Modern quality control platforms can communicate directly with production equipment, automatically adjusting parameters when quality metrics deviate from specifications. This closed-loop feedback system ensures consistent quality while minimizing human intervention and reducing the likelihood of errors.
Integration with Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES) creates a seamless flow of quality data throughout the organization. Quality metrics, defect patterns, and compliance reports are automatically generated and distributed to relevant stakeholders, enabling data-driven decision-making at every level. This integration also supports regulatory compliance by maintaining detailed audit trails and quality documentation.
See how integrated quality control systems can streamline your operations.
ROI and Business Benefits of Digital Quality Control
The financial benefits of implementing digital quality control systems extend far beyond the initial technology investment. Reduced scrap rates, decreased rework costs, and improved customer satisfaction contribute to significant cost savings. Many manufacturers report return on investment (ROI) within 12-18 months of implementation, with ongoing savings that compound over time.
Labor cost optimization represents another significant benefit. While digital systems don't eliminate the need for quality professionals, they allow skilled workers to focus on analysis, problem-solving, and continuous improvement rather than routine inspection tasks. This shift not only improves job satisfaction but also maximizes the value of human expertise in the quality control process.
Key Benefits: Average ROI of 200-300% within two years, 60-80% reduction in quality-related costs, and 50% improvement in customer satisfaction scores.
Implementation Strategies and Best Practices
Successful implementation of digital quality control systems requires careful planning and a phased approach. Start by identifying the most critical quality control points in your production process and implementing digital solutions where they can have the greatest impact. This targeted approach allows for faster ROI realization and provides valuable learning experiences that inform broader implementation efforts.
Change management is crucial for successful adoption. Employees need training not just on new technologies, but on new workflows and responsibilities. Creating quality champions within your organization can help drive adoption and ensure that digital systems are used effectively. Regular training updates and performance monitoring help maintain high utilization rates and maximize system benefits.
Data management and cybersecurity considerations are essential components of any digital quality control implementation. Establishing robust data governance policies, implementing appropriate security measures, and ensuring compliance with industry regulations protects both your quality data and your competitive advantage.
Conclusion: The Future of Quality Control is Digital
Digital inspection and testing technologies are no longer optional for manufacturers seeking to remain competitive in today's market. The combination of improved accuracy, reduced costs, and enhanced compliance capabilities makes digital quality control systems essential investments for forward-thinking manufacturers.
As these technologies continue to evolve, early adopters will maintain significant competitive advantages through superior product quality, reduced operational costs, and enhanced customer satisfaction. The question isn't whether to implement digital quality control systems, but how quickly you can get started and how effectively you can integrate them into your manufacturing operations.
The future of manufacturing belongs to organizations that embrace digital transformation in all aspects of their operations, with quality control leading the way. By investing in digital inspection and testing technologies today, you're not just improving your current processes—you're building the foundation for sustained competitive advantage in an increasingly complex manufacturing landscape.
Ready to revolutionize your quality control processes? Start your digital transformation today.
Frequently Asked Questions
What are the main components of a digital quality control system?
Digital quality control systems typically include machine vision cameras, sensors, testing equipment, data collection software, analytics platforms, and integration tools that connect with existing manufacturing systems. These components work together to automate inspection processes, collect quality data, and provide real-time feedback on product quality.
How long does it take to implement digital inspection technology?
Implementation timelines vary depending on system complexity and scope, but most manufacturers can implement basic digital inspection systems within 3-6 months. Comprehensive, fully-integrated systems may take 6-12 months. A phased approach allows for quicker initial deployment and continuous improvement over time.
What ROI can I expect from digital quality control systems?
Most manufacturers see ROI within 12-18 months, with typical returns ranging from 200-300% over two years. Benefits include reduced scrap rates, decreased rework costs, improved efficiency, and enhanced customer satisfaction. The exact ROI depends on current quality costs, production volume, and system complexity.
How do digital inspection systems integrate with existing manufacturing equipment?
Modern digital quality control systems are designed for integration through standard industrial protocols like OPC-UA, Ethernet/IP, and MQTT. They can connect with PLCs, SCADA systems, MES, and ERP platforms to create seamless data flow and automated quality control processes throughout your manufacturing operations.
What training is required for operators to use digital quality control systems?
Training requirements vary by system complexity, but most operators can learn basic system operation within 1-2 weeks. Advanced features and troubleshooting may require additional training. Many systems feature intuitive interfaces designed to minimize training time, and ongoing support helps ensure effective utilization.