Steel surfaces don't fail in production — they fail long before that, in a pickling line no one was watching closely enough. Acid concentration drift, rinse contamination, and regeneration delays silently degrade strip quality until defects reach the customer. OxMaint tracks every stage of your pickling line — from acid bath titration to regeneration cycle completion — so surface quality stays inside spec and audit trails stay ready.
PREDICTIVE MAINTENANCE — STEEL PICKLING
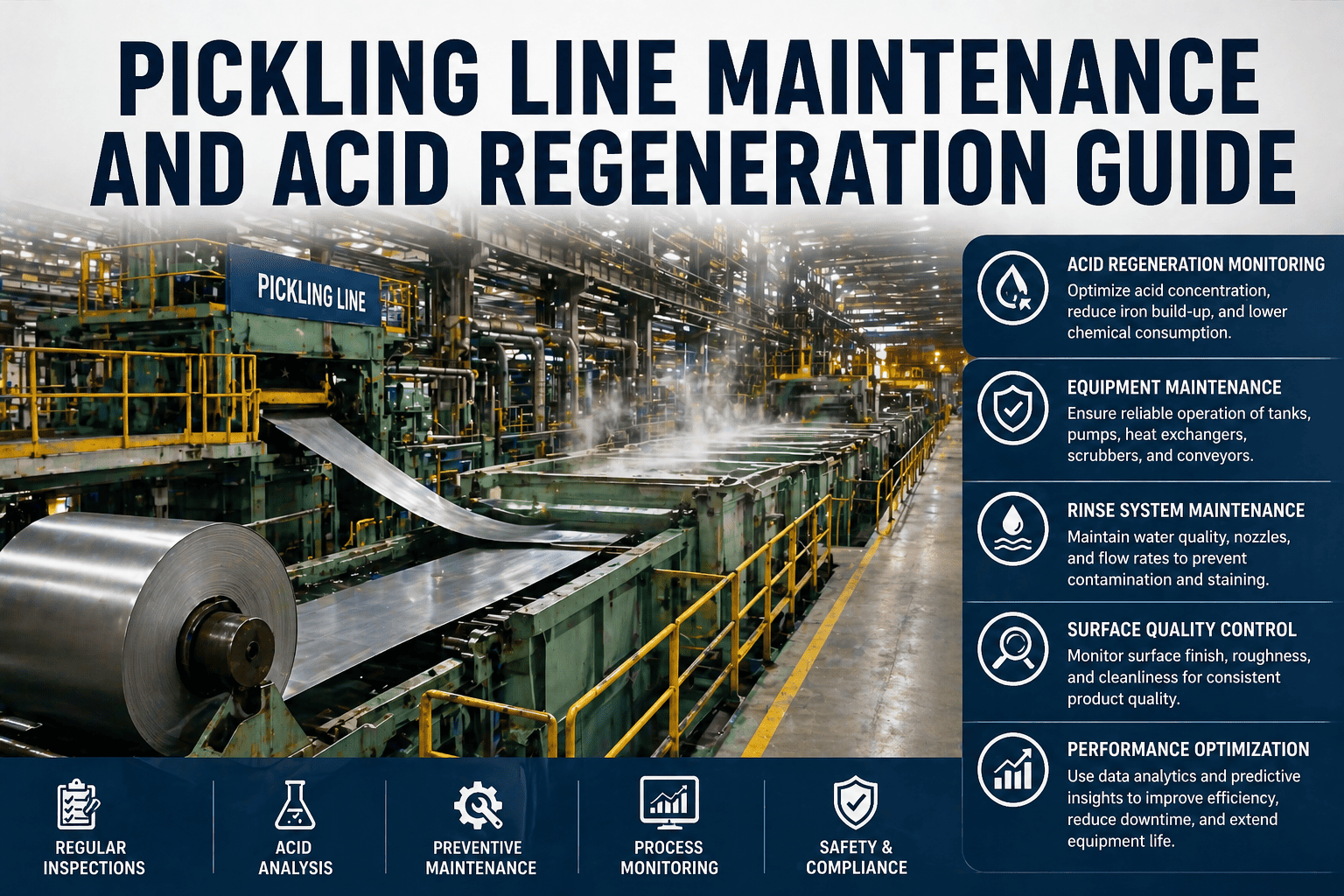
Pickling Line Maintenance & Acid Regeneration Guide
A complete operations and maintenance framework for hydrochloric acid pickling systems, acid regeneration plants, rinse station upkeep, and surface quality assurance — structured for modern steel plants running OxMaint.
4–6%
Surface Defect Rate
Typical rate when acid concentration drifts beyond ±2 g/L of target
30%
Acid Loss Reduction
Achieved by plants with closed-loop acid regeneration monitoring
72 hr
Avg. Delay to Detection
Without CMMS alerts, acid excursions take 3 days to identify on average
$180K
Rework Cost / Incident
Estimated cost per surface quality rejection event at downstream processing
Why Pickling Line Maintenance Determines Steel Strip Quality
A pickling line is the bridge between hot rolling and cold rolling — its only job is to remove scale completely without attacking base metal. When acid concentration, temperature, or strip speed fall outside narrow bands, the result is either under-pickled scale remnants or over-pickled pitting. Both are irreversible at speed. Maintenance discipline is the only variable a plant controls.
Pickling Line — Stage-by-Stage Failure Map
01
Entry Section
Coil car, pay-off reel, crop shear, welder
Risk: weld failures, tension fluctuations causing strip breaks
02
Acid Tanks
HCl tanks, heating coils, concentration sensors
Risk: concentration drift, lining cracks, under-pickling
03
Rinse Section
Counter-flow rinse tanks, spray bars, conductivity meters
Risk: chloride carryover, contaminated strip surface
04
Drying & Oiling
Air knives, induction dryers, oiler rolls
Risk: moisture under oil, corrosion in storage
05
Acid Regeneration
Spray roasting unit, absorber, HCl recovery loop
Risk: roaster burnout, FeCl2 overflow, acid quality loss
06
Exit Section
Tension reel, inspection camera, coil transport
Risk: surface defect misclassification, coil damage
Critical Chemistry Parameters — Pickling & Regeneration
| Parameter |
Target Band |
Failure Mode if Out of Band |
CMMS Response |
| HCl Free Acid |
60–120 g/L |
Under-pickling (low) or base metal attack (high) |
Auto work order + dosing pump check |
| FeCl2 Iron Content |
< 130 g/L |
Reduced pickling efficiency, drag-out losses |
Trigger acid bleed & regeneration cycle |
| Bath Temperature |
70–85°C |
Slow reaction rate; strip speed must reduce |
Heating coil PM + thermocouple calibration |
| Rinse Conductivity |
< 50 µS/cm |
Chloride residue on strip — corrosion in coil storage |
Rinse water refresh + spray bar inspection |
| Regenerated HCl Purity |
> 18% wt |
Weak acid reuse degrades pickled surface quality |
Spray roaster inspection + absorber check |
| Strip Speed Setpoint |
Per grade recipe |
Dwell time mismatch — under or over-pickling |
Recipe audit against acid strength log |
Acid Regeneration Monitoring — What a CMMS Must Track
Acid regeneration plants run continuously alongside the pickling line but are maintained as separate assets. A roasting unit failure mid-production forces either a slowdown or raw acid consumption at high cost. OxMaint treats each regeneration component as an independent asset with its own PM schedule, hour counter, and alarm threshold — fully linked to pickling line performance data.
R
Spray Roaster
PM: Every 500 hrs
Nozzle wear, refractory cracks, combustion temperature profile
A
HCl Absorber Column
PM: Monthly
Packing condition, absorption efficiency, outlet concentration
P
Acid Transfer Pumps
PM: Weekly
Seal integrity, flow rate, pipe corrosion inspection
S
Scrubber & Vent System
PM: Monthly
Liquor flow rate, packing fouling, HCl emission compliance
Stop Managing Acid Chemistry on Paper Logs.
OxMaint automates pickling line PM schedules, triggers regeneration work orders on parameter breach, and gives you audit-ready compliance records — all in one platform.
Surface Quality Defect Classification & Root Causes
| Defect Type |
Visual Signature |
Root Cause |
Maintenance Fix |
| Residual Scale |
Dark patches, rough feel |
Low acid concentration or excessive strip speed |
Acid dosing audit + speed recipe review |
| Over-Pickling |
Pitting, rough matte surface |
High temp + excess dwell time |
Thermocouple calibration + inhibitor dosing |
| Chloride Staining |
White spots post-oiling |
Rinse carryover, poor conductivity control |
Rinse flow rate increase + spray bar inspection |
| Edge Overetch |
Thinned strip edges |
Uneven flow distribution across strip width |
Nozzle alignment PM + flow uniformity test |
| Oil Skip |
Dry patches after oiler |
Worn oiler rolls, low oil viscosity |
Roll replacement + oil specification check |
Expert Review
"The most common mistake I've seen across plants is treating pickling line maintenance as a reactive task. Acid concentration can drop 15 g/L over a single shift without anyone noticing — because the sampling is done manually every 4 hours. A CMMS that triggers a work order the moment a conductivity sensor or inline analyzer drifts outside band changes everything. We reduced surface rejection at the cold mill by 38% within two quarters of structured pickling PM, simply by catching rinse contamination and acid strength drops before they produced a coil of scrap. The data traceability also made our audit sign-offs far faster."
★★★★★
Verified Industry Expert
OxMaint Pickling Line PM Workflows — Automated from Day One
1
Acid Bath Titration Log
Every shift
Triggers dosing work order if free acid or iron crosses threshold
2
Spray Roaster Inspection
Every 500 hours
Prevents nozzle wear-driven combustion failures mid-production
3
Rinse Conductivity Check
Every 2 hours
Detects chloride carryover before it reaches the oiler section
4
Tank Lining Inspection
Quarterly
Catches rubber lining cracks before acid leak into concrete foundations
5
Chemical Dosing Pump Calibration
Monthly
Ensures inhibitor and make-up HCl reach target dose rate
6
Surface Quality Defect Log
Per coil
Links defect classification to acid log data for root cause traceability
Frequently Asked Questions
How does a CMMS improve pickling line reliability?
A CMMS like OxMaint converts every chemistry sample, tank inspection, and regeneration cycle into a timestamped, trended record linked to a specific asset. When acid concentration or rinse conductivity drifts, the system automatically triggers a work order — catching quality excursions hours before they produce defective coils. This replaces fragmented paper logs with auditable digital workflows and dramatically reduces time-to-detection.
Start free to build your pickling PM program today.
What acid regeneration parameters should be tracked in a CMMS?
The most critical parameters are spray roaster combustion temperature, regenerated HCl concentration (target above 18% by weight), absorber column pressure drop, and acid transfer pump flow rates. OxMaint tracks these per asset with individual PM schedules and hour-based triggers — so roaster nozzle wear and absorber packing fouling are caught before they force a production slowdown. Linking these records to pickling line acid quality data creates full traceability from regeneration to strip surface outcome.
Book a demo to see a live regeneration tracking workflow.
How does OxMaint handle surface quality defect traceability?
Each coil processed through the pickling line can be tagged with a surface quality classification in OxMaint. That tag is automatically cross-referenced with the acid bath chemistry log, rinse conductivity record, and strip speed data from the same production window. When a customer complaint or quality audit requires root cause analysis, the full data trail — acid strength, temperature, rinse status, inspector sign-off — is accessible in seconds, not days. This eliminates the gap between production data and quality records that paper systems cannot close.
What compliance reports does OxMaint generate for pickling operations?
OxMaint generates acid consumption and chemical usage logs, HCl emission monitoring records for environmental compliance, rinse water discharge conductivity logs, and equipment inspection history reports for insurance and audit requirements. All reports are drawn from the same operational records used for daily maintenance — so there is no manual data assembly before audits. Reports are exportable on demand in formats accepted by environmental regulators and ISO auditors.
Start free and run your first compliance export.
Your Pickling Line Quality Starts With Maintenance Discipline
OxMaint gives steel plants a single platform for acid bath chemistry tracking, regeneration PM, rinse system monitoring, and surface quality traceability — so defects stop reaching the cold mill and audits stop consuming engineering hours.