Every visible dust plume rising from a cement plant transfer point, baghouse stack, or crusher enclosure is both an environmental violation in progress and an operational failure waiting to escalate. Fugitive dust — the uncontrolled particulate that escapes capture systems between inspections — accounts for a significant share of cement plant compliance citations. Yet most plants still rely on verbal reports, paper logs, and reactive response to manage it. OxMaint transforms fugitive dust reports into structured corrective work orders, recurring inspection routes, and documented compliance records — converting a reactive problem into a controlled, auditable maintenance program.
Turn Every Dust Report Into a Controlled, Documented Work Order
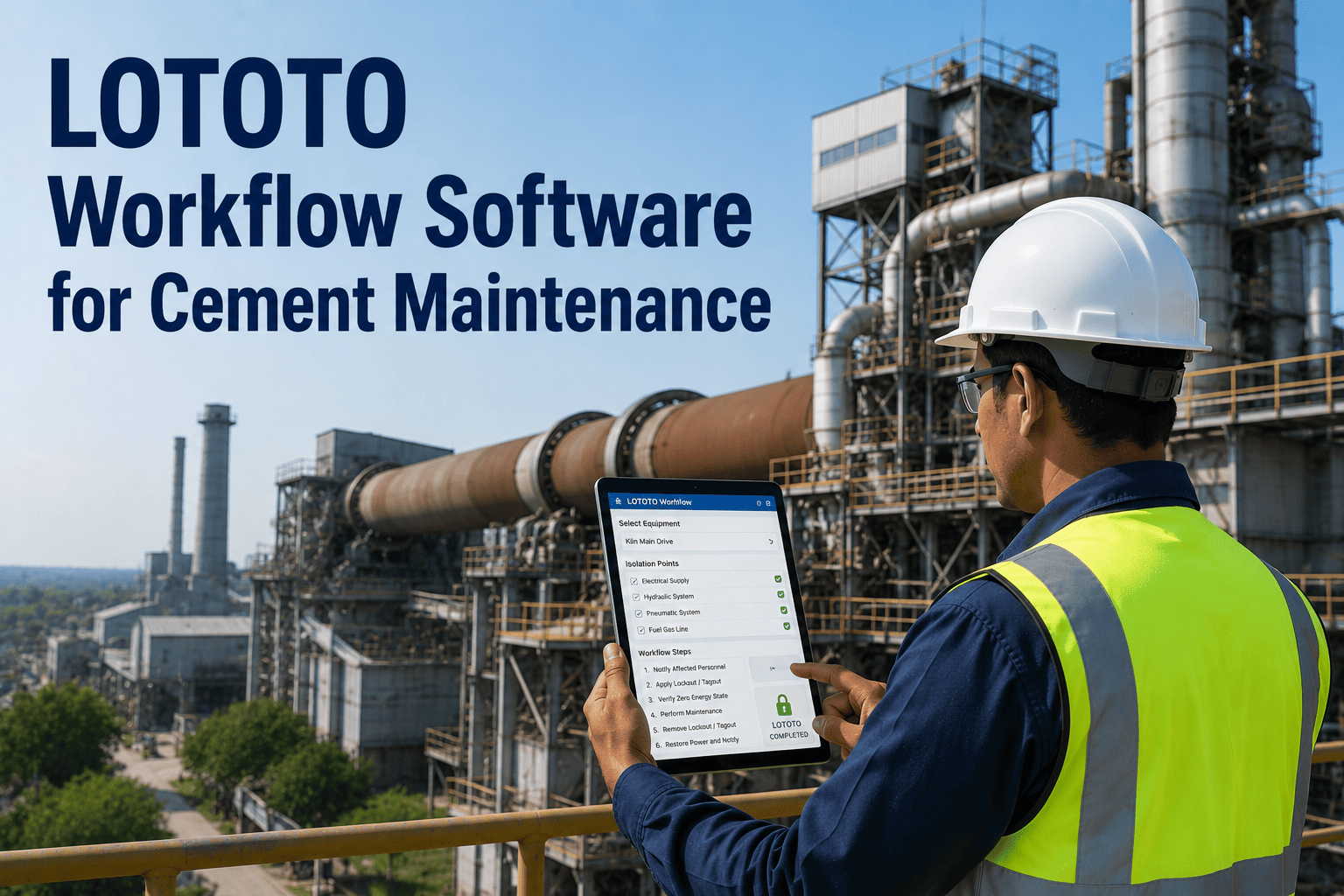
From transfer chutes to road dust, OxMaint gives cement plant operations teams the workflow structure to capture dust leakage reports, assign corrective actions, track recurring PM tasks, and prove compliance to inspectors — all from one platform.
What Fugitive Dust Actually Costs Your Plant
Fugitive dust is rarely treated as a maintenance priority — until it becomes a regulatory emergency. Understanding the full cost picture changes how plants allocate maintenance resources.
Regulatory Fines
State and EPA NOVs for visible emissions and opacity exceedances carry fines of $10,000–$50,000 per day per violation. Repeat violations trigger compliance schedules and enhanced monitoring requirements.
Material Loss
Uncontrolled clinker, raw meal, and cement dust represents direct product loss. Industry estimates range from 0.5–2% of throughput lost to fugitive emissions at poorly maintained transfer points.
Emergency Shutdown Time
Reactive dust control failures — burst filter bags, failed dust suppression systems, blocked baghouse hoppers — trigger unplanned shutdowns averaging 6–18 hours of lost production per event.
Equipment Wear Acceleration
Recirculated abrasive dust accelerates bearing and seal wear throughout plant equipment. Plants with poor dust control spend an estimated 20–30% more on bearing replacements annually.
Where Fugitive Dust Originates — and How to Maintain Each Source
| Dust Source | Primary Control Equipment | Key PM Tasks | Inspection Frequency |
|---|---|---|---|
| Belt conveyor transfer points | Belt scrapers, transfer chute seals, local baghouse | Scraper blade wear, seal gap checks, filter bag condition | Weekly inspection |
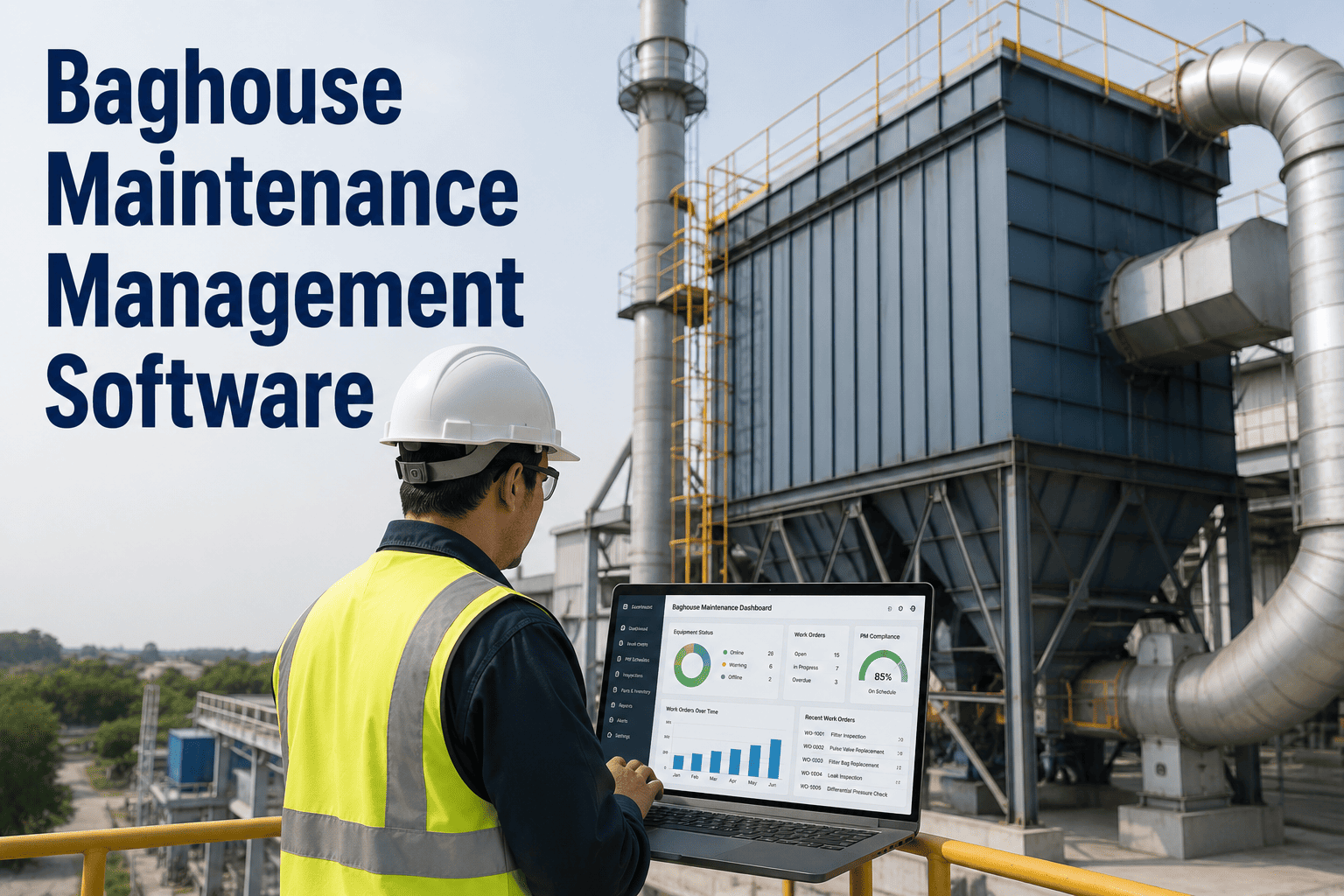
| Raw mill and cement mill | Mill ventilation baghouses, separator cyclones | Filter differential pressure, hopper level, fan bearing check | Daily to weekly |
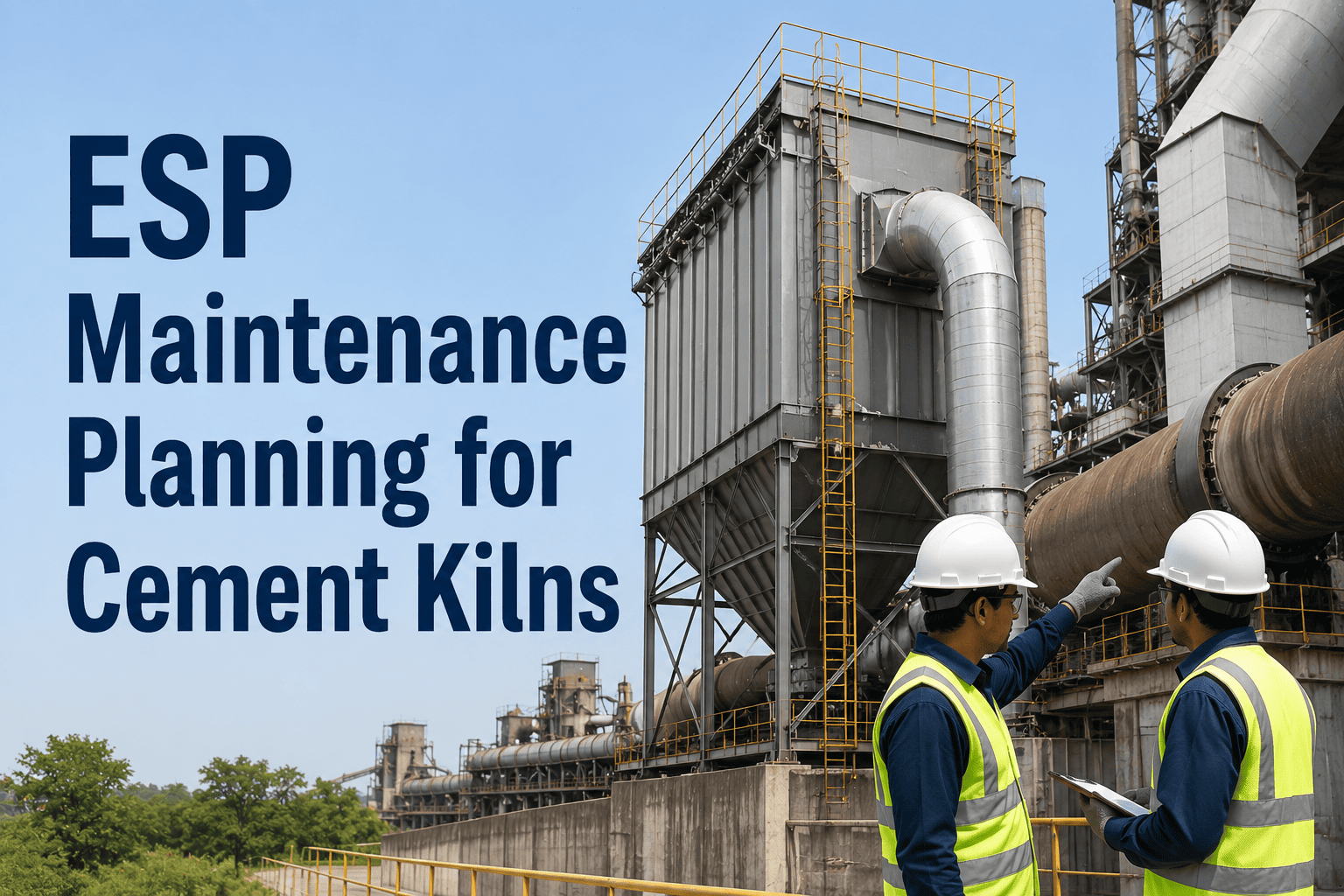
| Clinker cooler vents | Electrostatic precipitators, baghouses | Rapper operation, field alignment, hopper evacuator function | Weekly inspection |
| Silos and packing areas | Silo top filters, blower vent filters, fugitive collection | Filter element condition, pressure drop monitoring, vent seal checks | Monthly inspection |
| Plant haul roads | Dust suppression systems, water cannon, chemical stabilizers | Nozzle inspection, pump maintenance, chemical inventory | Seasonal/weather-based |
| Crusher and quarry areas | Dry fog suppression, enclosures, local exhaust ventilation | Fog nozzle condition, enclosure seal integrity, air velocity checks | Weekly inspection |
From Dust Sighting to Closed Work Order — The OxMaint Process
Report Captured
Operator spots dust leakage at a transfer point. Reports via mobile app with photo, location, and severity rating. Work request created in under 60 seconds.
Work Order Created
Maintenance supervisor reviews report, confirms priority, and assigns corrective work order to the right technician with equipment history attached.
Repair Executed
Technician accesses work order on mobile, completes repair, documents root cause, photos the resolved condition, and logs parts used.
Pattern Analysis
OxMaint tracks recurring dust events by location and equipment. Repeat failures at the same source automatically trigger a PM schedule review and root cause investigation.
PM Route Updated
High-frequency dust sources are added to structured inspection routes with defined check intervals — preventing recurrence rather than just responding to it.
Compliance Record Ready
Every report, work order, and corrective action is timestamped and retained. When inspectors arrive, the full dust event history is available instantly.
Fugitive Dust Problems Don't Solve Themselves — Structured Workflows Do
OxMaint gives your environmental and maintenance teams the tools to capture every dust event, respond faster, prevent recurrence, and prove compliance with complete documentation. Start with a free trial and see the difference structured workflows make.
What a Structured Fugitive Dust Inspection Route Looks Like
OxMaint's inspection route module lets plants define repeatable dust patrol sequences — ensuring every high-risk source is checked on schedule, not just when problems become visible.
- Kiln feed conveyor transfer seals
- Raw mill outlet baghouse differential pressure
- Clinker cooler stack opacity check
- Cement dispatch loading spout seals
- Road dust suppression system activation log
- All conveyor belt scraper condition audit
- Crusher enclosure seal inspection
- Silo top filter pressure drop readings
- Baghouse hopper evacuation confirmation
- Chemical suppression storage and pump check
- Filter bag visual inspection — all baghouses
- Dust suppression nozzle flow rate testing
- Transfer point chute liner wear assessment
- Fan bearing condition — all dust collection fans
- Packing area enclosure integrity walkthrough
Questions From Cement Plant Maintenance and Environmental Teams
Structured Dust Control Starts With a Better Workflow Tool
OxMaint converts the reactive, fragmented way most cement plants handle fugitive dust into a controlled, documented program your environmental team can stand behind. Fewer citations, faster response, complete records — and a plant that runs cleaner every month.