Compressed air is the fourth utility in most manufacturing plants — and also the most expensive one by a wide margin. A 200 hp industrial compressor consumes roughly $180,000 in electricity per year, and when valve wear, bearing degradation, or overheating goes undetected, that figure quietly climbs 18–34% while the compressor staggers toward failure. The maintenance team doesn't usually catch it because the compressor is still running; the plant manager doesn't catch it because the electricity bill is an aggregate line item. Predictive maintenance on compressors is where the numbers bite hardest — valve leak signatures, oil analysis trends, vibration at bearing frequencies, and discharge temperature drift are all pointing at the failure weeks in advance. Curious what your compressors are costing in hidden degradation right now? Start a free trial or book a demo and we'll map the energy and reliability gap on your fleet.
Catch Valve Wear, Overheating and Vibration Before Your Compressor Quits
A CMMS and sensor framework for monitoring rotary screw, reciprocating, and centrifugal compressors — built around the failure signatures that cost plants millions in avoidable energy and downtime every year.
30-minute walkthrough of your compressor KPIs on live OxMaint dashboards
Our reliability engineers will show you what degrading valves, bearing defects, and seal leaks look like in the monitoring interface — plus how automated work orders slot into your existing maintenance workflow. No commitment, no generic demo — your fleet, your numbers. Want to see how this transforms your maintenance operations? Start a free trial for 30 days and book a demo to see your specific setup.
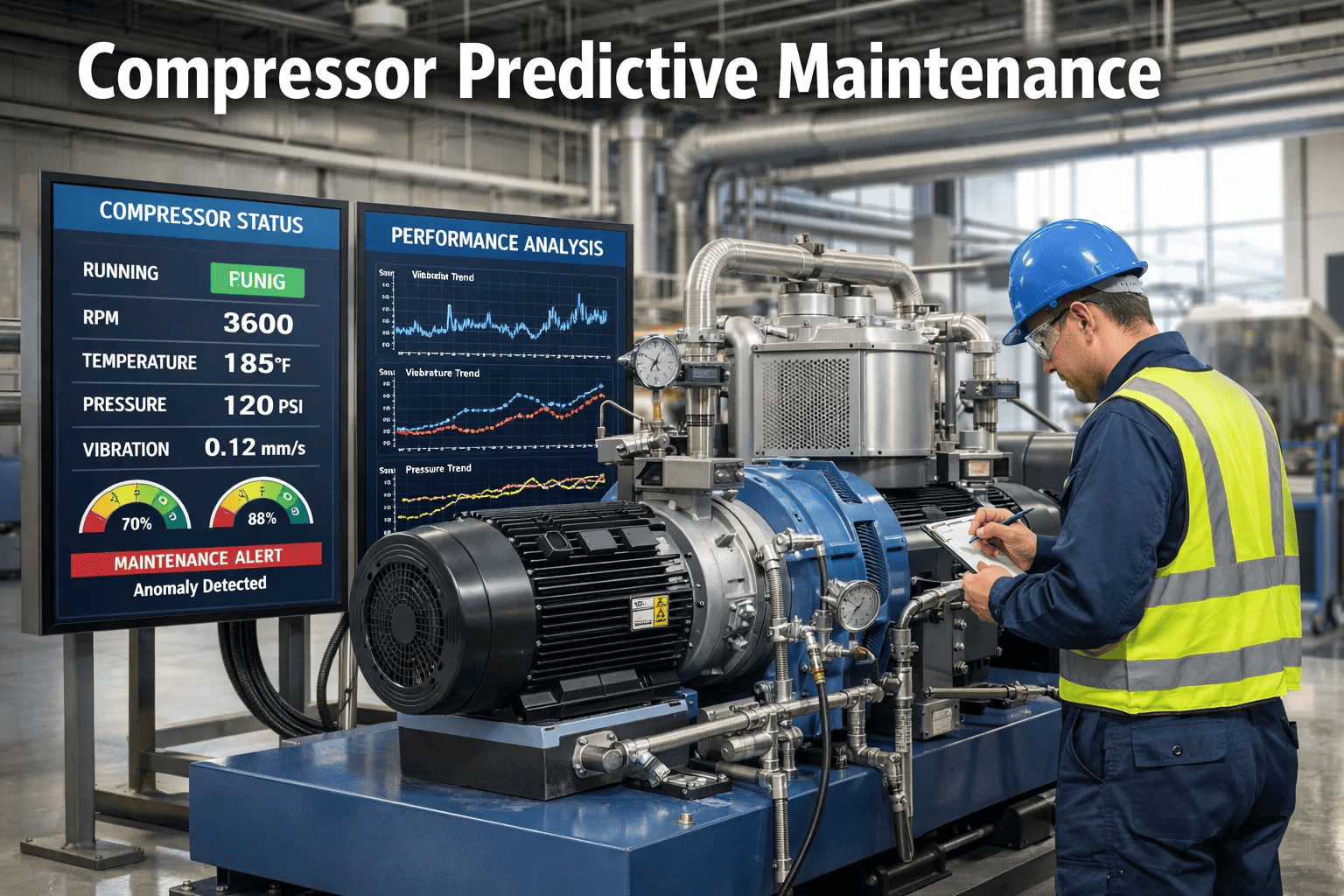
What Compressor Predictive Maintenance Actually Monitors
Compressors fail through a handful of well-understood mechanisms. Each one produces a distinct sensor signature well before the compressor stops running — the work of predictive maintenance is mapping those signatures to automated work orders before the failure event. Ready to see this mapping applied to your own fleet? Book a demo session and we'll walk through it asset by asset, or start a free trial to explore the platform yourself.
The Four Compressor Types — And Where Each One Fails First
Predictive maintenance strategy depends on compressor architecture. A rotary screw fails very differently from a reciprocating compressor, and centrifugal machines have failure modes that reciprocating logic will completely miss. Here are the four most common industrial compressor types and where to aim your sensors. To see how OxMaint tailors monitoring strategies to your specific compressor mix, start a free trial or book a demo with our reliability engineers.
- Airend bearing wear (vibration)
- Inlet valve degradation
- Oil cooler fouling
- Oil and air separator clogging
- Valve leaf fatigue and breakage
- Piston ring wear
- Crankshaft bearing damage
- Cooler and aftercooler fouling
- Impeller fouling and erosion
- Journal bearing wear
- Seal degradation
- Surge events from demand variation
- Tip seal wear (scroll)
- Vane blade erosion (vane)
- Motor winding degradation
- Coupling and drive belt wear
Where Plants Lose the Most Money on Compressors
Every plant has a compressor problem — they just don't all know it yet. Here are the four financial drains that show up most consistently in compressor audits, and how each one is invisible on the monthly P and L until cumulative damage forces an expensive reset. Ready to quantify these losses in your own operation? Book a demo and we'll run the numbers, or start a free trial to begin tracking your compressor costs immediately.
Reciprocating compressor discharge valves fatigue over time and start leaking internally. Each percent of blow-by costs roughly $1,800 per year per 100 hp in extra electricity — and three weeks of ultrasonic monitoring would have caught it.
Fouled heat exchangers raise discharge temperature, which raises specific power. A 10°C rise above baseline on a 150 hp unit wastes about $9,400 per year and accelerates valve and bearing fatigue.
To compensate for leaks and wear, operators nudge set-point pressure up 0.5–1 bar over a few years. Every 1 bar of unnecessary pressure costs 6–8% more electricity — but few plants ever track the drift.
Clogged oil filters starve airend bearings, causing premature wear that turns into a $38K rebuild. Oil pressure sensors plus CMMS filter tracking catch this weeks in advance for the cost of a filter change.
How OxMaint Runs Compressor Predictive Maintenance End-to-End
Most IoT-enabled CMMS platforms treat sensor data as a separate dashboard problem — you see readings, but you still manually create work orders. OxMaint closes the loop: sensor thresholds generate work orders with failure mode diagnosis, parts recommendations, and procedures attached. Ready to see the full loop on your own compressors? Start a free trial and wire up your first compressor this afternoon, or book a demo to see it demonstrated on your equipment.
Adaptive Threshold Learning
Baselines form per compressor, per load state, per season. A compressor running 60% loaded has different normal than the same unit at 95% — OxMaint learns both and alerts only on true deviation.
Failure Mode Classification
Instead of high vibration alarm, the dashboard reads probable inner race bearing damage — estimated 12–18 days to functional failure. Work orders carry this diagnosis to the technician.
Energy and Reliability Unified View
Specific power is tracked alongside vibration and temperature. Teams see that a compressor is both drifting toward failure and wasting 11% more energy — double justification for intervention.
Multi-Site Fleet Dashboards
For operators with multiple plants, compressor health rolls up to a portfolio dashboard: which sites have drift, which compressors are red-flagged, which maintenance spend is climbing fastest.
Oil Analysis Integration
Lab oil analysis results ingest via CSV or API and auto-attach to the asset record. Rising wear metal trends trigger work orders the same way sensor thresholds do.
Mobile Technician Workflow
Technicians receive compressor WOs on phones or tablets with full sensor history, procedure steps, parts list, and photo capture. Closeout updates MTBF and MTTR automatically.
Time-Based versus Predictive Maintenance — Compressor Economics at Scale
For a plant running 6 medium-sized industrial compressors in the 100–250 hp range, the cost difference between the two approaches is dramatic over a 3-year window. This comparison uses blended industry-average data for North American and European manufacturing plants. Want to see these numbers run on your specific fleet configuration? Book a demo and we'll model it, or start a free trial to begin tracking your own baseline costs.
| Cost Category | Time-Based PM (Calendar) | Predictive (OxMaint) | Delta |
|---|---|---|---|
| Annual Energy Cost (6 compressors) | $1.08M | $844K | −$236K |
| MRO Parts Spend | $184K | $118K | −$66K |
| Planned Maintenance Labor | $142K | $94K | −$48K |
| Emergency or Reactive Labor | $92K | $14K | −$78K |
| Production Downtime Impact | $620K | $82K | −$538K |
| Catastrophic Failures Per Year | 2–3 | 0–1 | −2 |
| Compressor MTBF | 4,800 hrs | 9,200 hrs | +92% |
| Total Annual Cost | $2.12M | $1.15M | −$966K |
ROI From OxMaint Compressor Deployments
Numbers from OxMaint customer plants after 12–18 months of predictive rollout on their compressor fleet — drawn from performance reviews across manufacturing, food processing, and chemical sectors. Curious how these numbers would look at your facility? Start a free trial to begin measuring your baseline, or book a demo to discuss your expected ROI timeline.
Frequently Asked Questions
Do I need to retrofit new sensors, or can OxMaint use the existing compressor controller data?
Both, and most customers do both. Modern compressor controllers like Atlas Copco Elektronikon, Ingersoll Rand X-Series, and Kaeser Sigma Air Manager expose data via Modbus or Ethernet IP that OxMaint can ingest directly — giving you discharge pressure, temperature, motor current, and oil parameters out of the box. Higher-value predictive insights such as bearing defect frequencies and ultrasonic valve leak detection require additional sensors, but you can phase them in over 6–12 months starting with the most critical compressors. Want to understand what data your existing controllers can provide? Book a demo and we'll review your equipment, or start a free trial to explore the integration options.
How does OxMaint avoid the alarm fatigue problem most monitoring systems create?
Alarm fatigue comes from static thresholds applied to variable-duty equipment. OxMaint uses adaptive baselines per compressor, per load state, per season, plus failure-mode pattern matching that only raises alerts when sensor behavior matches a known failure signature. Typical false alarm rates on compressors drop to 3–6% after the 14–21 day learning period, versus 40–60% on static-threshold systems. The dashboard also bundles related alerts so a single degradation event doesn't produce 12 separate alarms. Ready to see how this works in practice? Start a free trial and connect your first compressor, or book a demo to see live examples from other plants.
Can OxMaint track specific power and help justify energy-efficiency projects?
Yes — specific power is a first-class metric in OxMaint's compressor module. Teams can track kW per cfm trends over time, compare compressors across sites, and see the financial value of each 1% specific-power improvement in their electricity rate. Many customers use this data to build business cases for compressor replacement or upgrade — turning a $400K capital request into a document that finance can approve in one meeting because the ROI is quantified in dollars per month, not vague reliability language. Want to see how this looks with your energy costs plugged in? Book a demo, or start a free trial to begin tracking your specific power today.
What is the shortest realistic timeline from contract to first predictive work orders firing?
For customers with existing compressor controllers that expose Modbus or EthernetIP data, the practical timeline is 7–14 days from contract to first live dashboards, and 21–35 days to first auto-generated predictive work orders because the system needs 14–21 days of baseline data before confident thresholding begins. For retrofit sensor installations on compressors without instrumentation, add 2–4 weeks for hardware procurement and installation windows. The onboarding team runs a structured implementation playbook to minimize time-to-value. Ready to map out your specific timeline? Start a free trial to begin the technical assessment, or book a demo to discuss implementation with our team.
Your Compressors Are Wasting Energy and Drifting Toward Failure. OxMaint Catches Both.
Sensor thresholds become diagnosed work orders. Specific power degradation becomes a capital case. Catastrophic failures become scheduled repairs. OxMaint unifies compressor reliability, energy performance, and maintenance workflow — so your team prevents failures instead of reacting to them, and your plant stops quietly overpaying for every cubic foot of compressed air it produces.