A bearing starts failing weeks before it seizes and the first signal is not vibration you can feel, but ultrasonic stress waves your standard accelerometer cannot detect. Acoustic emission monitoring captures these high-frequency elastic waves in the 20 kHz to 1 MHz range, identifying crack initiation, surface fatigue, and lubrication breakdown at Stage 1 when corrective action costs a fraction of emergency replacement. Process industries implementing AE monitoring report 15-25% reductions in unplanned downtime. The question is not whether to monitor acoustically it is whether your CMMS is set up to act on what the sensors find. Explore how Oxmaint closes that loop start a free trial or book a demo to see AE-triggered work orders in action.
Acoustic Emission Predictive Maintenance CMMS Integration
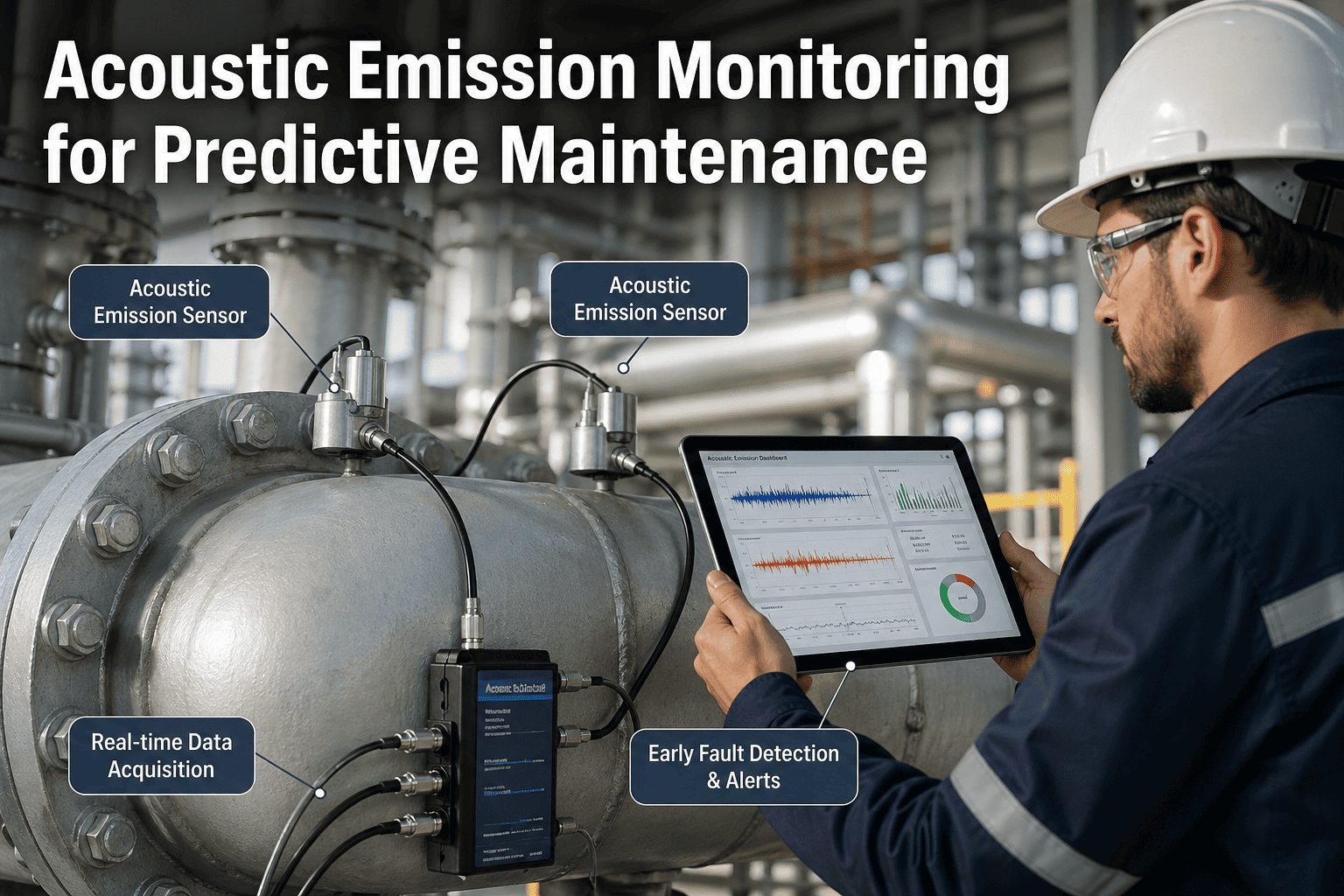
Acoustic Emission Monitoring in Predictive Maintenance: Early Fault Detection
AE sensors detect developing faults 3-8 weeks before vibration analysis can giving maintenance teams the intervention window needed to schedule planned repairs rather than react to catastrophic failures.
AE Detection Frequency Range
20 Hz 20 kHz
Human Hearing / Vibration
20 kHz 1 MHz
Acoustic Emission Zone
AE detects faults vibration sensors miss entirely
3-8wk
Earlier fault detection vs vibration analysis
15-25%
Reduction in unplanned downtime with AE monitoring
90%
Fault prediction accuracy with AI-assisted AE analysis
$1B+
Global AE testing market size in 2024
Technology Overview
What Is Acoustic Emission Monitoring?
Acoustic emission monitoring is a non-destructive testing technique that detects high-frequency elastic stress waves generated when materials undergo internal changes crack growth, plastic deformation, friction, or phase transformation. AE sensors mounted on equipment surfaces capture these transient signals and convert them to electrical data for analysis. Unlike vibration analysis which detects existing mechanical forces, AE monitoring captures the energy release from developing defects before mechanical symptoms appear. Over 90% of modern AE sensors now support bandwidths exceeding 100 kHz, and the technology is increasingly paired with AI and digital twins for automated fault classification. Maintenance teams that connect AE sensor outputs directly to their CMMS can move from manual data interpretation to automated, threshold-driven work order generation eliminating the gap between detection and action. Start a free trial with Oxmaint to see how AE data triggers automated maintenance workflows, or book a demo for a guided walkthrough.
Key Applications
Where Acoustic Emission Monitoring Delivers the Most Value
01
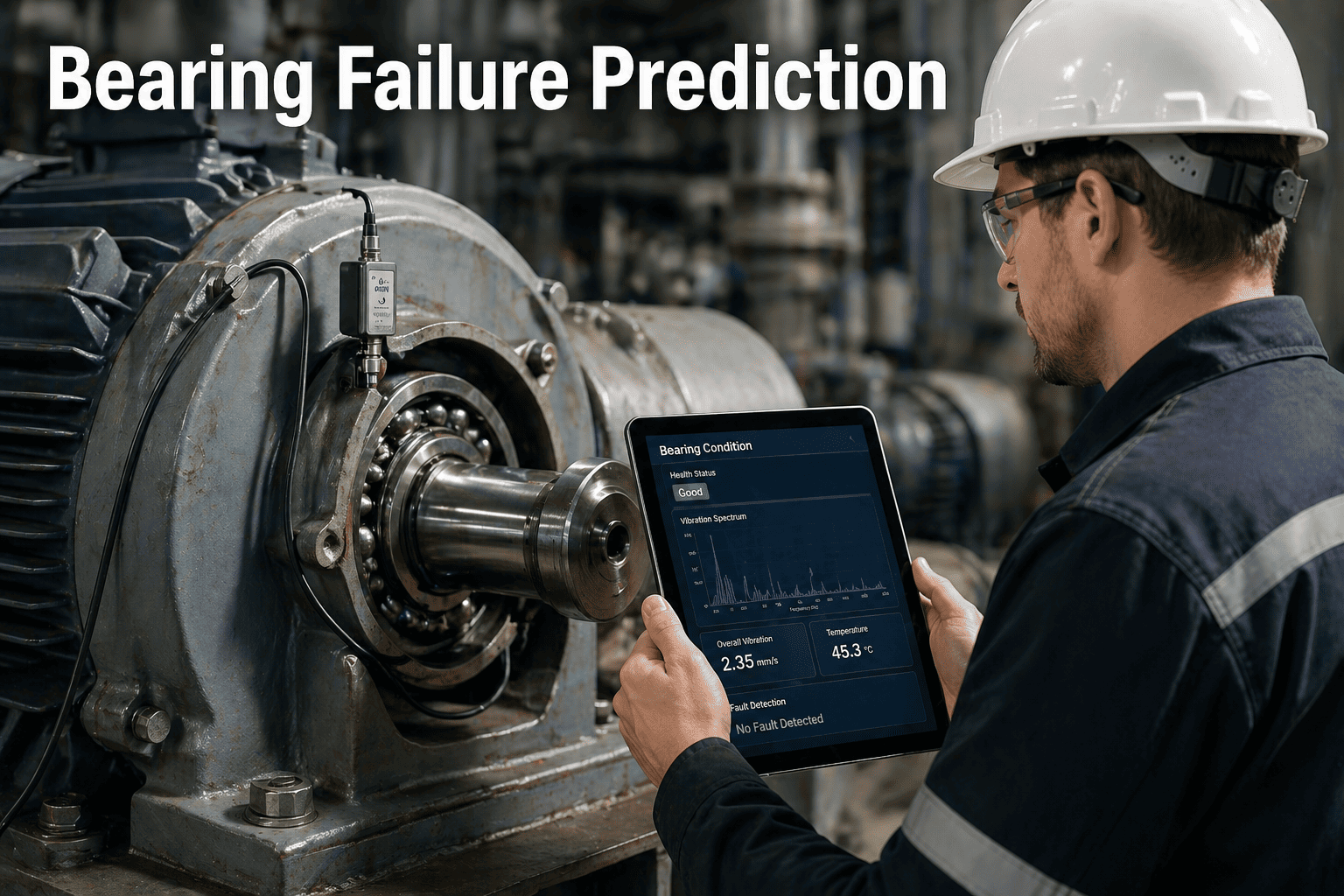
Bearing Early Fault Detection
AE detects sub-surface fatigue and surface defects in rolling element bearings at Stage 1 weeks before vibration spectra show bearing frequency anomalies. Critical for high-speed spindles and gearbox bearings.
02
Crack Initiation and Propagation
Structural cracks emit acoustic bursts as they form and grow. AE sensors on bridges, pressure vessels, pipelines, and aerospace structures detect crack activity before visible damage or dimensional change occurs.
03
Pressure Leak Detection
Gas and liquid leaks through cracks, valve seats, or weld defects generate characteristic AE signatures. Non-intrusive detection identifies leak source location without process shutdown critical for hazardous fluid systems.
04
Lubrication Condition Monitoring
Insufficient lubrication generates high-frequency friction AE signals before thermal rise or vibration changes appear. AE-based lube monitoring allows condition-based greasing intervals eliminating over- and under-lubrication.
05
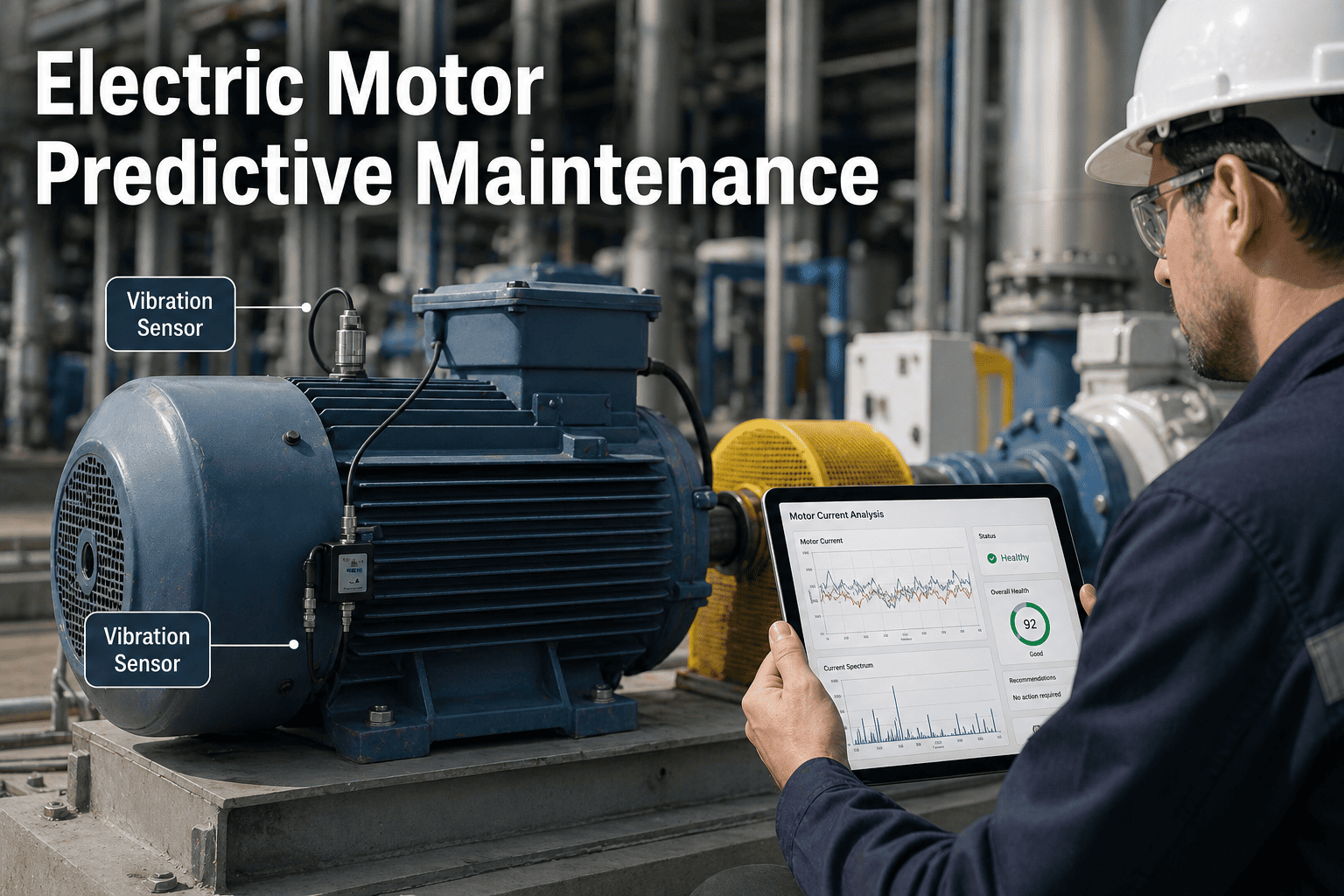
Rotating Equipment Health
Compressors, pumps, turbines, and fans generate AE profiles that change with developing faults. Baseline AE signatures established at commissioning allow deviation-based fault alerts with 90%+ detection accuracy using AI classification.
06
Weld and Structural Integrity
Storage tanks, pressure vessels, and structural welds monitored by AE networks detect active defects under operating load replacing periodic shutdown inspections with continuous, real-time structural health assessment.
Industry Pain Points
Why Teams Miss Early Faults Without AE Monitoring
Vibration analysis alone only detects 55-65% of developing faults. The remainder particularly early-stage bearing defects, crack initiation, and lubrication failure produce no detectable mechanical vibration until the fault has progressed significantly. By that point, planned repair becomes emergency replacement. If your maintenance program relies solely on vibration or thermal data, these blind spots are real. Start a free trial with Oxmaint to structure an AE-integrated predictive maintenance program, or book a demo with our team.
01
Vibration Analysis Detection Lag
Standard vibration sensors only register bearing faults at Stage 2-3, when damage is already visible. AE monitoring catches the same fault at Stage 1 3-8 weeks earlier, when planned repair is still an option.
02
No Early Warning on Slow-Speed Bearings
Vibration analysis loses effectiveness on bearings rotating below 200 RPM. AE monitoring remains highly sensitive at slow speeds making it the only reliable method for kiln, mixer, and conveyor bearings.
03
Reactive Lubrication Causing Over-Greasing
Fixed-schedule greasing leads to 30-40% of bearing failures from over-lubrication. AE-based lube monitoring delivers condition-driven intervals that eliminate this common cause of premature bearing failure.
04
Missed Crack Growth in Static Assets
Pressure vessels, storage tanks, and structural elements have no rotating components for vibration analysis. AE monitoring provides the only continuous, real-time structural health data for these critical assets.
Detection Comparison
AE Monitoring vs Vibration Analysis vs Thermal Imaging
| Detection Method | Detects at Stage | Lead Time Before Failure | Best Application | Limitation |
|---|
| Acoustic Emission | Stage 1 (Incipient) | 3-8 weeks | Bearings, cracks, leaks, slow-speed equipment | Complex signal interpretation in noisy environments |
| Vibration Analysis | Stage 2-3 | 1-3 weeks | Imbalance, misalignment, bearing defects (advanced) | Poor sensitivity on slow-speed or inaccessible assets |
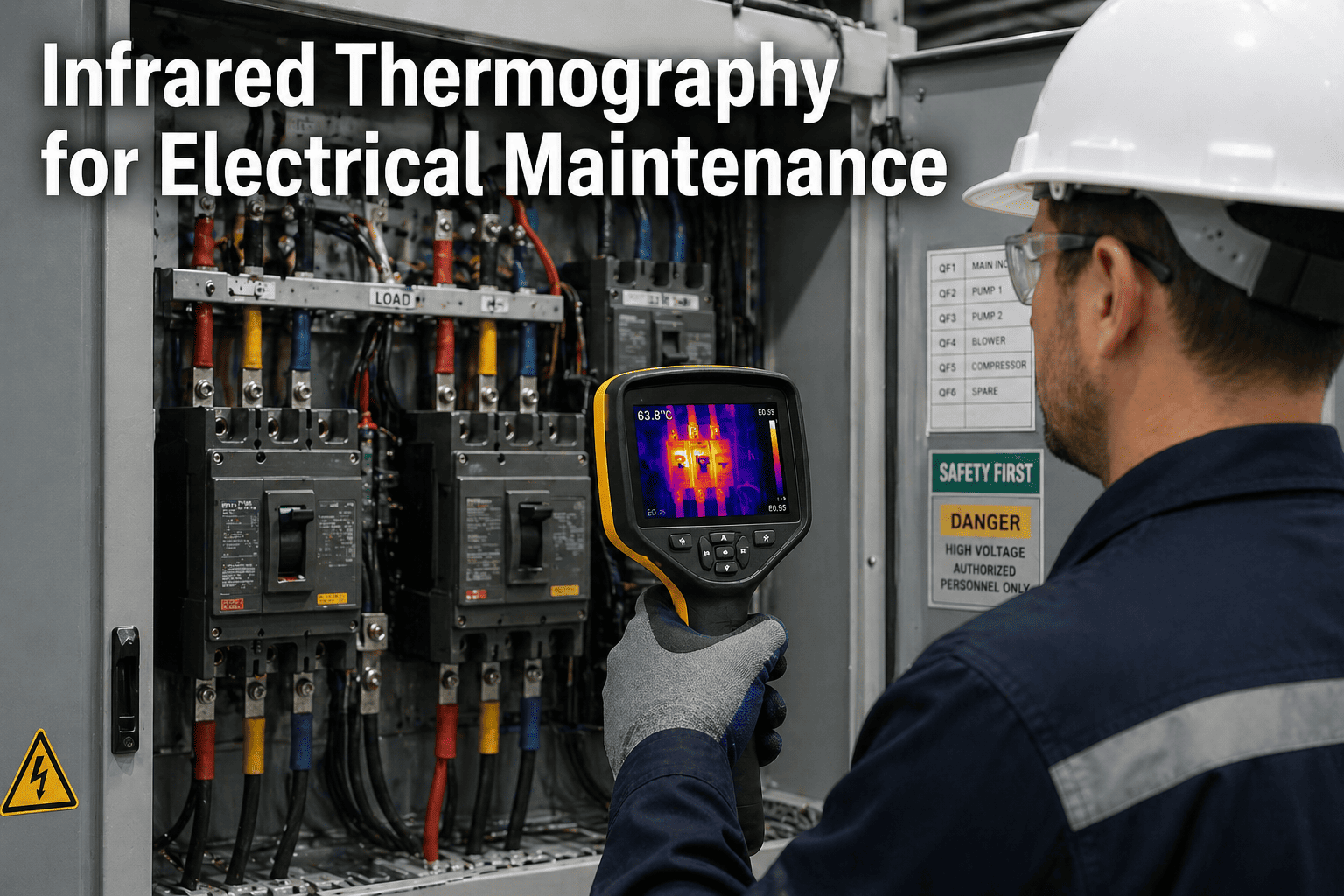
| Thermal Imaging | Stage 3-4 | Hours to days | Electrical hot spots, overloaded components | Late-stage detection only; contact or line-of-sight required |
| AE + Vibration Combined | Stage 1-4 | 3-8 weeks | Full rotating equipment coverage | Higher sensor investment; requires CMMS integration for ROI |
How Oxmaint Solves It
How Oxmaint CMMS Turns AE Sensor Alerts into Maintenance Action
Detecting a fault is only half the job. The other half is ensuring that alert reaches the right technician, with the right asset history, at the right time and that the resulting work order is completed, documented, and fed back into the asset's condition record. Oxmaint closes this loop automatically. Start a free trial or book a demo to see how sensor-to-work-order automation works.
Sensor Integration
AE Threshold-to-Work-Order Automation
Connect AE monitoring systems to Oxmaint via API or IoT gateway. Configure AE amplitude and count thresholds per asset when breached, Oxmaint auto-generates a priority work order with full asset history attached.
Asset Records
Full AE History Per Component
Every AE reading, alarm, and technician action is logged against the specific bearing or structural asset building a trend history that enables remaining useful life estimation and CapEx forecasting.
Scheduling
Condition-Based Lubrication Scheduling
AE lubrication monitoring outputs trigger Oxmaint greasing work orders only when condition warrants replacing fixed-interval schedules with data-driven precision that reduces bearing failures from over-greasing by up to 40%.
Mobile
Technician Mobile App with AE Context
Field technicians receive work orders on mobile with AE trend charts, previous fault history, and recommended actions enabling informed decisions without returning to the control room.
ROI and Results
The Business Case for AE Monitoring with CMMS Integration
15-25%
Fewer Unplanned Stoppages
Process industries document 15-25% reductions in unplanned downtime after AE monitoring implementation on rotating and static assets.
40%
Reduction in Bearing Failures from Over-Lubrication
Condition-based AE lubrication monitoring eliminates the most common cause of premature bearing failure in high-speed machinery.
4.8x
Emergency Repair Cost Premium
Emergency repairs cost 4.8x more than planned maintenance. AE's 3-8 week detection lead time converts emergency interventions into scheduled planned repairs.
90%
AI-Assisted AE Classification Accuracy
AI and machine learning applied to AE waveform data achieves up to 90% fault classification accuracy reducing false alarms and expert interpretation dependency.
Frequently Asked Questions
Acoustic Emission Monitoring Common Questions
How does acoustic emission monitoring differ from vibration analysis?
Vibration analysis measures the mechanical force response of a machine effective from Stage 2 of bearing failure onward. AE monitoring detects the energy release from developing defects at the sub-microscopic level detecting faults at Stage 1, typically 3-8 weeks before vibration anomalies appear. Combined, the two methods cover 94% of rotating equipment fault types.
Book a demo to see how Oxmaint integrates both data streams into unified work orders.Can AE monitoring work on slow-speed equipment?
Yes AE monitoring is particularly valuable for slow-speed equipment where vibration analysis loses effectiveness below 200 RPM. Kilns, mixers, conveyors, and paper machine rolls are common applications where AE provides the only reliable early warning of bearing and lubrication issues.
How does Oxmaint integrate with existing AE monitoring systems?
Oxmaint integrates with AE monitoring platforms via API and IoT data feeds. AE amplitude readings, count rates, and alarm states map to specific asset records in Oxmaint. Configurable thresholds trigger automated work orders so detection immediately translates into scheduled maintenance action without manual handoff.
Start a free trial to connect your AE system to Oxmaint.What assets benefit most from AE monitoring?
High-value rotating assets (compressors, turbines, gearboxes, pumps), slow-speed bearings, pressure vessels, storage tanks, pipelines, and structural elements all derive significant benefit from AE monitoring. Prioritize assets where failure cost or safety risk is highest AE monitoring on those assets typically delivers ROI within the first prevented failure event.
Acoustic Emission Predictive Maintenance CMMS Integration Free to Start
Detect Faults 3-8 Weeks Earlier. Schedule Repairs. Stop Paying for Emergency Failures.
Oxmaint connects AE sensor alerts to automated work orders, full asset condition records, and mobile technician workflows turning early fault detection into planned maintenance action before failures occur. Go live in under 60 minutes with no heavy implementation.