Heavy industry runs on rotating equipment that never stops — cement kilns turning 24 hours a day, mining crushers processing thousands of tonnes per shift, steel mill drives under constant thermal and mechanical stress, power plant fans and pumps that cannot trip without cascading consequences. When one of these assets fails without warning, the cost is not measured in repair bills alone. A single unplanned kiln shutdown costs $180,000 to $400,000 per day. A crusher failure in an open-pit mine halts the entire ore processing chain. The answer is not more inspections — it is continuous wireless condition monitoring connected to a CMMS that converts sensor data into scheduled work orders before the failure occurs. Start a free trial to see how Oxmaint connects rugged IIoT sensors to asset records and work orders across heavy industrial sites, or book a demo and we will model the downtime risk across your specific asset portfolio.
Heavy Industry · Reliability Engineering · Asset Management · 2026
Industrial Vibration Monitoring for Cement, Mining, Metals and Power
Rugged wireless vibration sensors for harsh-environment rotating assets — with CMMS work order automation for cement kilns, mining crushers, steel mills, and power plant auxiliaries.
per day average cost of an unplanned cement kiln shutdown including lost production and emergency repair premiums
45%
reduction in unplanned downtime achieved by mining operations using wireless vibration monitoring on crushers and conveyors
4–8 wk
average early detection window for bearing and gearbox failures in heavy rotating equipment before catastrophic failure
30%
average maintenance cost reduction in power generation facilities implementing continuous vibration monitoring on balance-of-plant equipment
Heavy industry loses an estimated $50 billion annually to unplanned equipment downtime — 80% of which wireless condition monitoring can detect weeks in advance.
What Is Industrial Vibration Monitoring in Harsh Environments?
Industrial vibration monitoring in heavy industry is the continuous or periodic measurement of mechanical vibration, bearing temperature, and acoustic signatures on rotating assets operating under extreme conditions — high temperatures, dust, moisture, chemical exposure, and shock loading that standard sensors cannot survive. In cement, mining, metals, and power generation, the assets being monitored are high-criticality, high-replacement-cost machines where a single failure event can shut down an entire production line or generation unit. Effective monitoring in these environments requires sensor hardware rated for the specific hazard profile of each asset — ATEX or IECEx certification for explosive atmospheres, IP67 or IP69K ingress protection for wash-down and dust, extended temperature range for kiln-adjacent installations, and mechanical robustness for crusher and mill vibration levels that destroy consumer-grade hardware. When sensor data flows into a CMMS with automated work order generation, the monitoring program becomes a maintenance execution system — not just a data collection exercise. Start a free trial to see Oxmaint's harsh-environment asset registry and IoT integration layer, or book a demo to review sensor specifications for your most critical rotating assets.
Six Critical Asset Categories and What to Monitor
01
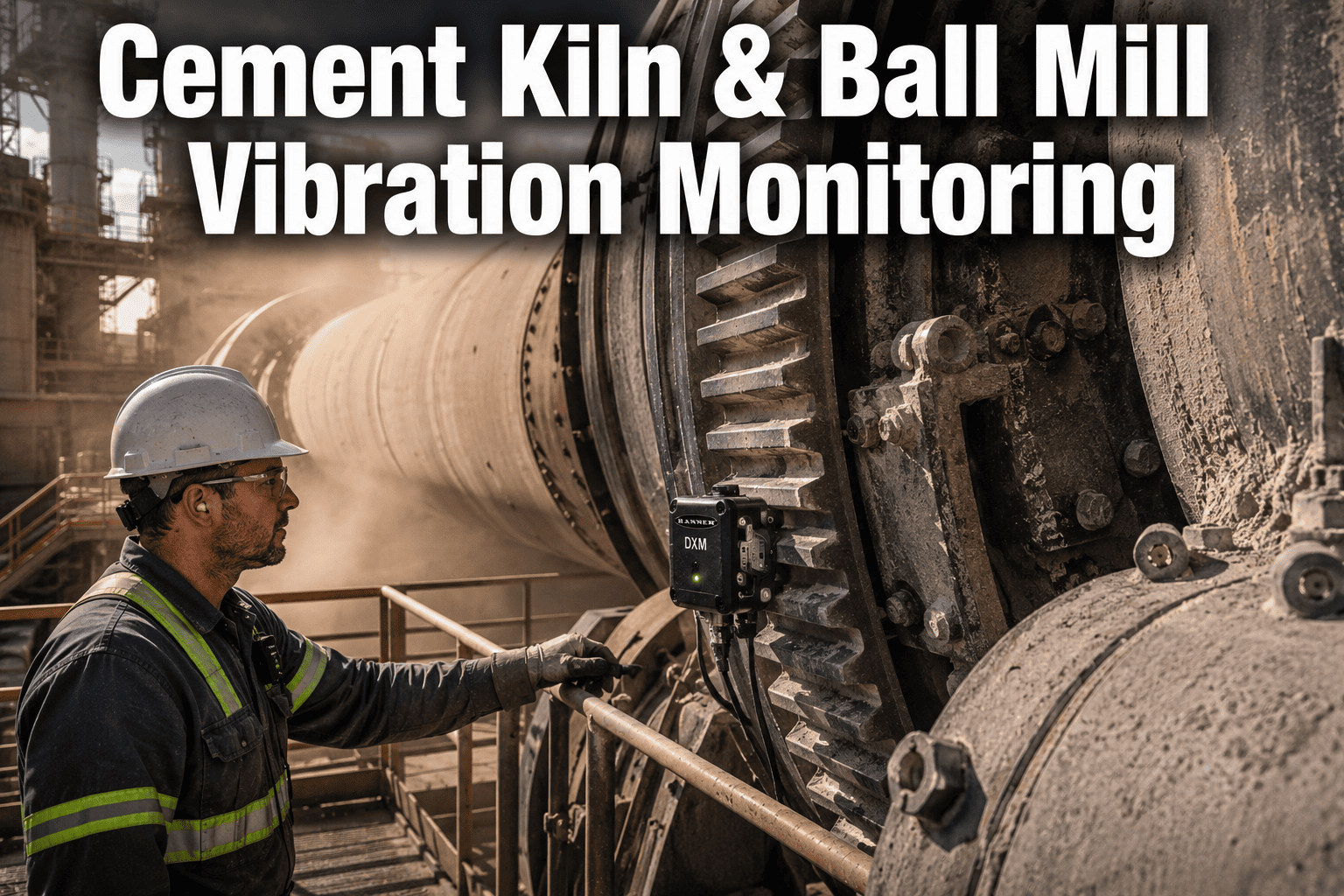
Cement Kilns and Support Rollers
Kiln support roller bearing temperature and vibration monitored continuously. Shell deformation detected via proximity sensors on riding rings. Tyre and roller wear trending prevents catastrophic mechanical failure at $180K–$400K per day downtime cost.
02
Ball Mills and Vertical Roller Mills
Girth gear and pinion mesh vibration monitored via high-frequency accelerometers. Mill bearing temperature trended against load and feed rate. Drive gearbox oil temperature and vibration tracked separately from mill body for fault isolation.
03
Mining Crushers and Screens
Jaw, cone, and gyratory crusher main bearing vibration and temperature monitored under variable feed and liner wear conditions. Screen deck vibration amplitude tracked to detect bearing failure and structural fatigue before catastrophic collapse.
04
Belt Conveyor Drive and Idler Systems
Head pulley, tail pulley, and drive gearbox vibration monitored wirelessly across conveyor spans of 500m to 20km. Idler bearing temperature monitored via thermal imaging integration to detect friction failures before belt damage occurs.
05
Power Plant Fans and Pumps
ID fan, FD fan, and boiler feed pump vibration and bearing temperature monitored continuously. Imbalance, misalignment, and bearing defect frequencies trended against ISO 10816-3 alert and danger thresholds for each machine class and speed.
06
Steel Mill Drives and Rolling Equipment
Rolling mill drive gearboxes, pinch roll bearings, and coiler mandrel drives monitored under high-torque, high-temperature conditions. Vibration trending identifies gear tooth wear and bearing race defects 4–8 weeks before failure in production-critical equipment.
Four Reasons Heavy Industry Monitoring Programs Fail
Wrong Sensor for the Environment
Consumer-grade or light-industrial sensors fail within months when exposed to cement dust, mine water ingress, kiln radiant heat, or crusher shock loading. Sensor failure is invisible — teams assume the asset is healthy when the sensor has simply stopped transmitting.
Alerts With No Work Order Automation
Vibration dashboards that generate alerts without automatically creating a CMMS work order rely on a human to see the alert, interpret it, and manually raise a job. In 24/7 operations, that handoff fails regularly — the asset continues degrading while the alert sits unacknowledged.
No Baseline Condition Reference
Without a documented baseline vibration signature captured at commissioning or after the last major overhaul, anomaly detection thresholds are set by guesswork. False alarms erode technician trust. Real faults get dismissed as noise until the machine fails.
No CapEx Forecast from Condition Data
When asset condition data stays inside a monitoring dashboard, finance never sees it. CapEx replacement requests are justified by age and gut feel rather than condition trend data — leading to either premature replacement or deferred investment in assets approaching failure.
Heavy industry reliability teams that connect sensor alerts directly to CMMS work orders eliminate the detection-to-action gap that causes most unplanned failures — and generate the condition history that justifies every CapEx request. Start a free trial to connect your first critical asset to an Oxmaint monitoring workflow, or book a demo to see a live CapEx forecast built from your asset condition scores.
A girth gear failure on a cement ball mill costs $1.2M to $3M in parts, labor, and lost production — wireless monitoring catches it 6 weeks out for the cost of a single shift.
How Oxmaint Powers Heavy Industry Reliability Programs
Harsh-Environment Asset Registry
Every rotating asset — kiln, crusher, mill, fan, pump — registered with full hierarchy: Portfolio, Site, System, Asset, Component. Condition score, criticality class, sensor type, and maintenance history stored in one record accessible from any device on site.
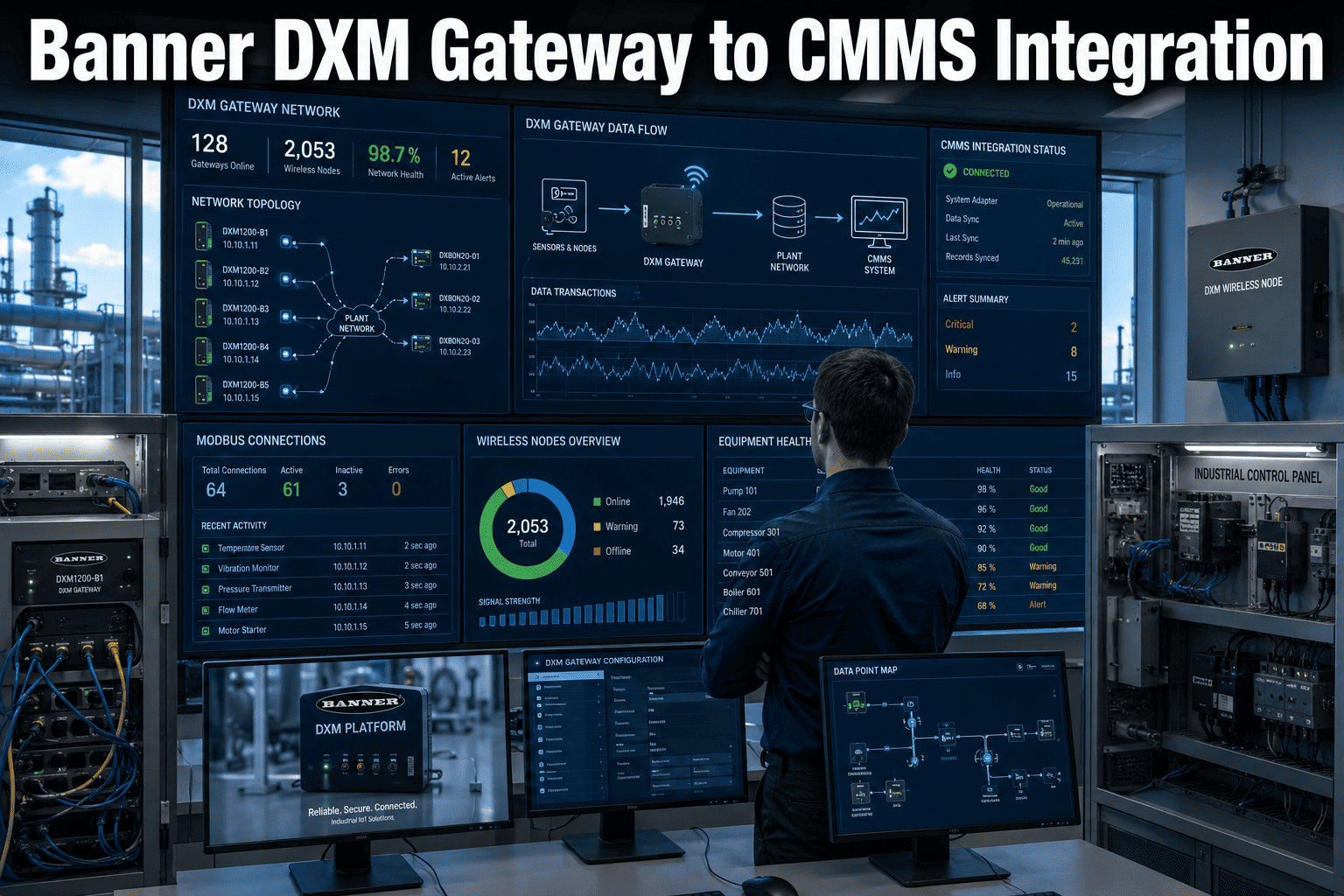
IoT and SCADA Integration
Native connectors for LoRaWAN, WirelessHART, Modbus, OPC-UA, and MQTT ingest sensor data from existing IIoT networks and control systems. No rip-and-replace of installed sensor infrastructure — Oxmaint connects to what is already transmitting data on your site.
ISO 10816-3 Threshold Alerting
Define alert and danger thresholds per asset class and operating speed in line with ISO 10816-3. When vibration velocity or bearing temperature crosses a limit, Oxmaint auto-creates a prioritized work order assigned to the reliability technician — within seconds of the breach.
Condition-Based Work Order Generation
Sensor threshold breaches, trend exceedances, and inspection findings all auto-generate work orders with asset details, priority level, recommended action, and parts pre-populated from the spare parts register — eliminating manual job creation under shift pressure.
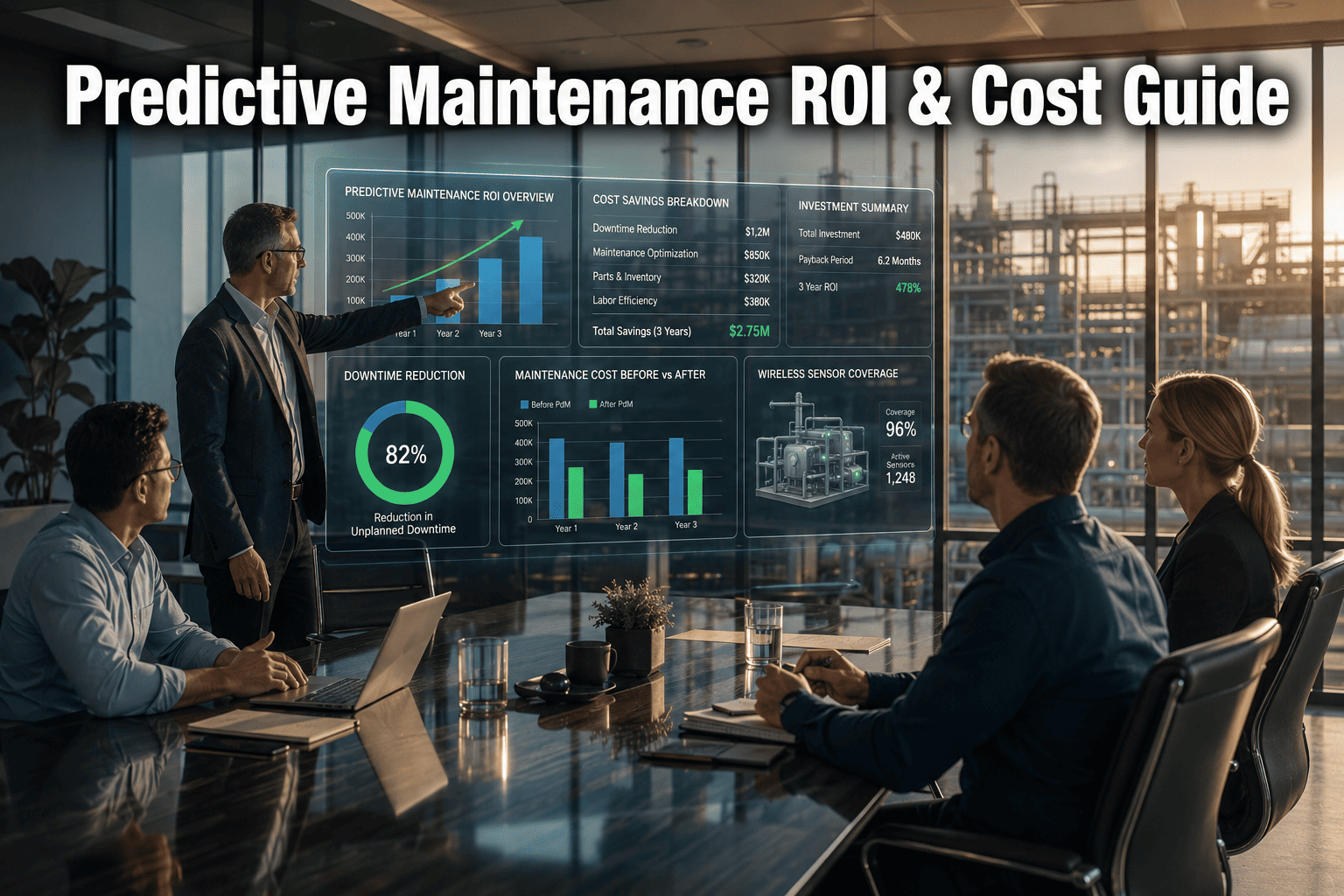
Rolling 5–10 Year CapEx Forecasting
Asset condition scores, replacement cost data, and remaining useful life estimates combine into a CapEx forecast that finance can act on. Present investor-grade replacement schedules to leadership — with condition trend evidence behind every number, not calendar-age assumptions.
Multi-Site Portfolio Dashboard
Operations directors managing multiple cement plants, mine sites, or power stations see every open alert, overdue work order, and at-risk asset across all sites from one dashboard. Benchmark asset health between sites and allocate maintenance resources where condition data shows the greatest risk.
Walk-Around Inspections vs. Continuous Wireless Monitoring
Criteria
Walk-Around Inspections
Continuous Wireless Monitoring
Failure Detection Window
Days before failure if weekly rounds — often after failure occurs
4–8 weeks before failure via vibration trend and bearing temperature rise
Coverage in Hazardous Areas
Limited — confined spaces and hot zones restrict access frequency
ATEX/IECEx sensors monitor continuously without technician exposure
Night Shift and Weekend Coverage
Reduced rounds — failures occurring off-shift go undetected for hours
24/7 continuous monitoring with instant alert escalation regardless of shift
Data Quality and Repeatability
Technician-dependent — measurement point, pressure, and technique vary
Fixed sensor position delivers repeatable, comparable data across every reading
CapEx Justification Evidence
Subjective — "it felt rough last month" is not a budget argument
Condition trend data with remaining useful life estimate — defensible to finance
Total Annual Cost per Asset
$1,200–$4,800 in technician labor for weekly manual rounds per asset
$400–$1,200 sensor installed cost — lower annual cost with superior coverage
Proven Results Across Heavy Industrial Sectors
45%
reduction in unplanned downtime
Mining operations using wireless monitoring on crushers and conveyor drives
$3M+
girth gear failure cost avoided
Per event when ball mill bearing defect detected 6 weeks before failure
30%
maintenance cost reduction
Power generation facilities with continuous BOP equipment monitoring
20%
increase in asset useful life
Heavy rotating equipment managed with condition-based intervention vs. calendar PM
Reliability engineers who shift from walk-around inspections to continuous wireless monitoring consistently reduce maintenance costs within 12 months — and the payback accelerates as condition history builds into accurate CapEx forecasts. Start a free trial to register your first critical asset and connect your monitoring workflow, or book a demo to see an Oxmaint CapEx forecast built on your actual asset condition data.
Frequently Asked Questions
What vibration sensor specifications are required for cement kiln and ball mill environments?
Cement kiln support roller and ball mill girth gear monitoring requires sensors rated for ambient temperatures of 60°C to 120°C near kiln shells, IP67 or higher ingress protection against cement dust and water washdown, and shock resistance of at least 50g for mill body mounting locations. For kiln-adjacent installations, sensors with extended temperature range to 150°C and stainless steel housing are recommended. Wireless transmission should use sub-GHz frequency bands for penetration through concrete and steel structures common in cement plant layouts.
How does Oxmaint handle vibration monitoring across remote mine sites with limited connectivity?
Oxmaint supports edge gateway deployment that stores sensor data locally and syncs to the cloud platform when connectivity is available — ensuring no data loss during network outages common on remote mine sites. LoRaWAN gateways cover sensor networks across pit and plant environments with ranges up to 15km line-of-sight. For sites with satellite or LTE connectivity only, Oxmaint's compressed data transmission keeps bandwidth usage within standard LTE data plan limits while maintaining full sensor resolution.
Can Oxmaint integrate with existing DCS or historian systems already installed in power plants or steel mills?
Yes. Oxmaint integrates with OSIsoft PI, Wonderware, FactoryTalk, and other industrial historians via OPC-UA and REST API connectors. Process data — bearing temperature, motor current, vibration velocity — already being collected by the DCS or historian can flow into Oxmaint asset records without additional sensor hardware. This allows existing instrumentation investment to feed the CMMS work order and CapEx forecasting system rather than staying siloed in a control room display that no one reviews systematically.
How does condition-based CapEx forecasting work in Oxmaint for heavy industrial assets?
Oxmaint assigns each asset a condition score derived from sensor readings, inspection outcomes, age, and maintenance history. The condition score feeds a rolling 5 to 10 year replacement forecast that combines asset replacement cost, remaining useful life estimate, and planned maintenance windows. As sensor data builds over time, the forecast accuracy improves — and finance receives a documented, data-backed CapEx request rather than a spreadsheet based on age assumptions. Every replacement recommendation links back to the condition trend evidence that justifies the timing.
Built for Heavy Industry Reliability Teams
Stop Reacting to Failures That Sensors Would Have Caught Weeks Earlier
Oxmaint connects rugged IIoT sensors to asset records, work orders, and CapEx forecasts — giving reliability engineers and operations directors full visibility over every critical rotating asset across every site.
Continuous 24/7 monitoring with instant work order generation
ISO 10816-3 threshold alerting per asset class and speed
5–10 year CapEx forecasting backed by live condition data
Used by operations teams managing 10,000+ assets across multi-site portfolios — live in days, not months.