Boiler Maintenance Checklist: Complete Safety & Inspection Guide for Compliance
By Mark Strong on March 30, 2026
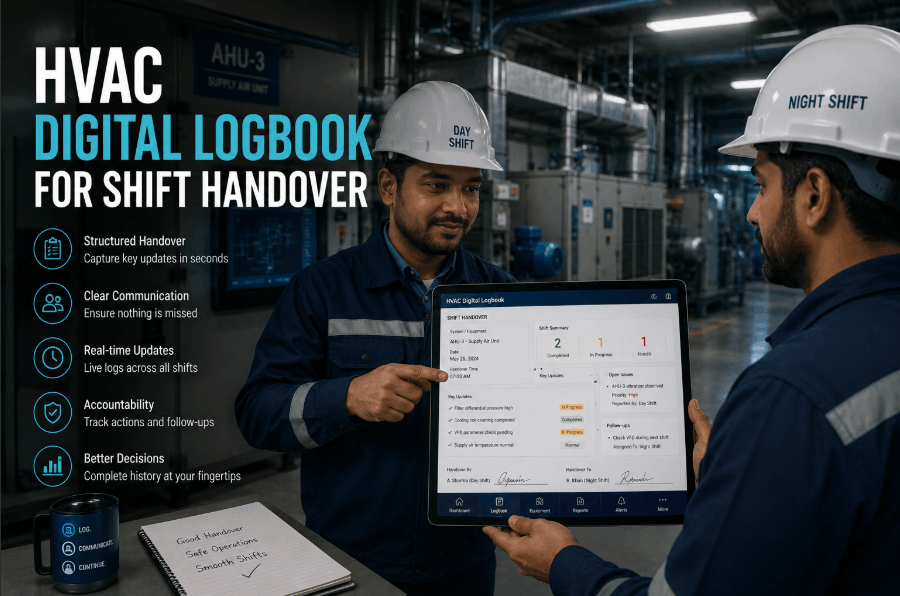
A boiler failure is not just a maintenance event — it is a pressure vessel incident, a regulatory violation, or a life-safety emergency, depending on what failed and why. Over 80% of boiler failures are directly traceable to deferred maintenance: skipped low water cutoff tests, unchecked safety valve weeping, ignored flue gas CO readings, or water treatment programmes that lapsed without anyone noticing. This checklist covers every required inspection from daily safety monitoring to annual vessel inspection and water treatment compliance — with the specific acceptance criteria, test methods, and documentation standards that produce a defensible safety record, not just a completed form. Book a demo to see OxMaint's boiler compliance management module configured for your boiler plant.
Safety & Compliance Checklist
Boiler Maintenance Checklist
Complete Safety, Inspection and Compliance Guide — Daily to Annual
of boiler failures traceable to deferred maintenance tasks
$250K
average boiler explosion liability — 100% preventable with documented PM
6
inspection phases from daily monitoring to annual vessel certification
90+
individual inspection items with acceptance criteria and measurement fields
⚠
Boiler maintenance is governed by the ASME Boiler and Pressure Vessel Code, state boiler inspection laws, and OSHA 29 CFR 1910. Safety device tests must be documented with date, result, and technician name. Undocumented tests are treated as tests that never occurred at regulatory inspection or in litigation.
Inspection Frequency Overview
Daily
Weekly
Monthly
Annual
Operating Parameters
Safety Device Testing
Combustion Analysis
Water Treatment
Burner and Fuel System
Vessel and Flue Inspection
RequiredVisual only
Phase 1: Daily
→
Phase 2: Weekly
→
Phase 3: Monthly
→
Phase 4: Water Treatment
→
Phase 5: Combustion
→
Phase 6: Annual
PHASE 1
01
Daily Operating Parameter Log
Every operating day • Boiler operator • Log before end of shift
All Boiler TypesPressure • Temperature • Water Level
Every operating day log must be signed by the licensed boiler operator on duty. A log gap of more than one shift — even if the boiler ran without incident — is a regulatory violation in most jurisdictions with mandatory boiler inspection programmes.
Inspection ItemAcceptance CriteriaPrioritySign
Record steam pressure or hot water operating pressure and compare to maximum allowable working pressure (MAWP) on nameplate — operating pressure must remain below the lower of the safety valve set point or the MAWP at all times. Operating pressure: ______ psig MAWP: ______ psigBelow MAWP at all times. Above 90% MAWP triggers investigation.Critical______
Verify water level in gauge glass is within the operating range marked on the gauge — low water level that is not immediately corrected triggers low water cutoff device; low water in a fired boiler without automatic cutout is an explosion risk. Water level: ______Within marked operating range. Not below low-water mark.Critical______
Record supply and return water temperatures (hot water boilers) or steam temperature and condensate return temperature (steam boilers). Compare to previous log entry. Temperature: Supply ______°F Return ______°FWithin operating setpoint range. No unexplained temperature spikes.High______
Record flue gas temperature at the stack outlet — flue temperature more than 50°F above historical baseline at similar load indicates scale buildup on heating surfaces or combustion air issue requiring investigation. Flue temp: ______°F Baseline: ______°FWithin 50°F of historical baseline at equivalent load.High______
Verify burner cycling is consistent with thermostat or aquastat demand — short cycling (burner firing less than 5 minutes before shutting off) indicates oversized boiler, low load, or control system issue; log burner cycle count and durationMinimum 5-minute burner runtime on normal demand call.Standard______
PHASE 2
02
Weekly Visual and Safety Device Checks
Every week • Boiler operator or engineer • All boiler types
Visual InspectionLow Water Cutoff TestGauge Glass Blowdown
Inspection ItemAcceptance CriteriaPrioritySign
Perform slow drain low water cutoff test — slowly lower water level by opening drain valve; confirm burner shuts off before water reaches the minimum safe level marked on the gauge glass; restore water level immediately. Cutout confirmed: Y / N Level at cutout: ______Burner cuts out before minimum safe water level. Manual reset required after test.Critical______
Blow down gauge glass water column to clear sediment and verify free flow — close steam cock, open drain, open water cock; glass should clear immediately; slow clearing or discolouration indicates sediment buildup in the water column connectionsGlass clears immediately and refills within 30 seconds of drain closure. No persistent cloudiness.Critical______
Perform surface blowdown (steam boilers) — open surface blowdown valve for 30 seconds to remove dissolved solids accumulation at waterline; excessive foaming during blowdown indicates high TDS requiring more frequent blowdown or chemical adjustmentNo excessive foaming. Blowdown water runs clear after initial flush.High______
Inspect burner flame through observation port — flame should be stable, centred, consistent colour; yellow, irregular, or pulsating flame indicates air-fuel ratio problem or burner fouling requiring immediate serviceStable blue or blue-orange flame. No pulsation. No excessive yellow tips or smoke.High______
Inspect boiler room for gas odour, fuel oil leaks, or unusual noises — gas odour requires immediate shutdown and ventilation before investigation; log any abnormal sounds including banging, rumbling (kettling), or clicking from the combustion chamber or pipingNo gas odour. No fuel leaks. No unusual mechanical noises. Boiler room ventilation clear.Critical______
Inspect all visible boiler piping, fittings, and flanges for leaks — log any drips, stains, or mineral deposits indicating previous leakage; even slow leaks accelerate corrosion and indicate joint or seal deterioration requiring prompt repairNo active leaks. No fresh mineral deposits not present at last inspection.Standard______
OxMaint Compliance Management
Automate boiler safety device test scheduling and compliance documentation
Weekly low water cutoff tests, monthly safety valve inspections, and annual vessel certification — all auto-scheduled, digitally documented, and archived for regulatory review.
Every month • Qualified technician • Log all results with test method
Safety ValveControls TestingPressure Tests
Monthly safety device tests are the minimum inspection frequency required under most state boiler codes. These tests must be performed by or under the direct supervision of a licensed boiler operator or certified inspector. Results must be documented with the test method, device designation, set point, and actual trip point.
Inspection ItemAcceptance CriteriaPrioritySign
Test pressure relief valve by lifting the test lever — valve must open freely under system pressure, discharge steam or water, and reseat cleanly without weeping after test lever is released; a weeping relief valve must be replaced immediately. Valve set point: ______ psig Valve reseated cleanly: Y / NValve opens, discharges, and reseats fully with no continued weeping after 5 minutes.Critical______
Test high-limit pressure control by raising setpoint until burner trips — verify burner shuts off at the set point pressure; confirm device requires manual reset; automatic re-lighting after a high-limit trip without manual reset investigation is a code violation in most jurisdictions. High limit set point: ______ psig Actual trip at: ______ psigTrips within 2% of setpoint. Requires manual reset. Does not re-fire automatically.Critical______
Test high-limit temperature control (hot water boilers) — raise setpoint until high-limit trips the burner; verify trip occurs at the set temperature and requires manual reset; record set point and actual trip temperature. High limit setpoint: ______°F Actual trip at: ______°FTrips within 5°F of setpoint. Requires manual reset. Logs fault code in controller.Critical______
Test automatic feed water valve and low water makeup system (steam boilers) — lower water level and confirm makeup valve opens and restores water level to operating range within a reasonable time; confirm audible low-water alarm activates before safety cutoutMakeup valve opens on low water signal. Alarm activates before cutout. Water level restored within 5 minutes.High______
Test flame failure safeguard by manually interrupting the flame signal during burner operation — burner management system must shut off fuel supply within 4 seconds of flame failure detection; any delay beyond 4 seconds requires immediate BMS inspection. Flame failure response time: ______ secFuel valve closes within 4 seconds of flame signal loss. BMS locks out and requires manual reset.Critical______
Perform bottom blowdown of boiler vessel to remove settled sludge — open bottom blowdown valve fully for 3 to 5 seconds while boiler is at low pressure; frequency should increase if water chemistry testing shows elevated suspended solids. TDS before blowdown: ______ ppmBlowdown valve opens and closes freely. No blockage. TDS returns toward target range.Standard______
PHASE 4
04
Water Treatment and Chemistry Compliance Critical
Weekly testing • Monthly chemical service • Annual water management plan review
Scale 1/16 inch thick on boiler heating surfaces increases fuel consumption by 8 to 10%. Scale 1/4 inch thick has caused boiler shell failures. Water treatment is not optional maintenance — it is the primary factor in boiler longevity, efficiency, and pressure vessel integrity over the life of the plant.
Inspection ItemAcceptance CriteriaPrioritySign
Test boiler water total dissolved solids (TDS) and compare to programme target — TDS above target requires additional blowdown; TDS below target indicates excessive blowdown wasting treated water and heat. TDS measured: ______ ppm Target range: ______ to ______ ppmWithin water treatment programme target range. Adjust blowdown frequency if outside range.Critical______
Test boiler water pH — steam boiler water should be maintained at pH 10 to 11 to prevent corrosion; hot water boiler closed loops should be maintained at pH 8 to 9.5 with inhibitor; pH outside range requires immediate chemical adjustment. pH measured: ______ Target: ______Within programme target. Immediate chemical correction if pH below 7.5 or above 12.Critical______
Test feed water hardness — hardness above zero in the feed water indicates softener failure allowing scale-forming minerals to enter the boiler; scale of 1mm thickness insulates heating surfaces enough to raise metal temperatures into the danger zone for steam drum integrity. Hardness: ______ ppm as CaCO3Zero hardness in treated feed water. Any hardness detected requires softener inspection.Critical______
Verify water softener salt level and regeneration cycle operation — a depleted salt tank or missed regeneration cycle means hard water is entering the boiler undetected; confirm regeneration cycle completed within the last scheduled interval. Last regen: _______ Salt level: ______Salt above minimum level. Regeneration cycle confirmed complete on schedule.High______
Test chemical inhibitor concentration in closed loop systems — inhibitor below minimum specification removes corrosion protection from the heating circuit; test nitrite, molybdate, or other specified inhibitor and dose to correct range. Inhibitor: ______ ppm Target: ______ to ______ ppmWithin programme specification. Chemical addition required if below minimum.High______
Verify water treatment contractor service visit completed within the last 30 days and service report filed in boiler maintenance record — ASHRAE 188 water management programme requirements apply to boiler systems in buildings with domestic hot water riskService report on file dated within 30 days. Water management plan current and signed.Standard______
PHASE 5
05
Combustion Analysis and Burner Service
Monthly analysis • Annual full burner service • Qualified combustion technician
CO • O2 • CO2 • Excess AirEfficiency • Emissions
Inspection ItemAcceptance CriteriaPrioritySign
Measure flue gas carbon monoxide at stack outlet using calibrated combustion analyser — CO above 100 ppm indicates incomplete combustion; CO above 400 ppm in the flue requires immediate burner shutdown and adjustment before recommissioning. CO measured: ______ ppmBelow 100 ppm CO in the stack. Above 400 ppm requires immediate shutdown.Critical______
Measure flue gas O2 percentage at steady-state firing — O2 above 5% indicates excess air reducing efficiency; O2 below 1% indicates insufficient air risking CO formation; target is 2 to 4% O2 for most commercial boilers. O2 measured: ______%2 to 4% O2. Adjust air-fuel ratio if outside this range. Retest after adjustment.High______
Calculate combustion efficiency from flue temperature and O2 reading using combustion analyser — record net stack temperature (stack temp minus combustion air supply temp) and overall combustion efficiency. Efficiency: ______% Net stack temp: ______°FAbove 80% combustion efficiency. Below 78% requires burner service.High______
Annual burner service: clean or replace burner nozzle, inspect igniter electrode condition and gap, inspect flame sensor (UV or infrared), clean combustion air blower wheel, and check gas train for correct operation. Nozzle replaced: Y / N Electrode gap: ______ mmAll consumable burner components replaced per manufacturer schedule. Combustion parameters within spec after service.High______
Inspect flue and breeching for blockages, corrosion, or deterioration — any section showing rust-through, disconnected joints, or visible daylight through the breeching must be repaired immediately to prevent flue gas leakage into the boiler room. Breeching condition: ______No corrosion through. No gaps or disconnected sections. All joints sealed.Standard______
PHASE 6
06
Annual Vessel Inspection and Certification Regulatory Required
Annual minimum • Licensed boiler inspector • Internal and external inspection with report
In most U.S. states, boilers above a specified size threshold require annual internal inspection by a licensed boiler inspector, followed by issuance of an operating certificate. Operating a boiler without a current certificate is a code violation and voids most commercial property insurance policies. The annual inspection by an owner-employed technician described here is supplementary to, not a replacement for, the jurisdictional inspection requirement.
Inspection ItemAcceptance CriteriaPrioritySign
Internal inspection of pressure vessel with boiler cooled and drained — inspect waterside surfaces for scale, pitting, corrosion, and cracking; inspect fireside surfaces for soot, scale, and refractory condition; photograph and record all findings with location reference. Scale thickness found: ______ mmNo pitting depth above 1/16 inch. No cracking. Scale below 1mm. Refractory intact at combustion surfaces.Critical______
Inspect all manholes, handhole plates, and inspection openings for gasket condition and seating surface integrity — replace all gaskets at annual inspection regardless of apparent condition; reused boiler gaskets are a frequent cause of leaks after recommissioning. Gaskets replaced: Y / NAll gaskets replaced. Seating surfaces free of pitting or corrosion. Studs and nuts in serviceable condition.Critical______
Clean flue passages and fire tubes (fire tube boilers) or water tubes (water tube boilers) to remove soot and scale deposits — flue gas side deposit of 1mm reduces heat transfer by 5 to 8%; record tube condition before and after cleaning. Tube condition: ______All tubes clean, no significant scale or corrosion pitting. No plugged tubes. No expanded tube ends loose.Critical______
Verify current boiler operating certificate is posted in the boiler room as required by state boiler code — confirm expiry date and schedule jurisdictional inspection appointment no later than 60 days before certificate expiry. Certificate expiry: _______ Inspection booked: Y / NCurrent certificate posted. Not expired. Next inspection appointment confirmed before expiry.Critical______
Inspect and certify or replace pressure relief valve annually — a relief valve that has been in service for more than 3 years without testing should be replaced rather than tested; record manufacturer, set pressure, and installation date on the maintenance record. Relief valve age: ______ years Replaced: Y / NRelief valve tested and reseating cleanly, or replaced. Installation date recorded in asset history.Critical______
Generate annual boiler performance and compliance report — document combustion efficiency trend, water chemistry compliance, safety device test results, and inspection findings; file against boiler asset record in CMMS for next annual planning cycleReport completed within 30 days of annual service. Filed in CMMS asset record. Reviewed by facilities manager.Standard______
SIGN-OFF
Inspection Sign-Off Record
Technician Name
Inspection Date
Boiler ID / Location
Boiler Type / Fuel
Certificate Expiry Date
Supervisor / Engineer Sign-Off
Safety Findings Summary
Boiler Operating Status
How OxMaint Manages Boiler Compliance Documentation
Compliance management for boiler operators means more than a completed form — it means a defensible audit trail that survives a regulatory inspection, an insurance claim, or a legal challenge.
SAF
Safety Device Test Scheduling
Weekly low water cutoff tests, monthly safety device checks, and annual vessel inspection tasks auto-generated on schedule — overdue tests escalated to the supervisor before they become compliance violations.
WTR
Water Treatment Log
TDS, pH, hardness, and inhibitor readings entered at each service visit are trended against programme targets per boiler. Chemical addition records linked to each test result for full water management programme documentation.
CMB
Combustion Analysis Records
CO, O2, combustion efficiency, and flue temperature readings stored per boiler with trend charts showing efficiency drift over time — enabling annual service scope decisions from data rather than default replacement schedules.
CRT
Certificate Expiry Tracking
Boiler operating certificate expiry dates loaded per unit. Automatic alerts sent 90, 60, and 30 days before expiry — ensuring jurisdictional inspection is booked and completed before the certificate lapses.
AUD
Immutable Compliance Record
Every inspection result, safety test outcome, and corrective action is timestamped and attributed to the performing technician — creating an audit record that cannot be modified after sign-off and is instantly retrievable for regulatory review.
WO
Automatic Work Order Generation
Any safety device failure, water chemistry exceedance, or combustion reading outside threshold automatically generates a corrective maintenance work order assigned to the responsible technician with priority and deadline set by the finding severity.
OxMaint Compliance Management
Never Miss a Boiler Safety Test or Certificate Expiry Again
OxMaint automates boiler safety device test scheduling, water treatment log compliance, combustion record trending, and certificate expiry alerts — giving boiler operators and facility managers the complete compliance documentation record that regulatory inspections, insurance audits, and litigation require.
Frequently Asked Questions: Boiler Maintenance and Compliance
01How often is a boiler required to be inspected by law?
Most U.S. states with mandatory boiler inspection programmes require an annual inspection by a licensed boiler inspector for power boilers (steam boilers above 15 psig) and biennial inspection for heating boilers (steam at or below 15 psig and hot water above 160°F). Some jurisdictions require both an internal inspection every two years and an external inspection every year. Operating a boiler without a current certificate issued after a passing jurisdictional inspection is a code violation in these states and typically voids the property owner's boiler insurance coverage. Contact your state's boiler safety office to confirm the specific requirements for your boiler classification and jurisdiction. Book a demo to see OxMaint's certificate expiry tracking configured for your boiler plant.
02What does a weekly low water cutoff test involve and why is it required?
A weekly low water cutoff test (also called a slow drain test) involves slowly lowering the boiler water level by opening the boiler drain valve while the burner is firing, until the low water cutout device trips the burner. The test confirms that the cutoff device is functioning and will prevent the burner from operating when water level falls below the minimum safe level. A boiler fired without adequate water can overheat to the point of catastrophic shell failure within minutes. Most state boiler codes and boiler manufacturer requirements specify weekly testing as the minimum frequency. The test must be logged with the date, operator name, and water level at which cutout occurred.
03What level of CO in boiler flue gas is acceptable?
For properly tuned commercial boilers, flue gas CO at the stack should be below 100 ppm on a steady-state basis at rated firing rates. Many well-tuned natural gas boilers achieve below 50 ppm CO. CO above 200 ppm indicates incomplete combustion and requires burner adjustment. CO above 400 ppm in the stack is a serious combustion problem requiring immediate burner shutdown and service before recommissioning. It is critical to distinguish stack CO (measured in the flue) from ambient CO (measured in the boiler room) — ambient CO above 35 ppm is an immediate evacuation threshold. Regular combustion analysis using a calibrated combustion analyser is the only reliable way to monitor CO at the stack.
04How does scale on boiler heating surfaces affect efficiency and safety?
Scale deposits on boiler heating surfaces act as thermal insulators between the flame or hot gases and the water-side metal. Even 1mm of calcium carbonate scale increases fuel consumption by 5 to 8% because the boiler must fire longer and hotter to transfer the same amount of heat through the insulating scale layer. More dangerously, severe scale buildup prevents adequate heat transfer to the water, causing the metal temperature of the pressure vessel to rise far above its design limit. Metal overheating from scale has caused boiler tube failures and shell ruptures. Effective water treatment preventing scale is therefore both an efficiency measure and a pressure vessel safety measure simultaneously.
05Can OxMaint manage boiler compliance across multiple sites?
Yes. OxMaint supports multi-site boiler compliance management with each boiler as a separate asset record carrying its own inspection schedule, certificate expiry date, water treatment programme targets, and maintenance history. Portfolio-level dashboards show compliance status, upcoming certificate expiries, overdue safety tests, and open corrective actions across every site without requiring manual status reports from site operators. Regulatory inspection records, safety device test logs, and water chemistry histories are stored digitally per boiler and retrievable in seconds for any site during a regulatory visit or insurance review. Book a demo to see multi-site boiler compliance management in OxMaint.