A continuous slab caster runs at 1,520 degrees Celsius with 200-tonne mold loads and millimeter-level shell tolerances. When the system fails, it fails fast — a sticker breakout can take the line down for 14 hours, scrap 800 tonnes of liquid steel, and put crew at risk of liquid-metal contact. Yet the data that predicts these events exists hours before they happen: mold thermal asymmetry, oscillation amplitude drift, friction signature changes, and segment temperature variance. The plants that catch them have stopped relying on operator pattern recognition and started relying on instrumented early-warning systems linked directly to the maintenance workflow. The plants that miss them are usually missing the workflow, not the sensors. Operations leaders start a free trial or book a demo to see how Oxmaint links live caster signals to predictive maintenance action.
Catch Caster Failures Hours Before They Become Breakouts
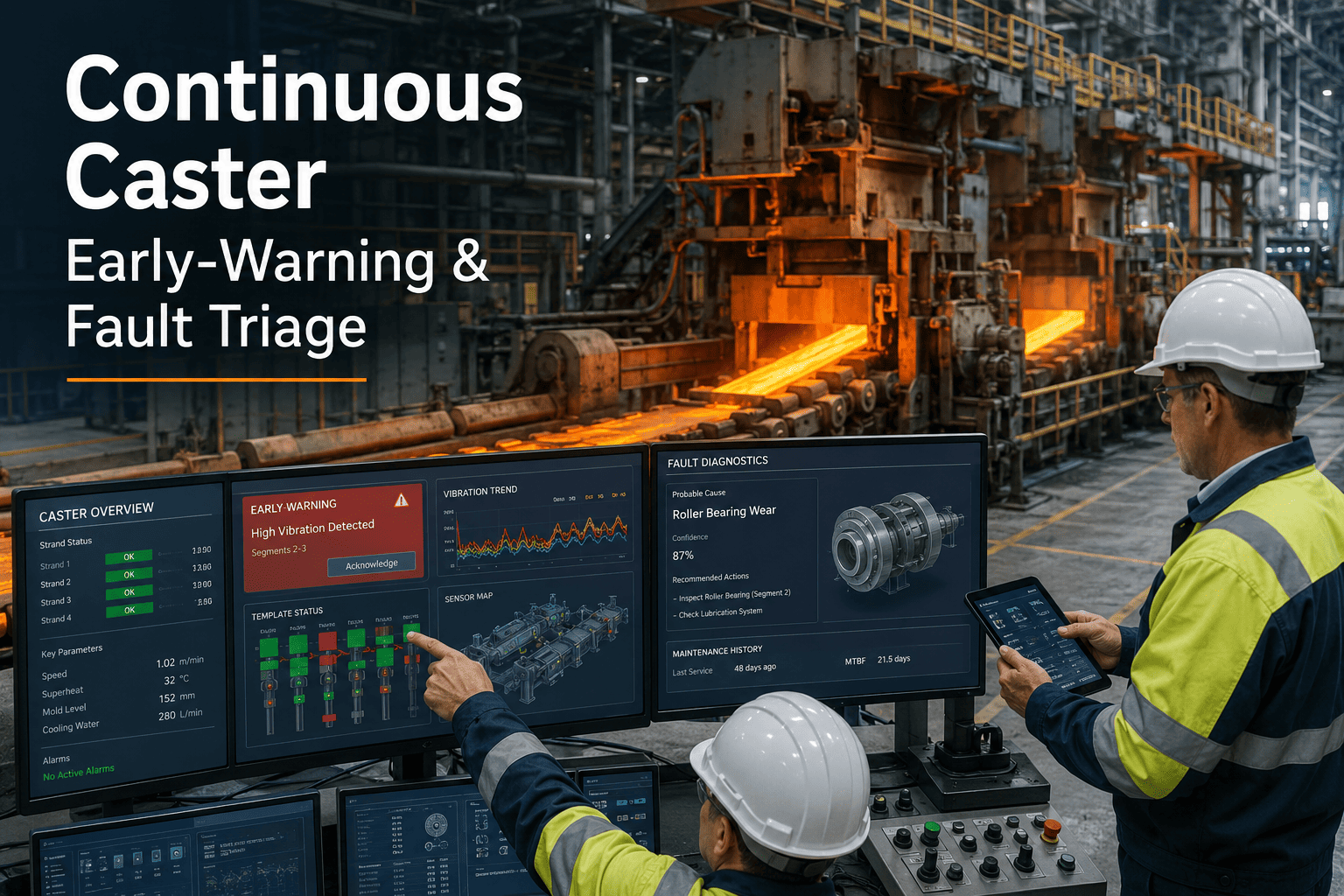
Live mold thermal, oscillation, and friction telemetry tied directly to predictive work orders. Operators see the drift; the system books the intervention.
What Continuous-Caster Early Warning Actually Requires
Early warning on a continuous slab caster is the discipline of detecting failure precursors hours before the failure event — and acting on them while the line is still running. The technical foundation is four parallel signal streams: mold thermal mapping (typically 60 to 120 thermocouples across mold copper plates), oscillation amplitude and phase tracking, mold-strand friction signature analysis, and downstream segment temperature monitoring. Each stream produces a baseline; deviations from baseline are the early-warning signals.
The harder problem is not detection — it is workflow. Plants instrument their casters but lose the signal because the data sits in a process historian disconnected from the CMMS, and the operator either never sees it or sees it without context. A working early-warning system pushes the signal into the work-order queue automatically, with the asset record, the recent maintenance history, and the recommended intervention attached. Teams that start a free trial can configure their first signal-to-work-order pipeline in under a week.
The Six Signal Classes That Precede Caster Failures
Across integrated steel mills and mini-mill operations, caster failures are preceded by signals from six distinct measurement classes. The right instrumentation captures all six; the right workflow turns each one into a work order before the failure occurs.
Each signal class needs its own threshold logic, window, and corrective work order template. Book a demo to see how Oxmaint configures all six against your caster's specific instrumentation.
Where Early-Warning Programs Actually Break Down
Most steel plants have the sensors. They have the historian. They lose the signal between the historian and the maintenance crew. Four patterns explain almost every missed breakout.
Each failure mode is a workflow gap, not a sensor gap. Start a free trial to see how Oxmaint closes all four with structured signal-to-work-order automation.
How Oxmaint Turns Caster Signals Into Predictive Work Orders
Oxmaint's caster early-warning module is built around six capabilities that together turn raw telemetry into action while the window is still open.
Six gaps closed in one workflow — book a demo to walk through configuration for your caster's specific signal mix.
Reactive Triage vs Oxmaint Predictive Triage
The operational difference between reactive caster maintenance and predictive caster maintenance shows up across every metric a melt-shop superintendent tracks.
| Operating Metric | Reactive Triage | Predictive Triage (Oxmaint) |
|---|---|---|
| Breakout frequency per million tonnes | 2.4 events | 0.7 events |
| Average fault response time | 32 minutes | 6 minutes |
| Segment change planning horizon | Replace after failure | 14 to 21 days advance window |
| Documented sticker near-miss events | About 12% captured | 97%+ captured automatically |
| Caster scrap rate (yield loss) | 2.8 to 3.4% | 1.1 to 1.5% |
| Operator alarm fatigue rate | High — most silenced | Low — context-attached |
| Mean time to root cause | 3 to 5 shifts | Same shift, signal-anchored |
Results From Steel Plants Running Oxmaint Caster Monitoring
Outcomes from integrated steel mills and mini-mill operations that activated Oxmaint's caster early-warning workflow within the past two casting cycles.
Caster early-warning pays back inside the first operational quarter — book a demo to model the recovery profile for your specific line.
Frequently Asked Questions
Does Oxmaint integrate with our existing PI or AspenTech process historian
How are signal thresholds calibrated for our specific caster and steel grades
What happens when a signal threshold is crossed during a shift
Can we run Oxmaint alongside our existing reliability and condition monitoring tools
Catch the Caster Failure While the Window Is Still Open
Oxmaint connects mold thermal, oscillation, friction, and segment telemetry directly to the maintenance work-order queue. Every precursor signal gets context, every threshold crossing gets a work order, and every intervention happens while the line is still running.
- Direct PI, AspenTech, OPC-UA, and MQTT integration
- Six-class signal correlation with validated precursor library
- 14 to 21 day segment-change planning horizon