Compressed air leaks consume 8 to 12 percent of total cement plant electrical energy — yet most plants have no systematic leak detection program beyond occasional manual surveys. A cement plant consuming 30 MW pays $20,000 to $35,000 every month in electricity for air that never reaches a pneumatic valve, instrument, or conveying line. Wireless ultrasonic sensors change this by monitoring compressed air distribution continuously, logging every detected leak event automatically, and calculating the precise energy cost of every unrepaired fault. When that data flows into a CMMS like Oxmaint, leak repair becomes a scheduled, prioritized work order rather than a reported complaint. Start your free Oxmaint trial to see how automated leak detection and CMMS integration can recover measurable energy savings within the first 90 days.
Compressed Air Leaks Are Costing Your Cement Plant More Than You Think
Wireless ultrasonic sensors detect, log, and cost-quantify every leak continuously — and Oxmaint turns each finding into a prioritized repair work order before it becomes a compressor capacity problem.
Why Compressed Air Leaks Go Undetected in Cement Plants
Cement plants are loud, dusty, and spread across large footprints. Traditional leak detection — a technician walking the line with a handheld ultrasonic probe — finds large leaks on accessible pipes. It misses everything else.
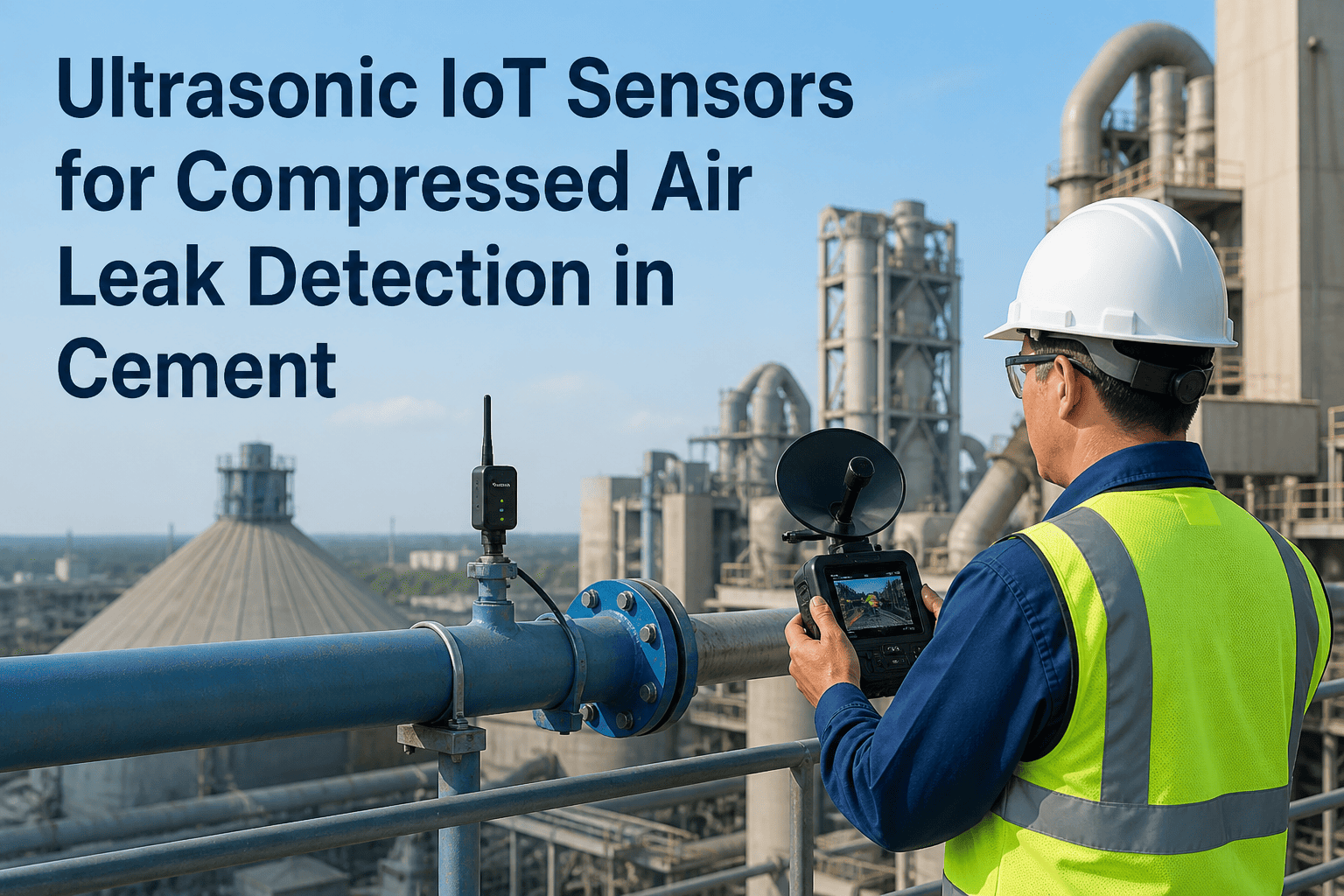
How Wireless Ultrasonic Sensors Work in Cement Environments
Compressed air escaping through a leak produces ultrasound at 38–42 kHz — well above the noisy low-frequency environment of a cement plant. Sensors mounted at fixed points on distribution headers continuously monitor for this frequency signature without being affected by kiln noise, conveying noise, or crusher vibration.
Sensors transmit readings via industrial wireless mesh (WirelessHART or ISA100) to a plant gateway — no cable runs through dusty, high-vibration areas. Battery life of 3 to 5 years per sensor node eliminates routine maintenance on the monitoring system itself.
Each detected leak is automatically costed using leak flow rate (estimated from ultrasonic signal amplitude), system pressure, compressor efficiency, and local electricity tariff. The CMMS receives a work order with the leak location, estimated litres per minute lost, and annual energy cost — before a technician has been dispatched.
Oxmaint receives the leak event, assigns it a priority score based on energy cost, creates a repair work order with the sensor location and cost data attached, and tracks it through to completion — ensuring every detected leak is repaired, not just found.
Most cement plants are losing $200,000 to $400,000 annually in compressed air energy waste. Oxmaint + IoT sensors turns that invisible loss into a managed asset program with measurable ROI.
Where to Place Ultrasonic Sensors in a Cement Plant
| Location | Why It's High Priority | Leak Source | Sensor Type |
|---|---|---|---|
| Compressed air ring main headers | High pressure, high flow — large leak losses per hour | Flange gaskets, valve packing | Fixed ultrasonic node |
| Bag filter pulse-jet manifolds | Hundreds of solenoid valves; high cumulative leak rate | Solenoid valve seats, diaphragms | Fixed ultrasonic node |
| Pneumatic conveying lines | Long runs; leaks reduce conveying efficiency and throughput | Flexible hose connections, couplings | Fixed or portable |
| Instrument air distribution | Lower pressure but critical — leaks cause control valve instability | Tube fittings, actuator seals | Fixed ultrasonic node |
| Kiln drive pneumatic systems | High consequence — air loss affects kiln brake and cooling | Actuator seals, quick-connect fittings | Fixed ultrasonic node |
| Compressor room distribution | First connection point — leaks here waste capacity before any use | Aftercooler connections, pressure regulator fittings | Fixed ultrasonic node |
What Leak Recovery Looks Like in Real Numbers
Based on $0.08/kWh electricity cost, 8,000 operating hours per year, 10% leak rate. Actual results vary by plant configuration and existing leak severity.
Compressed Air Leak Detection in Cement Plants
Every Day Without Leak Detection Is Money Leaving Your Plant
Oxmaint + wireless ultrasonic sensors turns compressed air leaks from invisible waste into managed, costed, and repaired maintenance items — with ROI measurable within the first quarter of deployment.