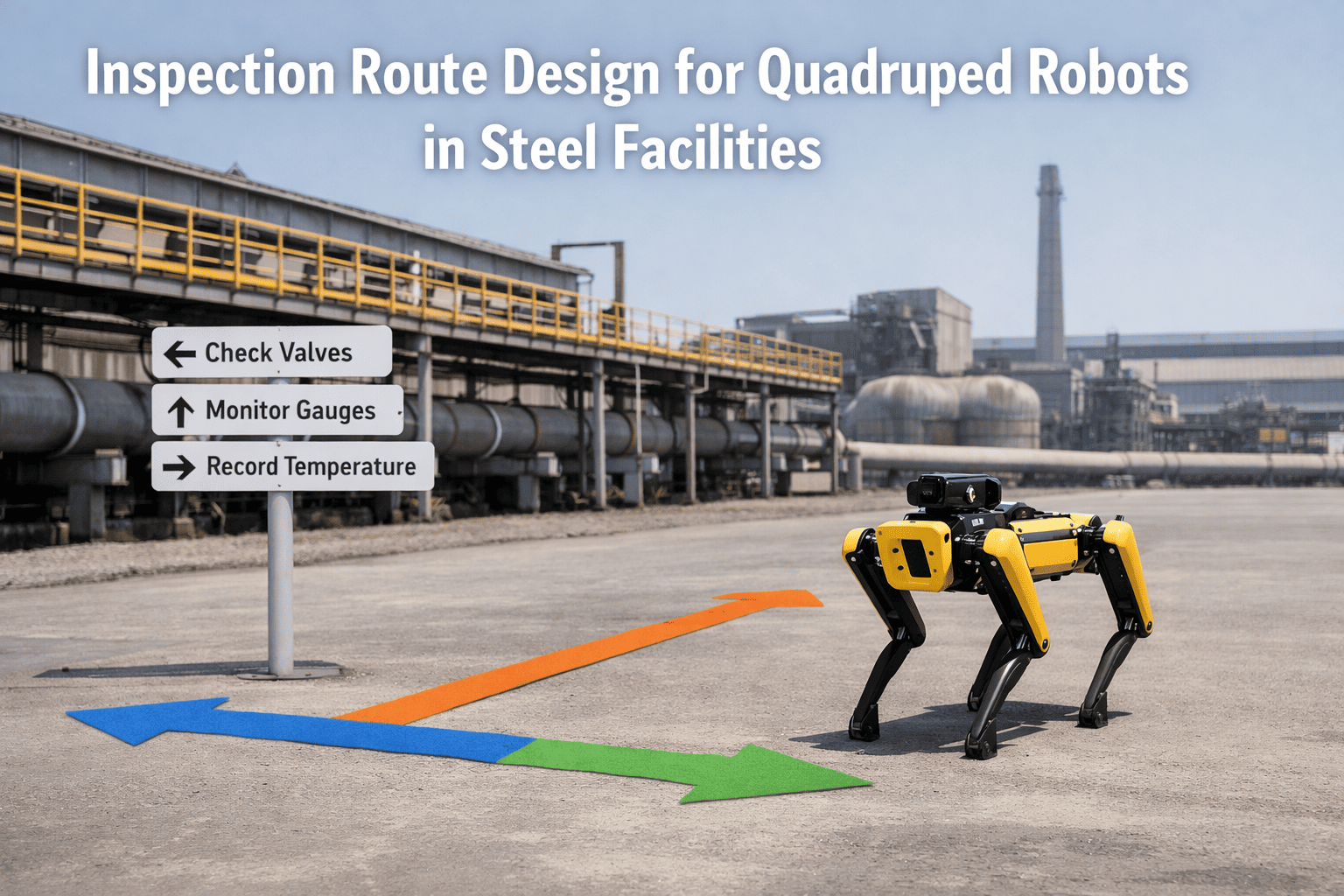
Inspection Route Design for Quadruped Robots in Steel Facilities
By oxmaint on February 16, 2026
Every steel plant has blind spots — sections behind blast furnaces where radiant heat exceeds 60°C, crawl spaces beneath continuous casters caked in scale, overhead crane runways that require harness teams and shift shutdowns just to visually inspect. These are exactly the places where equipment fails first and where human inspectors spend the least time. Quadruped robots are purpose-built for this mismatch. They traverse metal grating, climb industrial stairways, and patrol corridors choked with dust and steam, all while capturing thermal, vibration, and gas data from assets that rarely get the attention they need. When those findings feed directly into a CMMS like Oxmaint, every patrol becomes a closed-loop maintenance event — checkpoint readings auto-populate asset histories, threshold breaches generate work orders, and your reliability team acts on data instead of chasing paper forms. Schedule a consultation to explore how Oxmaint connects robotic patrol data to your steel plant maintenance workflows.
The Steel Plant Inspection Problem No One Talks About
Steel facilities run some of the most extreme industrial processes on earth, yet their inspection programs often rely on the same walk-around clipboard methods used decades ago. The result is a widening gap between the data maintenance teams need and the data they actually collect. Here is what the numbers reveal about the current state of steel plant inspections.
$2.6B
Annual unplanned downtime cost across the global steel industry attributed to equipment failures detectable through routine inspections
68%
Of critical steel plant assets sit in zones classified as restricted access during active production cycles
4-8 hrs
Typical lag between a manual inspection finding and the corresponding CMMS work order entry
Quadruped robots eliminate these constraints. They patrol hazardous zones during live production, capture sensor-grade data at every stop, and push findings to your CMMS in real time — no transcription, no delay, no inspector exposure to danger. Sign up for Oxmaint to see how robotic inspection data integrates with asset management workflows.
Want to close the gap between inspection and action? Oxmaint links every robot checkpoint to your asset records so defects trigger work orders automatically.
Where Quadruped Robots Patrol: A Zone-by-Zone Breakdown
Effective robotic inspection starts with route architecture — dividing your facility into logical zones based on process areas, hazard levels, and asset criticality. Each zone demands a tailored patrol strategy with specific sensor loadouts, checkpoint densities, and visit frequencies. Below is how leading steel plants structure their robotic inspection zones.
Steel Facility Patrol Zones & Route Strategy
A
Coke Ovens & Raw Material Handling
Thermal scan of oven doorsCO/H2S gas monitoringConveyor bearing vibrationCoal dust buildup assessment
Robot navigates coal-dust-covered floors and narrow passages between oven stacks. Patrol frequency: 3x daily during push cycles. Key challenge: maintaining sensor lens clarity in high-particulate atmosphere.
B
Blast Furnace & Hot Metal Transfer
Furnace shell IR thermographyCooling system integrityStove shell temperatureTorpedo car rail alignment
Highest-hazard zone requiring heat-shielded robot configuration. Routes maintain 3-8m standoff from molten metal paths. Long-range IR cameras capture data from safe positions while thermal exclusion boundaries prevent robot entry into radiant heat zones exceeding operating limits.
Robot traverses between casting floor and sub-caster areas via industrial stairways. Checkpoints capture caster segment roller alignment and strand guide condition. Patrol synchronized with casting sequences to access areas during ladle changes.
D
Rolling Mills & Finishing
Mill stand bearing vibrationHydraulic leak detectionCooling header integrityCoiler mandrel inspection
Densest checkpoint concentration in the facility. Acoustic and vibration sensors detect bearing degradation and gear mesh anomalies across dozens of rotating assets per route. Real-time obstacle avoidance handles moving coil transport and threading equipment.
E
Utilities, Substations & Gas Systems
Transformer thermal scanPump vibration baselineGas line pressure checkCompressor acoustic analysis
Lower hazard but high-frequency patrol zone supporting all production areas. Checkpoints focus on utility assets whose failure cascades into production shutdowns. Weekly deep-scan routes supplement daily quick-check patrols.
Matching Sensors to Steel Plant Defects
A quadruped robot is only as valuable as the data it collects at each stop. The right sensor-to-defect pairing ensures every checkpoint captures actionable intelligence that your CMMS can process, trend, and act upon.
Sensor-to-Defect Pairing Matrix
Defect Category
Primary Sensor
What Gets Detected
CMMS Action Triggered
Overheating Components
FLIR Thermal Camera
Bearing hot spots, electrical termination heat, refractory breakdown, cooling loss
Condition-based work order with thermal image attached to asset record
Defect work order with annotated photo evidence and severity rating
Fluid & Steam Leaks
Ultrasonic Microphone
Compressed air leaks, steam trap failures, hydraulic line seepage, valve blow-by
Leak repair work order with estimated energy loss; cost justification auto-calculated
Instrument Drift
OCR Camera
Analog gauge readings outside expected range; pressure, temp, and level deviations
Calibration request or out-of-range alert logged to asset trend history
Every sensor reading is timestamped, geo-tagged, and linked to the specific asset ID in Oxmaint — creating an auditable inspection trail with zero manual data entry.
See how sensor data flows into your asset records in real time. Walk through the full checkpoint-to-work-order pipeline with our team.
Capturing data is the easy part. The real competitive advantage comes from what happens in the seconds after a robot finishes a checkpoint — how that data reaches the right people, in the right format, with the right urgency. Here is the five-stage pipeline that turns a robotic patrol into closed-loop maintenance action inside Oxmaint.
1
Robot Reaches Checkpoint
The quadruped navigates to the pre-programmed waypoint using LiDAR-based SLAM positioning. It stops, stabilizes on all four legs, and orients its sensor payload toward the target asset — ensuring repeatable measurement angles across every patrol.
2
Multi-Sensor Data Capture
Thermal, vibration, acoustic, visual, and atmospheric sensors execute the checkpoint-specific inspection protocol. Each sensor fires in a defined sequence to avoid interference, and the robot's onboard edge processor validates data quality before transmission.
3
API Push to Oxmaint
Validated readings stream to Oxmaint's API endpoint via plant Wi-Fi mesh or 5G. Each data packet includes asset ID, checkpoint coordinates, timestamp, sensor type, and raw measurement values. Data appears in the asset's inspection history within seconds.
4
Threshold Comparison & Alerting
Oxmaint compares incoming values against asset-specific baselines and configurable thresholds. A bearing vibration reading 2x above baseline triggers a different response than one 5x above. Severity classification drives priority, notification routing, and response deadlines.
5
Auto-Generated Work Order with Evidence
Threshold breaches create work orders pre-loaded with thermal images, vibration spectra, location data, and recommended corrective actions. The order routes to the assigned crew based on asset ownership, skill requirements, and shift availability — ready to execute.
Six Principles That Separate Good Routes from Great Ones
Route design in a steel plant is not simply drawing lines on a facility map. The difference between a patrol that catches a failing bearing three weeks early and one that misses it entirely comes down to how thoughtfully the route was engineered. These six principles, refined through real-world deployments, form the foundation of high-value inspection routes.
01
Prioritize by Consequence of Failure
Not all assets deserve the same patrol frequency. Rank checkpoints by the production and safety impact of each asset's failure. A blast furnace cooling pump gets 4x daily visits; a warehouse lighting panel gets monthly. Oxmaint's asset criticality scores automate this ranking.
02
Map Every Thermal Exclusion Boundary
Radiant heat near molten metal paths can exceed robot operating limits within centimeters. Pre-map thermal boundaries using IR surveys and program hard geofences into the robot's navigation. Use long-range sensors to capture data from safe standoff distances of 3-8 meters.
03
Synchronize Patrols with Production Rhythms
Steel operations are cyclical — tapping intervals, roll changes, ladle turnovers create windows when certain zones become safer and more accessible. Schedule routes to exploit these windows for thorough inspection of normally restricted areas.
04
Pre-Map Surface Conditions and Transitions
Steel plants feature metal grating, expansion joints, wet floors near quench systems, and scale debris. Identify every terrain transition on the route and program gait changes at each point. Quadrupeds handle stairs and uneven surfaces, but predictable transitions improve speed and stability.
05
Build Communication Redundancy into Every Route
Steel structures create massive RF dead zones. Deploy mesh Wi-Fi nodes at calculated intervals along patrol paths and configure robots to buffer inspection data locally when connectivity drops. Oxmaint syncs automatically once the link restores — no data loss.
06
Position Charging Docks at Zone Boundaries
Place docking stations in environmentally protected alcoves at zone transition points. Size battery capacity to cover the full patrol plus 20% reserve for unexpected obstacle detours. Hot-swappable battery systems enable near-continuous 24/7 coverage across shifts.
Turn Every Robot Patrol into a Maintenance Action
Oxmaint connects your quadruped robot's checkpoints directly to asset records. Thermal scans, vibration data, and visual defects auto-populate equipment histories and generate priority work orders — so your maintenance team acts on sensor intelligence, not guesswork.
The argument for robotic inspection is not theoretical. It shows up in the data: the defects found, the response times measured, and the failures prevented. Here is a side-by-side look at what changes when you replace clipboard walk-arounds with sensor-equipped quadruped patrols integrated into your CMMS.
Manual Walk-Arounds vs. Robot + CMMS Patrols
Inspection Aspect
Clipboard-Based
Robot + Oxmaint
Data Entry Speed
Paper forms transcribed hours or days after the walk
Sensor data in Oxmaint asset records within seconds
Hazardous Zone Access
Inspector restricted to safe zones during active heats
Robots access extreme-heat and confined areas safely
Measurement Consistency
Subjective condition calls that vary person to person
Quantitative, repeatable measurements at every stop
Predictive Capability
No trending, no baselines, no threshold-based alerts
Threshold alerts, trend lines, and predictive escalation
Coverage Window
Gaps on nights, weekends, and holidays
24/7 autonomous patrols on programmable schedules
35-50%
of defects discovered reactively after failure
85%+
of defects caught before functional failure
From Pilot to Full Coverage: A Phased Deployment Plan
Steel plants that succeed with robotic inspection follow a phased rollout — starting narrow, proving value fast, and expanding based on data. Trying to cover an entire integrated mill on day one creates complexity without delivering early wins. Here is the deployment sequence that works. Book a demo to get a phased plan customized for your facility layout.
Implementation Roadmap
Weeks 1-3
Facility Scan & Asset Mapping
3D LiDAR scan of pilot zone terrain and obstaclesRegister checkpoint assets in Oxmaint with inspection parametersThermal survey to establish exclusion boundaries
Weeks 4-6
Route Programming & API Configuration
Program waypoints, checkpoint sequences, and gait transitionsConnect robot data pipeline to Oxmaint APIConfigure threshold alerts and auto-work-order rules
Weeks 7-9
Supervised Pilot Runs
Execute monitored patrols in the priority zoneValidate sensor accuracy against manual baseline readingsTune alert thresholds to eliminate false positives
Week 10+
Autonomous Expansion
Launch 24/7 unattended patrols in the pilot zoneExpand routes to additional zones based on ROI dataRefine predictive models as inspection history deepens
Measured Impact After Deployment
When quadruped robots and CMMS integration work together, the improvements are not incremental — they are structural shifts in how maintenance teams operate. The following figures reflect documented outcomes from steel plants that have completed at least six months of robotic inspection operations.
Performance After 6+ Months of Robotic CMMS Patrols
75%Reduction in inspector exposure to high-hazard zones
65%Faster defect-to-work-order turnaround compared to manual
3xMore data points captured per shift than human walk-arounds
45%Decrease in unplanned downtime from previously undetected defects
Calculate your facility's potential ROI. Create a free Oxmaint account and our reliability engineers will model the impact for your specific plant layout.
Selecting the Right Quadruped for Steel Environments
Not every quadruped robot is built for the punishment a steel plant dishes out. Selecting the right platform means matching environmental tolerances, sensor modularity, and integration capabilities to your facility's unique demands. Schedule a consultation to discuss which robot platform pairs best with Oxmaint for your operational needs.
Robot Selection Criteria for Steel Applications
Specification
Minimum Requirement
Why It Matters in Steel
IP Rating
IP67 or higher
Steel plants produce airborne scale, water spray from quench systems, and fine particulate that destroy unprotected electronics
Operating Temperature
-20°C to +60°C ambient
Even outside exclusion zones, ambient temperatures near hot metal areas regularly exceed 50°C during summer
Stair Climbing
Standard industrial stairways (35° incline)
Multi-level facilities require vertical mobility between mezzanines, platforms, and sub-basement maintenance areas
Battery Endurance
90+ minutes per charge
Complete zone patrol plus 20% reserve for obstacle detours; hot-swap batteries preferred for shift-continuous operation
Payload Capacity
10+ kg sensor payload
Thermal camera, vibration sensor, gas detector, acoustic microphone, and communication module must ride simultaneously
API Integration
REST API with JSON data export
Oxmaint requires structured data packets with asset IDs, timestamps, and sensor values for automated CMMS population
The most expensive equipment failures in steel plants happen in the places humans inspect least. Quadruped robots paired with a CMMS flip that equation — the hardest-to-reach assets now get the most frequent, most consistent, and most data-rich inspections in the entire facility.
Your quadruped robot captures thermal scans, vibration data, and gas readings. Oxmaint turns every reading into an asset history entry, a trend line, or a prioritized work order — automatically. No paper forms. No transcription delays. No missed defects. One platform connecting robotic patrols to maintenance outcomes.
Which quadruped robot platforms does Oxmaint integrate with?
Oxmaint integrates with any robot platform that supports REST API data export, including Boston Dynamics Spot, ANYbotics ANYmal, Unitree B2/A2 series, Deep Robotics X30, and Ghost Robotics Vision 60. The integration is data-agnostic — as long as the robot can push structured JSON packets containing asset IDs, sensor types, timestamps, and measurement values, Oxmaint processes and routes the data automatically. Sign up for Oxmaint to explore API documentation for your specific robot platform.
Can robots safely operate near active blast furnaces and molten metal paths?
Robots do not enter molten metal zones directly. Route design includes thermal exclusion boundaries calculated from IR surveys of each area's radiant heat profile. Quadrupeds maintain 3-8 meter standoff distances and use long-range thermal cameras to capture inspection data from safe positions. Hard geofences in the robot's navigation system prevent accidental entry into zones where radiant heat exceeds operating limits.
How does Oxmaint handle connectivity drops inside steel structures?
Steel structures create significant RF interference and dead zones. Robots are configured to buffer all inspection data locally when Wi-Fi or 5G connectivity drops. Once the robot moves back into coverage — or returns to its docking station — Oxmaint's API automatically syncs all buffered data to the correct asset records with original timestamps. No data is lost during connectivity gaps. Book a demo to see how offline buffering works in practice.
How quickly can a steel plant deploy its first robotic inspection route?
A focused pilot covering one or two priority zones typically reaches supervised patrol runs within 6-7 weeks and autonomous operation by week 10. The most common pilot zones are rolling mill areas (high checkpoint density, moderate hazard) or utility substations (lower risk, fast value proof). Full facility coverage across all production zones usually completes within 4-6 months of the pilot start. Schedule a consultation to get a deployment timeline tailored to your plant.
What happens when a robot detects a critical safety defect mid-patrol?
Critical findings trigger an immediate response chain. Oxmaint pushes real-time alerts to designated maintenance supervisors via mobile push notification and email. A high-priority work order is auto-generated with all sensor evidence — thermal images, gas readings, location coordinates — attached. For safety-critical defects such as dangerous gas concentrations or structural anomalies, the system can also interface with plant safety systems to initiate lockout procedures on affected equipment.