A zinc coating that is 2 microns too thin at the strip edge will fail salt-spray testing, trigger customer rejection, and require the full coil to be stripped and re-processed — a cost that regularly exceeds $80,000 per incident. Consistent galvanizing quality demands real-time bath chemistry control, automated coating thickness measurement, and a maintenance program that keeps line equipment within tight process tolerances. OxMaint's Analytics & Reporting module gives galvanizing line teams the dashboards and alerts to hold those tolerances shift after shift. Book a free demo to see live galvanizing line analytics.
Blog · Steel Product Quality
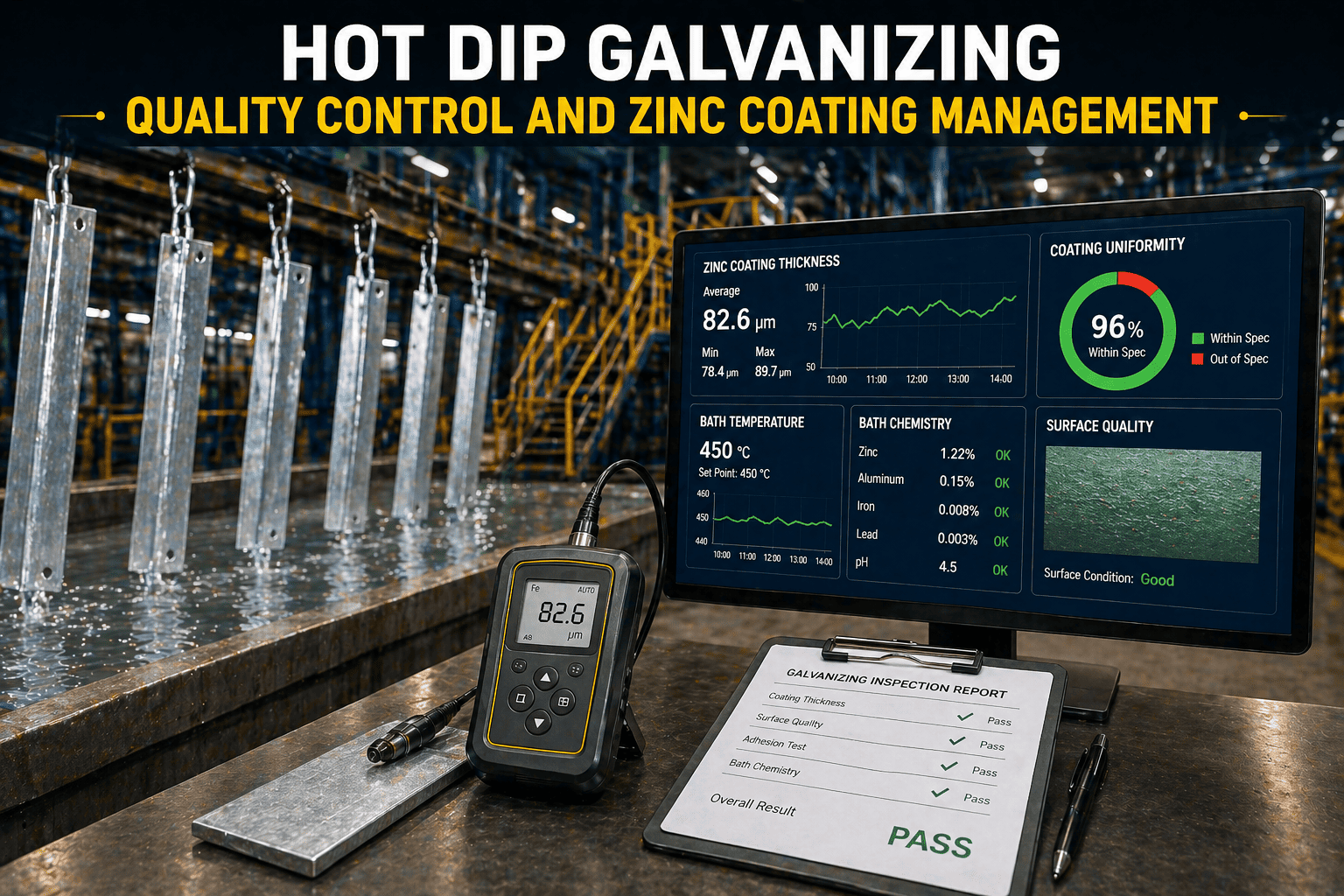
Hot Dip Galvanizing Quality Control and Zinc Coating Management
Highlighted steps are primary quality control intervention points
Bath Chemistry Control
The Zinc Bath: Where Quality Is Won or Lost
The zinc bath is the most critical quality variable in continuous galvanizing. Bath temperature, aluminum content, and dross management collectively determine coating adhesion, surface appearance, and corrosion resistance. A bath temperature deviation of just ±5°C from the target 455–465°C range is sufficient to alter coating microstructure and reduce adhesion bond strength measurably.
Bath Temperature
455 – 465 °C
Controls zinc fluidity and coating thickness uniformity. Above 465°C: excessive dross formation. Below 455°C: bare spot risk.
Monitor: Continuous (thermocouple)
Aluminum Content
0.18 – 0.25 %
Forms Fe-Al inhibition layer — critical for coating adhesion. Below range: brittle Fe-Zn alloy layer. Above range: bare spots on high-Si steels.
Monitor: Every 2–4 hours (ICP/OES)
Iron Content (dissolved)
< 0.03 %
Excess dissolved iron accelerates dross formation, causing surface dross pickup defects and increased zinc consumption per tonne of steel.
Monitor: Daily (chemical analysis)
Lead / Bismuth
0 – 0.003 %
Controlled at trace levels. Reduces surface tension for improved wettability. Excess causes spangle irregularity and coating surface defects.
Monitor: Per heat or bath change
Coating Thickness Management
Air Knife Control: How Thickness Is Set and Held
After the strip exits the zinc bath, twin air knives blow excess zinc back into the bath, setting the final coating weight. The coating thickness is determined by air knife pressure, gap setting, knife-to-strip distance, and line speed. Any drift in these parameters — caused by knife wear, pressure regulator fault, or strip camber — produces coating weight variation across the width and along the length of the coil.
| Air Knife Parameter |
Typical Range |
Effect of Drift |
OxMaint Alert Trigger |
| Knife Pressure |
0.3 – 1.2 bar |
Low pressure → heavy coating; over-pressure → bare edges |
±0.05 bar from setpoint |
| Knife-to-Strip Distance |
8 – 15 mm |
Increased gap → coating weight rises non-linearly |
±1 mm positional drift |
| Knife Angle |
0 – 5° tilt |
Asymmetric coating across strip width (edge-to-edge) |
Angle deviation > 0.5° |
| Line Speed |
60 – 180 m/min |
Speed increase → thinner coating at same pressure |
Coating weight gauge deviation > ±5 g/m² |
| Knife Lip Condition |
Sharp, undamaged |
Worn or nicked lip → streaking and periodic thick spots |
PM trigger: every 800 operating hours |
Track Every Bath Parameter and Coating Alert in One Dashboard
OxMaint connects to your galvanizing line sensors and generates automated alerts when bath chemistry or coating weight drifts from setpoint — before the coil is rejected.
Common Defects
Galvanizing Defect Guide: Cause, Detection, and Prevention
Bare Spots
Cause: Surface contamination pre-bath, low Al content, or excessive Fe in bath
Detection: Visual + fluorescence inspection
Prevention: Flux bath monitoring, Al dosing control
Dross Inclusions
Cause: Elevated bath iron, temperature fluctuation, inadequate dross skimming
Detection: Surface visual, thickness gauge spikes
Prevention: Daily dross removal schedule, Fe monitoring
Edge Over-Coating
Cause: Air knife pressure imbalance, strip camber, knife misalignment
Detection: X-ray fluorescence (XRF) width scan
Prevention: Knife alignment PM, camber correction
Spangle Irregularity
Cause: Trace element imbalance (Pb/Bi), cooling rate variation
Detection: Visual surface inspection
Prevention: Bath chemistry control, cooling zone PM
Coating Delamination
Cause: Weak Fe-Al inhibition layer, high-silicon steel without Al adjustment
Detection: Bend test, cross-section metallography
Prevention: Al content increase for Si-rich heats
Streaking / Runs
Cause: Worn air knife lip, blocked knife slot, strip vibration
Detection: Visual strip surface inspection
Prevention: Knife lip PM every 800 hrs, vibration monitoring
Analytics & KPIs
Key Performance Metrics for Galvanizing Line Quality
±3 g/m²
Coating weight tolerance (world-class CGL target)
<0.5%
Bare spot reject rate benchmark for top-quartile lines
98.5%
First-pass coating quality yield target (automotive grade)
72 hrs
Maximum interval between bath chemistry checks (non-automotive)
Expert Review
What Galvanizing Research Shows
"Continuous galvanizing line quality is fundamentally a data problem. The bath chemistry, air knife parameters, and line speed interact in non-linear ways that make manual control insufficient for automotive-grade coating specifications. Lines that have deployed real-time sensor analytics and automated setpoint alerting achieve coating weight standard deviations 40–60% lower than manually controlled lines — consistently meeting the ±3 g/m² tolerance that automotive customers now require as a minimum."
— International Zinc Association, Continuous Galvanizing Technology Review, 2024
"The economic case for investment in galvanizing line analytics is straightforward. A single coil rejection due to out-of-specification coating weight costs $60,000–$120,000 in rework, zinc loss, and delayed delivery. Analytics systems that prevent even two to three such events per month generate returns that exceed the platform investment cost within the first 90 days of operation. The ROI is not marginal — it is transformational for line profitability."
— GALVATECH Conference Proceedings, Steel Technology Division, 2024
FAQs
Frequently Asked Questions
How does OxMaint integrate with galvanizing line sensors and SCADA systems?
OxMaint connects to galvanizing line data sources via OPC-UA, Modbus, or REST API interfaces — compatible with major SCADA platforms including Siemens WinCC, Wonderware, and Ignition. Bath temperature, Al content inputs, coating gauge readings, and air knife parameters are ingested in real time and displayed on configurable quality dashboards. Automated alerts fire when any parameter drifts outside the defined control band.
Start free and configure your first galvanizing line integration.
What is the correct frequency for zinc bath chemistry analysis in a CGL?
For automotive-grade galvanizing, aluminum content should be measured every 2–4 hours using ICP-OES or wet chemical analysis, with continuous thermocouple temperature monitoring. Iron content requires daily analysis. For construction-grade product lines, aluminum analysis every 8 hours and iron content every 48–72 hours is considered acceptable. OxMaint can schedule and track all chemistry sampling tasks with automatic overdue alerts and compliance records linked to each coil produced during the sampling interval.
Book a demo to set up chemistry PM schedules.
How can predictive maintenance reduce zinc consumption in galvanizing lines?
Zinc consumption above the theoretical minimum (based on coating weight and strip surface area) is driven by dross formation, bath overflow, and air knife inefficiency. OxMaint tracks actual zinc consumption per tonne of steel against the theoretical baseline. When consumption rises above tolerance — often the first sign of increasing dross formation or air knife degradation — a predictive alert triggers a maintenance inspection before the process drifts further. Lines using this approach reduce zinc overconsumption by 15–25% within the first three months.
Which coating thickness measurement method is most accurate for CGL quality control?
X-ray fluorescence (XRF) gauges are the industry standard for in-line, non-contact coating weight measurement on continuous galvanizing lines, offering accuracy of ±1–2 g/m² with full strip width scanning. Beta-backscatter gauges are used on older lines with acceptable accuracy for non-automotive grades. Post-process gravimetric testing per ISO 1461 or ASTM A90 remains the reference method for calibration and dispute resolution. OxMaint stores all gauge calibration records and alerts when calibration intervals are due.
Analytics & Reporting
Hold Coating Quality to Spec — Shift After Shift
OxMaint monitors your zinc bath, air knife parameters, and coating gauge in real time — alerting your team before drift becomes defect and before defect becomes rejection.