Kiln shell scanning has matured from a specialist contractor exercise into a continuous condition monitoring discipline at cement plants that take refractory management seriously. The combination of infrared camera scanning, thermal mapping of shell zones, and CMMS-tracked work orders for hot spot response has changed the economics of kiln availability: plants that run structured scanner programs with digital work order integration report fewer emergency stops and better refractory campaign lengths than those relying on visual inspection and reactive response. If your plant is still managing kiln shell condition through periodic contractor scans with no digital record linkage, book a call with the OxMaint team to map what a structured program looks like against your current kiln schedule.
3x
Longer refractory campaign life with structured scanning programs
72h
Average hot spot detection to work order closure in managed programs
85%
Of kiln emergency stops at plants with no scanner program are refractory-related
The scanning foundation
How cement kiln shell scanning works and why the work order link matters
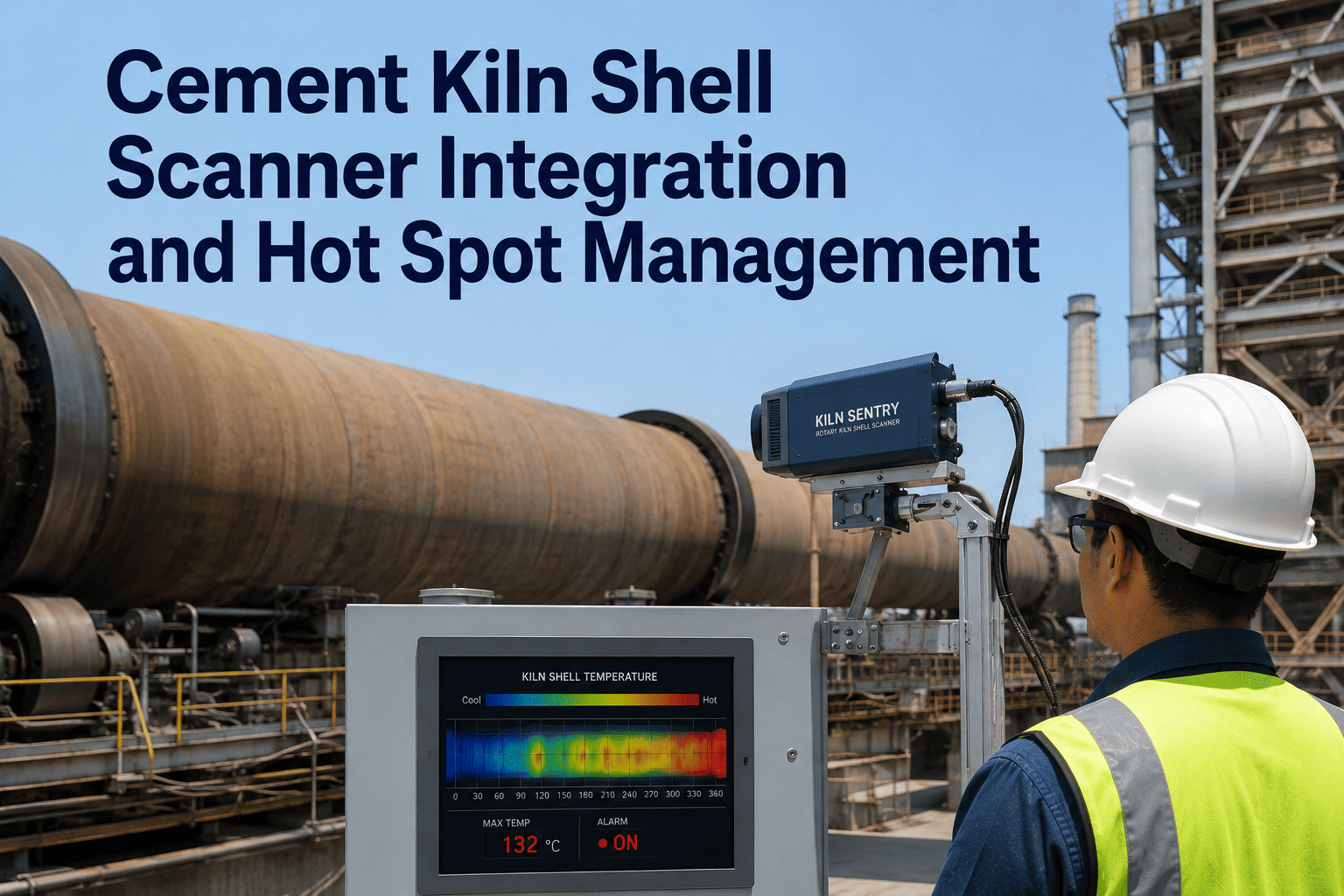
A kiln shell scanner uses infrared thermography to continuously or periodically measure surface temperature across every zone of the rotating kiln cylinder. Elevated surface temperatures indicate refractory thinning or damage, because the refractory lining is the thermal barrier between the 1,450°C process zone and the steel shell. The scanner identifies where that barrier is degrading before the shell reaches temperatures that risk permanent deformation or a hole. The scanning itself is the easy part; converting the thermal reading into a documented response with a work order, a zone classification, and a repair schedule is what separates a managed program from a reactive one.
IR Camera Systems
Fixed or portable infrared cameras mounted along the kiln length measure shell surface temperature continuously during production. Modern systems generate zone-by-zone thermal maps updated in real time or on a defined scan interval.
Thermal Mapping
Shell surface temperatures are mapped against the kiln's zone layout, from inlet to outlet, with each zone assigned a temperature threshold based on lining type and shell steel specification. Zones above threshold trigger an alert classification.
Hot Spot Classification
Not all elevated temperatures are equal. A 280°C reading in a zone lined with basic brick carries different risk than the same reading in a spinel zone. Classification systems score severity by temperature, zone, lining type, and rate of change over time.
CMMS Work Order Link
The point where most programs fail: converting a thermal alert into a documented work order with a response timeline, an assigned technician, and a verification scan after the response action. Without this link, the scan record and the maintenance record exist in separate systems that never communicate.
Hot spot response workflow
The structured response sequence from scan alert to verified closure
A hot spot without a response protocol is just a data point. The structured response sequence below is what distinguishes plants that use scanning to prevent emergency stops from plants that use scanning to document the emergency stop that already happened. Each step in the sequence corresponds to a work order type in OxMaint, creating an unbroken audit trail from the first thermal alert to the verified post-repair temperature reading.
1
Thermal Alert Generated
Scanner detects zone temperature above threshold. Alert logged with zone ID, temperature reading, time stamp, and rate of change from prior scan. Severity classification applied automatically based on zone thresholds configured in OxMaint.
2
Work Order Opened
Hot spot alert auto-generates an inspection work order in OxMaint assigned to the on-shift refractory technician. Work order includes zone ID, threshold breach level, response deadline based on severity class, and required actions before and during the next planned stop.
3
Zone Inspection and Kiln Adjustment
Technician performs visual inspection from the walkway for severe alerts. Kiln rotation adjustment or production rate change initiated if the hot spot severity warrants immediate load reduction. All adjustments logged against the open work order.
4
Repair at Next Planned Stop
Hot spot zone flagged in the planned stop work scope within OxMaint before the maintenance window. Refractory patching completed, zone recorded with lining material and brick type used. Return-to-service sign-off required before work order can close.
5
Verification Scan and Work Order Closure
Post-repair scan confirms temperature in the repaired zone is within acceptable range. Verification scan result entered into the work order as the closure condition. Zone returns to standard monitoring interval. Full audit trail from alert to closure is preserved in OxMaint.
Integrate your scanner program
Your thermal data is only as useful as the work order system behind it
The OxMaint team will map your existing kiln scanner setup, your hot spot threshold configuration, and your current response workflow to show you exactly where the alert-to-work-order link is breaking down, and what a complete integrated program looks like for your kiln.
Refractory damage classification
How hot spot severity levels drive the response timeline
Treating every elevated shell temperature reading with the same urgency is as problematic as treating none of them urgently. A structured severity classification system matched to your lining zones allows the maintenance team to prioritize response effort without shutting down for every minor thermal reading. The four severity levels below are used in OxMaint hot spot tracking and correspond to defined response timelines and required actions.
Level 1: Watch
Shell temp 180 to 230°C
Monitor at enhanced scan frequency. No production change required. Log in OxMaint with next planned stop flagged for visual inspection. Review at weekly kiln review stand-up.
Enhanced monitoring, next stop inspection
Level 2: Caution
Shell temp 230 to 280°C
Notify shift supervisor and refractory lead within 2 hours. Consider kiln rotation adjustment to redistribute heat load. Flag zone for priority repair at next planned stop. Review rate of change trend from prior 3 scans.
Supervisor alert, planned stop prioritized
Level 3: Alert
Shell temp 280 to 340°C
Immediate notification to plant manager and reliability lead. Production rate reduction evaluated. Continuous scan interval activated. Short stop for cold gun application considered if rate of change is high. Repair cannot wait for scheduled stop.
Management notification, possible unplanned stop
Level 4: Critical
Shell temp above 340°C
Kiln stop decision required within the shift. Shell deformation risk above this temperature in most standard shell steel specifications. Emergency cool-down procedure and refractory inspection initiated. All actions documented in emergency work order in OxMaint.
Kiln stop, emergency refractory response
Program design
What a complete kiln shell scanner program looks like in OxMaint
| Program element |
Typical gap in unstructured programs |
OxMaint configuration |
| Scan frequency schedule |
Ad hoc or contractor-dependent |
Calibrated PM schedule per zone and severity level |
| Hot spot alert thresholds |
Generic or unconfigured |
Zone-specific thresholds matched to lining type |
| Corrective action work orders |
Verbal or paper, not linked to alert |
Auto-generated from alert with required fields |
| Refractory campaign tracking |
Separate spreadsheet, not linked to scan data |
Campaign duration and zone history in OxMaint |
| Planned stop integration |
Hot spots not carried into stop work scope |
Open hot spot work orders populate stop scope automatically |
| Verification scan record |
Post-repair scan result not documented |
Verification scan required before work order closure |
| Audit trail for insurance or auditor |
Not available or requires manual assembly |
Exportable scan-to-closure report on demand |
Common questions
Frequently asked questions from cement plant maintenance teams
Does OxMaint integrate directly with our existing IR scanner hardware?
OxMaint integrates with scanner data via structured data export rather than direct hardware connection in most configurations. The scanner system exports temperature readings to OxMaint at a configured interval, and the threshold logic inside OxMaint generates the work order automatically.
Start a free trial to see the integration options for your specific scanner brand and model.
How many zone thresholds can be configured and can they differ by lining type?
Zone thresholds in OxMaint are configured per kiln zone with no limit on the number of zones. Each zone can carry a different threshold based on its lining type, whether basic brick, spinel, or castable, and its position in the burning zone, transition zone, or cooling zone. Configuration is a one-time setup that updates automatically when the lining is relined with a different material.
Book a demo to walk through a zone configuration exercise for your kiln.
Can OxMaint track refractory campaign length and predict when the next full reline is required?
OxMaint tracks campaign start date, zone-by-zone repair history, and cumulative operating hours per refractory campaign. The trend of hot spot frequency and severity over a campaign is the leading indicator that most reliability teams use to estimate reline timing. While OxMaint does not generate a statistical reline prediction, the structured data it produces is the input that makes a well-informed reline decision possible rather than a reactive one.
What happens to hot spot work orders if a planned stop is delayed or cancelled?
Hot spot work orders in OxMaint carry an open status until the repair is completed and the verification scan is entered. If a planned stop is delayed, the open work orders remain visible and flagged as overdue against the original response deadline. This prevents the common failure mode where a hot spot noted before a stop is forgotten during stop rescheduling and discovered only after a more serious thermal event occurs.
Is a structured scanner program worth the investment for a single kiln operation?
Single kiln operations have more to gain from a structured scanner program than multi-kiln sites, because there is no production redundancy when the kiln stops. One prevented emergency stop typically recovers the cost of a full year of structured scanning and OxMaint configuration. The plants that resist the program investment are usually the ones with no recent emergency stops, which means they have not yet seen the cost side of the unstructured approach.
Build your scanner program
Kiln shell temperature data without a work order system behind it is just a number on a screen
Bring your current scanner setup, your hot spot history from the last campaign, and your refractory zone layout. The OxMaint team will configure a complete alert-to-closure program for your kiln, with zone thresholds matched to your lining types and a response workflow matched to your maintenance team structure.