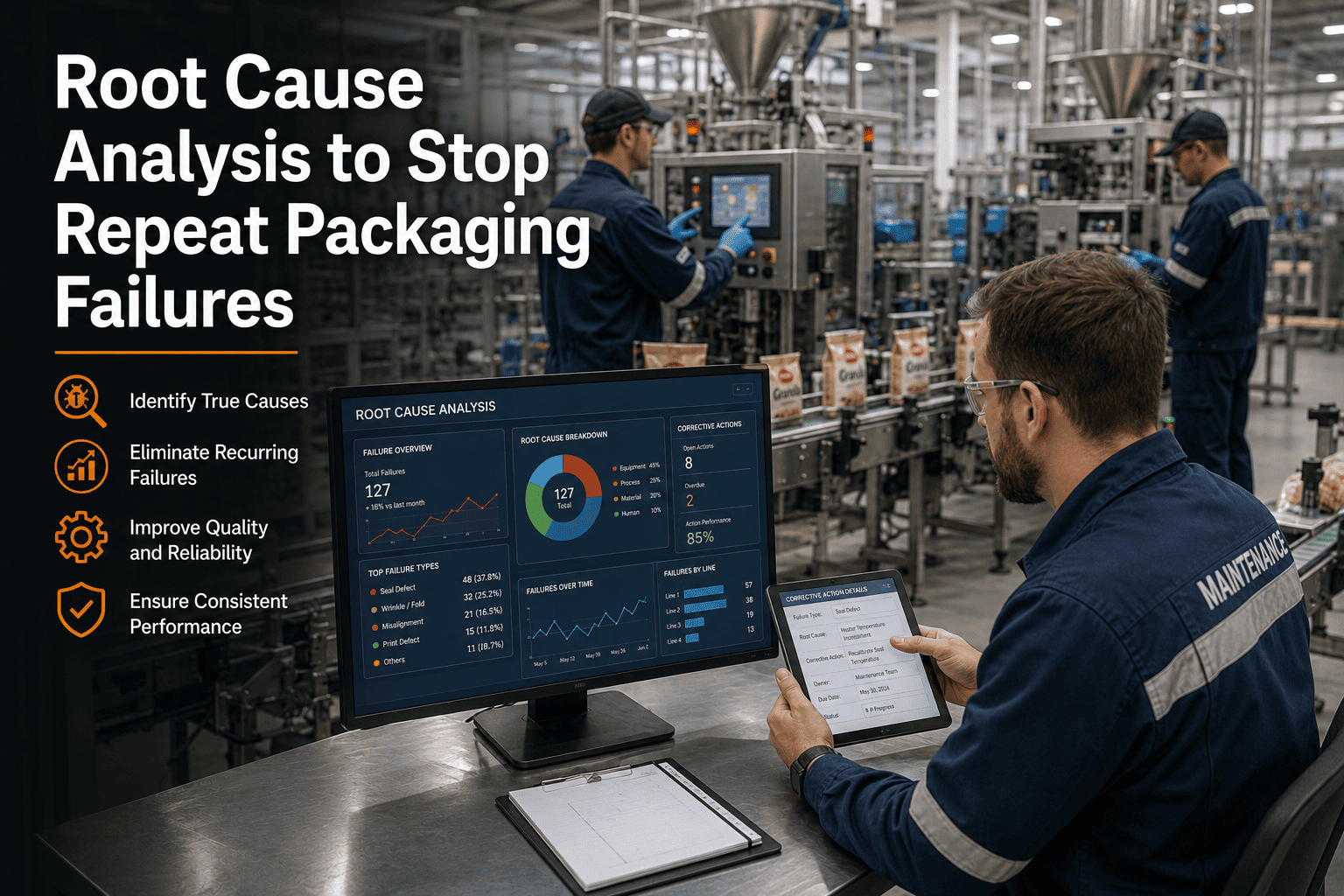
In a food and beverage packaging line, a 90-second jam at the labeller is rarely a labeller problem. It is a film tension that drifted Tuesday, a sensor that started misfiring Wednesday, an operator workaround that became standard practice on Thursday, and a maintenance backlog item that has been parked since the prior quarter. Every recurring downtime event on a packaging line has an actual root cause — and almost every plant has lost the discipline to find it. Five-Why and Fishbone (Ishikawa) analysis remain the most reliable tools to dig past symptoms to causes, but their value collapses without a CMMS that captures the chain. Run the analysis on paper and the next shift forgets it; run it inside the work order and the next failure of the same kind triggers the existing root cause. Operations leaders start a free trial or book a demo to see how Oxmaint anchors structured RCA into the daily packaging-line workflow.
Stop Treating Symptoms. Start Tracing the Chain.
Five-Why and Fishbone analysis built into Oxmaint's CMMS workflow — so every recurring jam, every micro-stop, every quality reject gets traced past the symptom to the actual cause. Packaging lines that close this loop see downtime drop 38 to 54% within two operating cycles.
What Real Root Cause Analysis Looks Like on a Packaging Line
Root cause analysis is the structured investigation that connects an observable failure to the underlying condition that produced it. On a packaging line, that means tracing a recurring labeller jam past the immediate cause (label slipping) past the contributing cause (adhesive temperature low) past the system cause (heater PM overdue) to the originating cause (PM schedule built around generic interval rather than environmental variance). Each layer is a "why" — and each "why" rules out the layer above it as a stopping point.
The two most durable RCA tools in food and beverage packaging are 5-Why analysis, which traces the chain of causation downward through five iterative questions, and the Fishbone (Ishikawa) diagram, which categorizes contributing causes across six standard categories — Method, Machine, Material, Manpower, Measurement, and Environment. Both work in isolation; both work better inside a CMMS where the chain becomes part of the asset's permanent record. Teams that start a free trial can configure their first RCA template in under 30 minutes.
A Worked 5-Why Chain: From Labeller Jam to System Cause
The branching tree below traces a real recurring failure on a beverage labelling line — from the symptom operators see to the system-level root cause that fixes it permanently. Each "why" rules out a stopping point.
Without the structured chain, the line would have replaced the heater element repeatedly — never the schedule. Book a demo to walk through how Oxmaint locks each "why" into the asset record.
The Fishbone Six Categories — Mapped to Packaging Failures
The Ishikawa Fishbone classifies every contributing factor into one of six categories. Each swimlane below shows the most common contributing causes packaging lines actually encounter in food and beverage operations.
Every contributing cause maps to a specific corrective action in the work order. Start a free trial to configure your line's Ishikawa template against your actual SKU mix.
Why Most Packaging Lines Stop at Why 2
Plants do not avoid RCA because they lack the method. They stop short because the workflow does not reward depth. Four failure patterns explain why structured RCA gets abandoned even when teams know it works.
Each failure mode is a workflow gap, not a method gap — book a demo to see how Oxmaint anchors RCA inside the active work order.
How Oxmaint Anchors RCA Into the Daily Workflow
Oxmaint's RCA module is built so the analysis happens inside the work order, attached to the asset, while the event is still fresh — and so the next failure of the same kind surfaces the existing chain before any new investigation starts.
Each capability closes one of the four failure patterns above — start a free trial and run a first RCA chain on your highest-frequency recurring failure.
Ad-Hoc RCA vs Oxmaint Structured RCA
The difference between RCA-as-discipline and RCA-as-workflow is what determines whether the discipline survives the next production rush.
| RCA Dimension | Ad-Hoc / Paper RCA | Oxmaint Structured RCA |
|---|---|---|
| When analysis happens | End-of-week meeting | Inside the active work order |
| Where chain is stored | PDF on shared drive | Asset record, permanently linked |
| Depth typically reached | Why 1 or Why 2 | Why 5, workflow-enforced |
| Pattern detection across events | Quarterly review only | Auto-alert at 3 recurrences in 30 days |
| Corrective action tracking | Action item list, untracked | Owner, deadline, verification |
| Surfacing on next failure | Team has to remember | Automatic — existing chain shown |
| Audit export effort | Weeks of reconstruction | One-click structured export |
Results Reported by F&B Packaging Teams
Outcomes from food and beverage packaging operations that adopted structured RCA inside Oxmaint within the past 18 months.
Structured RCA pays back in the first operational quarter — book a demo to model the recovery profile for your specific line.
Frequently Asked Questions
Does Oxmaint enforce 5-Why depth or can teams stop at Why 2
How does pattern detection work across different shifts and SKUs
Can the Ishikawa template be customized per packaging line
Will Oxmaint integrate with our existing SQF, BRC, or FSSC audit workflow
Trace Every Recurring Packaging Failure to Its Actual System Cause
Oxmaint embeds Five-Why and Fishbone analysis inside the active work order, anchors every chain to the asset record, and surfaces existing root causes the moment a similar failure recurs. The next labeller jam, the next filler micro-stop, the next case-packer reject gets investigated to depth — without breaking line cadence.
- 5-Why and Ishikawa templates embedded in the work order
- Recurring-failure detection with auto-surfacing
- SQF, BRC, FSSC 22000 audit-ready RCA export