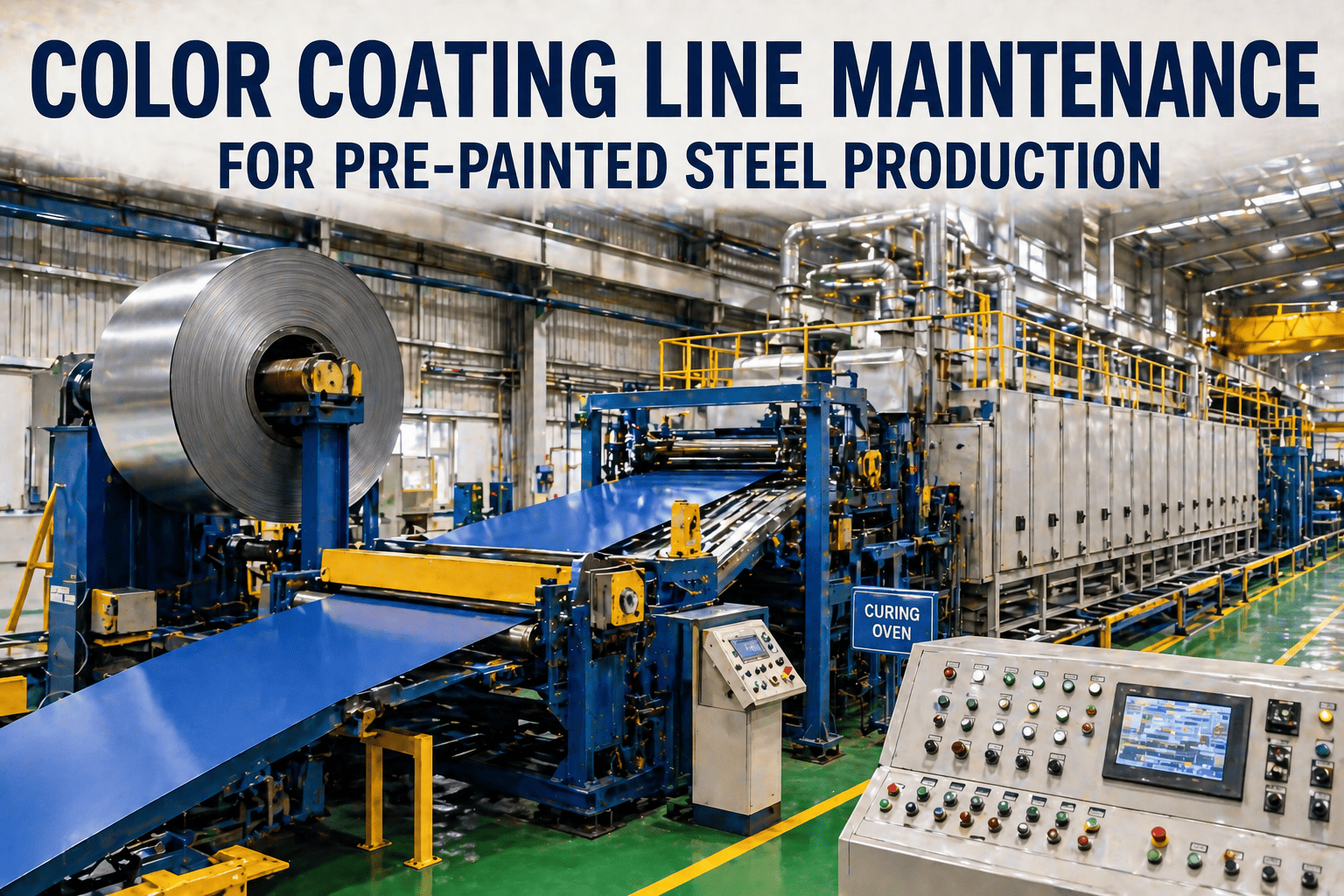
A color coating line running at full speed generates revenue only when every subsystem — roll coaters, curing ovens, tension controls, and accumulators — performs within specification simultaneously. When one fails, the entire line stops. A single unplanned shutdown costs $18,000–$35,000 per hour in lost production, paint waste, oven restart energy, and downstream scheduling disruption. The leading cause of coating quality rejections is not raw material defects — it is equipment maintenance gaps, responsible for over 65% of all surface defects, thickness variation, and cure failures. Start managing color coating line maintenance on Oxmaint — free trial, no credit card.
Process Overview
The 5 Systems That Define Coating Line Reliability
A color coating line is only as reliable as its weakest subsystem. Understanding what each system controls — and what fails when maintenance is deferred — determines where to focus PM resources first.
01
Surface Pretreatment Section
Chemical cleaning, degreasing, and passivation prepare the steel substrate for paint adhesion. Inadequate pretreatment creates adhesion failures that appear as blistering and delamination during customer use — months after the defective coil was shipped.
Primary failure
Bath concentration drift, nozzle blockage
02
Roll Coater Station (Primer + Topcoat)
Applicator and metering rolls control coating thickness and uniformity. Roll wear, runout, and bearing vibration create thickness variation detectable by the naked eye on premium products. Roll condition is the single highest-impact maintenance variable on finished product quality.
Primary failure
Surface wear, bearing vibration, runout
03
Thermal Curing Ovens (Primer + Topcoat)
Coil coating ovens cure primer and topcoat in 13–20 seconds at precisely controlled peak metal temperatures. Temperature uniformity across the strip width is critical — hot or cold zones create over-cure brittleness or under-cure adhesion failure on the same coil.
Primary failure
Thermocouple drift, burner fouling, zone variation
04
Tension and Accumulator System
Strip tension control ensures consistent paint application weight and prevents registration errors on patterned coatings. Accumulator systems allow coil joining without stopping the coating section — accumulator failure forces a full line stop and oven restart.
Primary failure
Dancer roll wear, tension sensor drift
05
VOC Oxidizer and Energy Recovery
Thermal oxidizers destroy VOC emissions from paint solvents while recovering heat back to the curing ovens. Oxidizer fouling reduces fuel efficiency and increases operating cost. Regulatory compliance depends on continuous oxidizer performance — a failed oxidizer can force a production stop.
Primary failure
Catalyst degradation, heat exchanger fouling
Roll Coater Maintenance
Roll Coater PM: The Highest-Impact Maintenance Action on a Coating Line
Roll condition is the single variable most directly correlated with finished product quality. Premium pre-painted steel producers track roll replacement in meters coated — not calendar days — because paint type, substrate, and line speed determine wear rate far more accurately than time.
Every Campaign
Visual inspection of applicator roll surface for scoring, pitting, and contamination. Crown profile measurement against OEM specification. Bearing vibration check using portable analyser.
500K–750K Meters
Applicator roll replacement for high-speed premium product lines. Surface finish on worn rolls creates coating weight variation above ±0.5 g/m² tolerance — a direct customer reject trigger.
750K–1.5M Meters
Standard replacement interval for primer and backup rolls. Longer life than applicator rolls due to lower contact stress. Crown profile tracking is mandatory — a flat roll on a crowned strip creates edge-heavy coating.
Quarterly
Full bearing condition assessment across all roll stations. Motor current trending on drive rolls. Nip pressure verification against coating weight targets. Documentation of all readings in CMMS linked to coil production records.
31%
of all color coating quality incidents trace directly to roll coater degradation — surface wear, runout, and bearing vibration that create thickness variation visible on premium architectural and appliance products.
Curing Oven Maintenance
Curing Oven PM: Protecting Temperature Uniformity Across the Strip
A coating oven that drifts 10°C off setpoint in one zone does not trigger an alarm — it creates a product quality deviation that ships to the customer. Oven temperature uniformity surveys and thermocouple calibration are the maintenance tasks that protect cure quality between production campaigns.
| PM Task |
Frequency |
Specification |
Failure Impact |
| Thermocouple calibration |
Monthly |
±2°C accuracy vs. NIST traceable reference |
Over/under-cure on entire production run |
| Temperature uniformity survey |
Quarterly |
±5°C variation across strip width |
Edge-to-edge cure variation — customer reject |
| Burner inspection and cleaning |
Monthly |
Flame pattern per OEM specification |
Hot spots and cold zones — localized cure failure |
| Air circulation fan balance |
Quarterly |
Velocity uniformity ±10% across oven width |
Uneven heat transfer — patterned cure defects |
| Insulation condition check |
Semi-annual |
No gaps, compression, or moisture ingress |
Fuel consumption increase 8–15%, energy cost impact |
| VOC oxidizer catalyst inspection |
Annual |
Catalyst activity per OEM DRE specification |
Regulatory non-compliance, forced production stop |
Automate Coating Line PM
Stop Managing Roll Condition on Spreadsheets.
Oxmaint links roll replacement triggers to meters-coated production data, schedules oven calibration automatically, and generates ISO-ready maintenance records for every customer quality audit.
Tension & Accumulator Systems
Tension Control Maintenance: The Hidden Cause of Coating Weight Variation
Strip tension directly controls paint application weight through its effect on roll nip geometry. Tension fluctuations of ±5 N/mm² change coating weight by up to ±0.8 g/m² on a standard primer coat — often within customer tolerance during normal operation but causing rejects under ISO inspection. Dancer roll wear and tension sensor drift are the two most common sources of tension instability.
Dancer Roll Condition
Monthly check
Bearing condition, roll surface wear, and pneumatic cylinder pressure. A sticking dancer roll creates tension spikes that appear as periodic coating weight bands across the coil length.
Tension Sensor Calibration
Quarterly
Load cell and tensiometer calibration against certified reference weights. Sensor drift of 3–5% is invisible during production but creates systematic coating weight bias that accumulates over a production campaign.
Accumulator Roll Alignment
Semi-annual
Roll parallelism across accumulator entry and exit. Misalignment creates strip tracking deviation that damages strip edges and forces emergency line stops during coil joining at full production speed.
Expert Review
What Coating Line Engineers Say After Deploying CMMS-Driven PM
RV
Rajesh V.
Process Engineering Manager, Pre-Painted Steel Plant — 180,000 T/year capacity
★★★★★
We switched from calendar-based roll replacement to meters-coated triggers using Oxmaint. In the first six months, we extended average roll life by 22% without a single coating thickness rejection attributable to roll condition. The system now links every roll change record directly to the production coils it affected — our ISO auditor called it the best documented coating line they had reviewed.
MK
Michael K.
Maintenance Superintendent, Coil Coating Facility — 2 coating lines
★★★★★
Our oven thermocouple calibration had drifted 8°C in one zone for an unknown period before we deployed CMMS-driven monthly calibration checks. We had been producing out-of-spec topcoat cure on architectural panel orders for at least two production runs. Structured PM documentation on Oxmaint caught it within the first monthly cycle and we documented corrective action before the customer audit.
FAQs
Color Coating Line Maintenance — Frequently Asked Questions
How often should coater rolls be replaced on a pre-painted steel line?
Replacement should be based on meters coated rather than calendar time. Applicator rolls typically require replacement every 500,000–750,000 meters for premium product lines; backup and primer rolls last 750,000–1,500,000 meters. Crown profile must be measured quarterly regardless of metered life, since localized wear creates coating weight variation before the roll reaches its metered replacement point.
Book a demo to see how Oxmaint tracks meters-coated triggers automatically.
What is the most critical curing oven maintenance task for product quality?
Temperature uniformity surveys — measuring temperature variation across the full strip width — are the highest-impact oven PM task. A ±5°C deviation across the oven width is the maximum acceptable tolerance. Thermocouple calibration (monthly, ±2°C vs. NIST reference) supports this but does not replace it. Quarterly surveys using calibrated data loggers on a test strip are the only way to verify actual strip surface temperature rather than oven air temperature.
Start scheduling oven calibration PM on Oxmaint today.
How does CMMS help with coating line quality audit documentation?
ISO 9001 and customer quality audits for pre-painted steel require traceable records linking maintenance actions to production coils. A CMMS like Oxmaint generates this linkage automatically: every roll change, oven calibration, and tension sensor verification is timestamped, linked to the technician who performed it, and associated with the production batches running at that time. Manual spreadsheet records cannot provide this traceability and represent the most common documentation gap identified in third-party audits.
Book a demo to review Oxmaint's quality traceability features.
What are the signs that a curing oven has developed a hot or cold zone?
Early signs include gloss variation across the strip width (over-cure = lower gloss on one edge), coating flexibility inconsistency on bend tests from the same coil, and solvent retention odour from product in the cold zone. These symptoms appear before any oven control system alarm triggers. Monthly burner inspections and quarterly temperature uniformity surveys are the structured maintenance tasks that detect zone deviation before it reaches product quality threshold.
Start your free trial and build your first oven PM checklist.
Color Coating Line · Preventive Maintenance · ISO-Ready Documentation
Protect Coating Quality on Every Campaign. Automate the PM That Prevents Rejects.
Oxmaint gives coating line teams meters-based roll replacement triggers, automated oven calibration scheduling, tension system PM tracking, and complete maintenance-to-production traceability for ISO and customer quality audits.