The manufacturing landscape is evolving at breakneck speed, and facility managers who aren't keeping pace with mobile technology are getting left behind. Gone are the days when you could manage complex operations from a desk-bound computer or rely on paper-based systems that leave you blind to real-time issues. Today's manufacturing facilities demand instant connectivity, immediate problem-solving capabilities, and the agility to respond to critical situations from anywhere on the plant floor—or even from across the country.
Mobile facility management isn't just a convenience; it's become a competitive necessity. When equipment failures can cost thousands per hour in downtime, when compliance violations can shut down entire production lines, and when every minute of delayed response translates to lost revenue, having mobile access to your facility management systems isn't optional—it's essential for survival in today's manufacturing environment.
The Mobile Revolution in Manufacturing Operations
Manufacturing facilities today operate with unprecedented complexity. Modern plants integrate hundreds of interconnected systems, from HVAC and electrical to production equipment and safety monitoring. Traditional facility management approaches—characterized by scheduled rounds, manual data entry, and reactive maintenance—simply can't keep pace with this complexity.
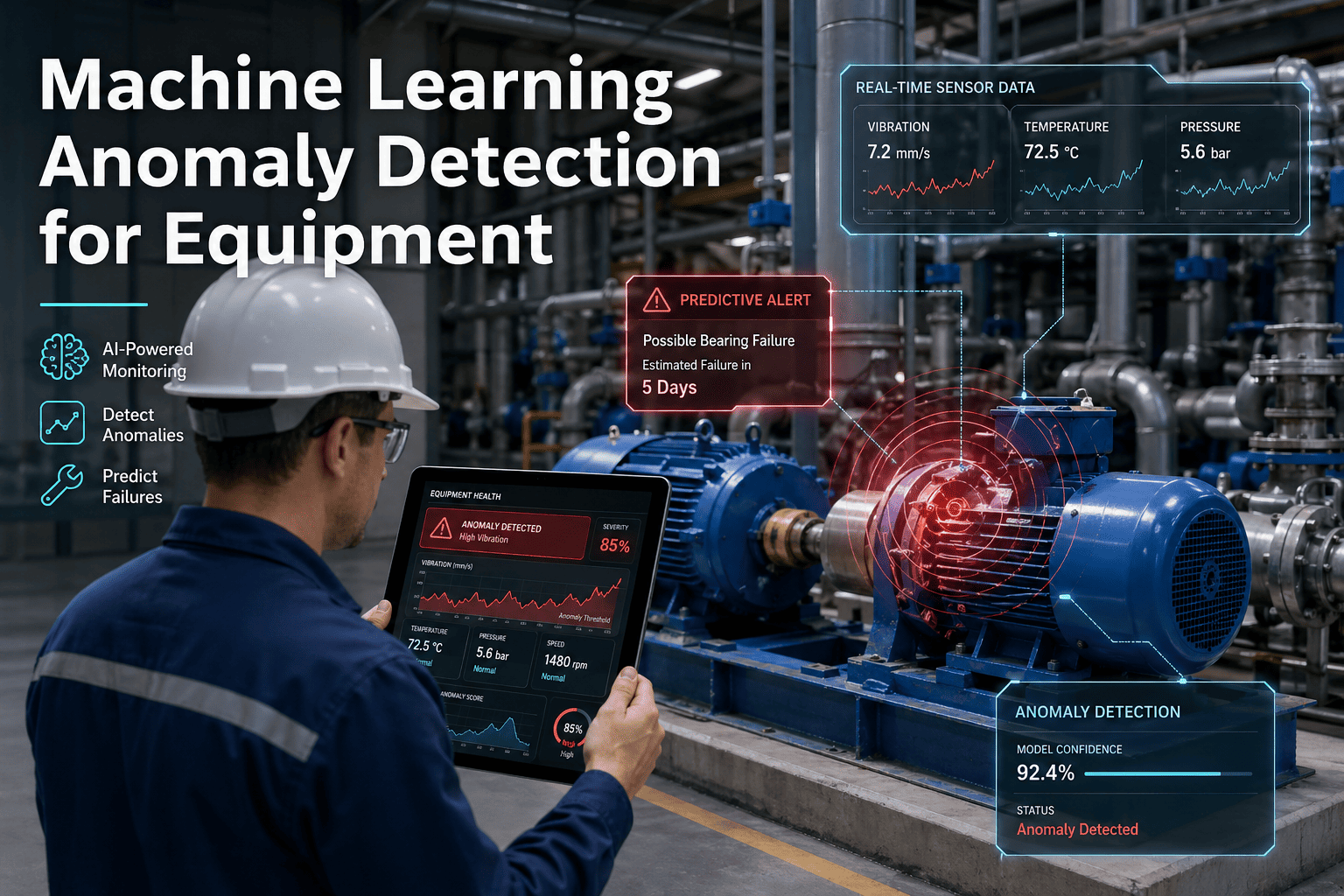
Mobile facility management platforms have emerged as the solution to this challenge. These systems provide real-time visibility into every aspect of facility operations, enabling managers and technicians to monitor conditions, receive instant alerts, and take corrective action regardless of their physical location. The result is a more responsive, efficient, and ultimately profitable operation.
Industry Impact: Companies implementing comprehensive mobile facility management solutions report average reductions of 25-35% in unplanned downtime and 20-30% improvements in overall equipment effectiveness (OEE).
Core Features That Transform Operations
The most effective mobile facility management platforms share several critical capabilities that directly address the pain points manufacturing professionals face daily.
Platform Selection: What Manufacturing Leaders Need to Know
Not all mobile facility management platforms are created equal, especially when it comes to the demanding requirements of manufacturing environments. The platforms that deliver real value share several characteristics that separate them from basic maintenance apps or generic facility management tools.
First, look for platforms designed specifically for industrial environments. Manufacturing facilities present unique challenges—extreme temperatures, electromagnetic interference, dust, vibration, and the need for intrinsically safe operation in certain areas. The platform you choose must perform reliably in these conditions while maintaining the security standards required for industrial operations.
Integration capabilities represent another critical consideration. Your mobile platform must seamlessly connect with existing systems—ERP, MES, SCADA, and other industrial software. Platforms that operate in isolation create information silos that actually reduce operational efficiency rather than improving it.
Pro Tip: Evaluate platforms based on their ability to customize workflows to match your specific processes rather than forcing you to adapt to their predetermined structure. The best platforms adapt to your operation, not the other way around.
Implementation Strategies That Ensure Success
The difference between successful mobile facility management implementations and expensive failures often comes down to approach rather than technology. The most successful deployments follow a structured methodology that addresses both technical and human factors.
Start with a comprehensive assessment of current processes and pain points. This isn't just about identifying what's broken—it's about understanding how information flows through your organization, where delays occur, and what barriers prevent optimal performance. Use this understanding to define specific, measurable objectives for your mobile implementation.
Pilot programs prove essential for manufacturing environments. Rather than attempting facility-wide deployment immediately, select a specific area or process for initial implementation. This approach allows you to refine workflows, identify integration challenges, and build internal expertise before expanding to other areas.
Change management deserves equal attention to technical implementation. Manufacturing professionals often have deep experience with existing processes and may resist changes that appear to complicate familiar workflows. Successful implementations invest heavily in training, involve key personnel in platform customization, and clearly demonstrate how mobile tools make their jobs easier rather than more complex.
Measuring ROI and Long-Term Value
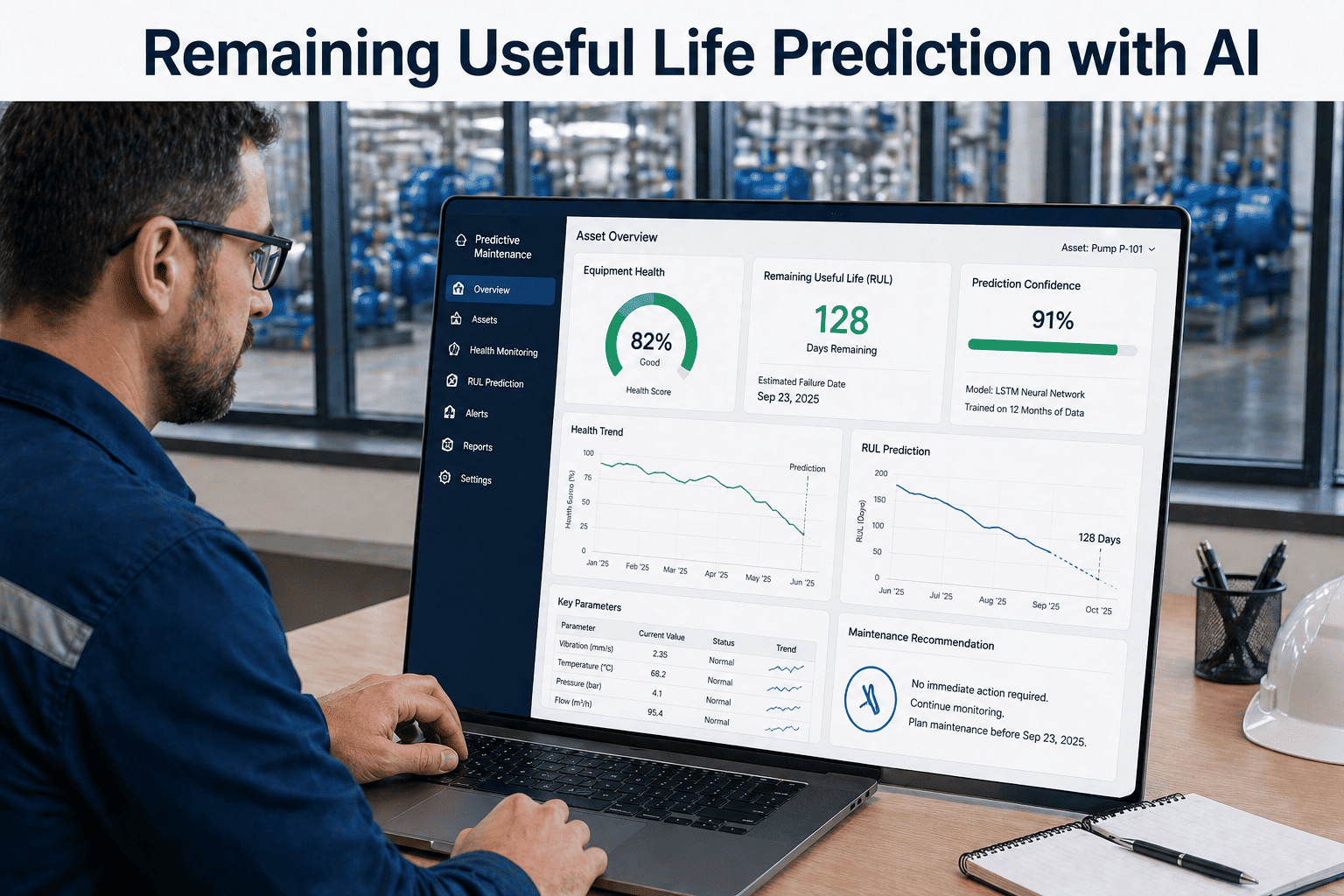
Mobile facility management platforms deliver value across multiple dimensions, making ROI calculation both critical and complex. The most obvious benefits—reduced downtime, improved maintenance efficiency, and lower labor costs—are relatively easy to quantify. However, the most significant long-term value often comes from less obvious improvements.
Enhanced data quality represents one such hidden benefit. Mobile platforms eliminate transcription errors, ensure consistent data collection, and provide time-stamped records of all activities. This improved data quality enables better decision-making, more accurate forecasting, and enhanced regulatory compliance—benefits that compound over time.
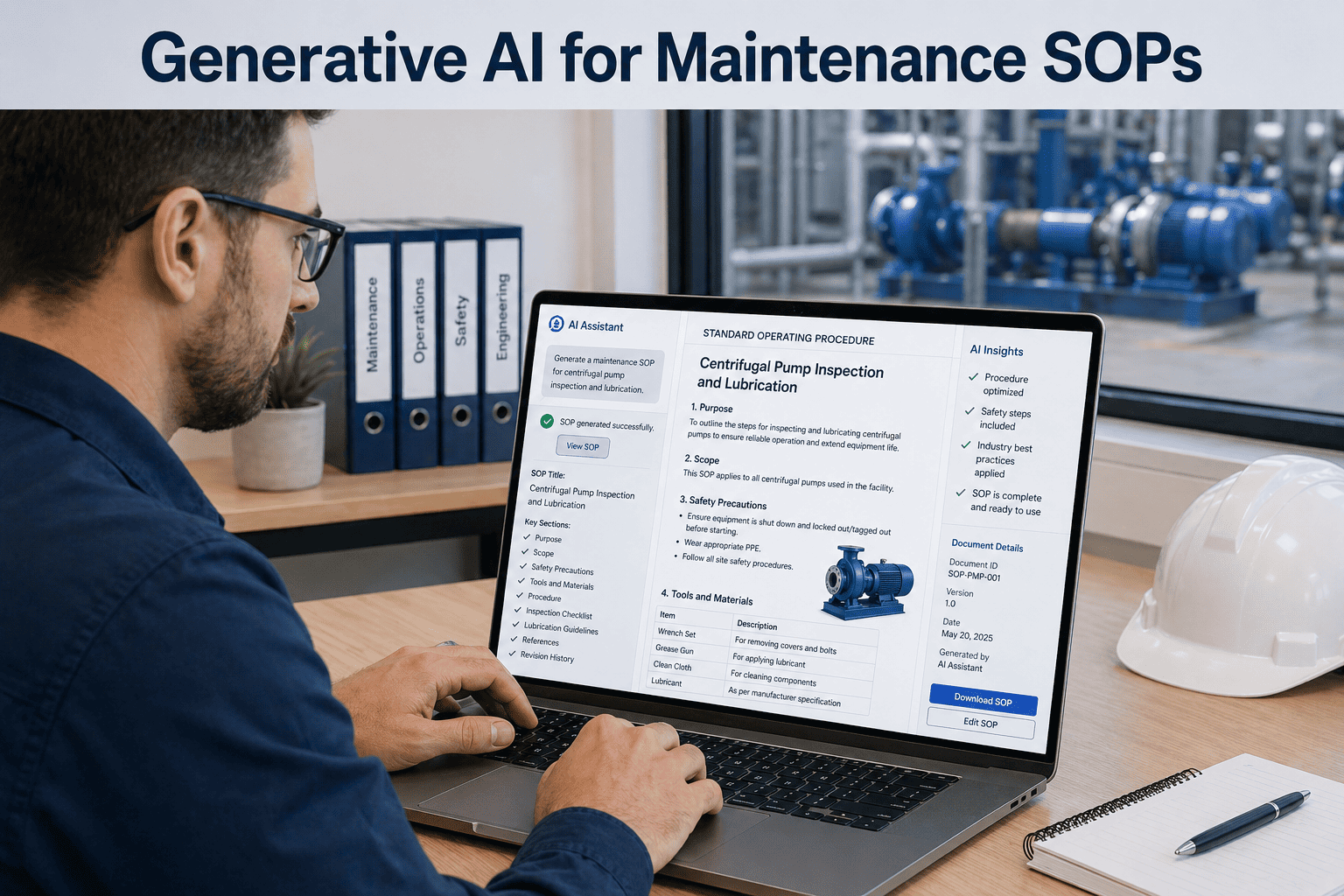
Knowledge preservation becomes increasingly valuable as experienced personnel retire. Mobile platforms that capture procedures, solutions, and expertise in searchable, accessible formats help organizations retain institutional knowledge that might otherwise walk out the door with departing employees.
Success Metric: Leading manufacturers track "first-time fix rates" as a key indicator of mobile platform effectiveness. Improvements of 15-25% in this metric indicate that technicians have better access to information and expertise when addressing problems.
The future of manufacturing belongs to organizations that can adapt quickly to changing conditions, respond immediately to emerging problems, and continuously optimize their operations. Mobile facility management platforms provide the foundation for this agility by putting comprehensive operational control in the hands of the people who need it most, exactly when and where they need it.
The question isn't whether mobile facility management will become standard in manufacturing—it's whether your organization will lead this transformation or struggle to catch up. The manufacturers who act now, who invest in the right platforms and implement them thoughtfully, will build sustainable competitive advantages that compound over time. Those who wait will find themselves increasingly disadvantaged as their more agile competitors pull ahead.
Don't let your competition get ahead. Start your mobile facility management transformation today.
Getting StartedBook a Demo