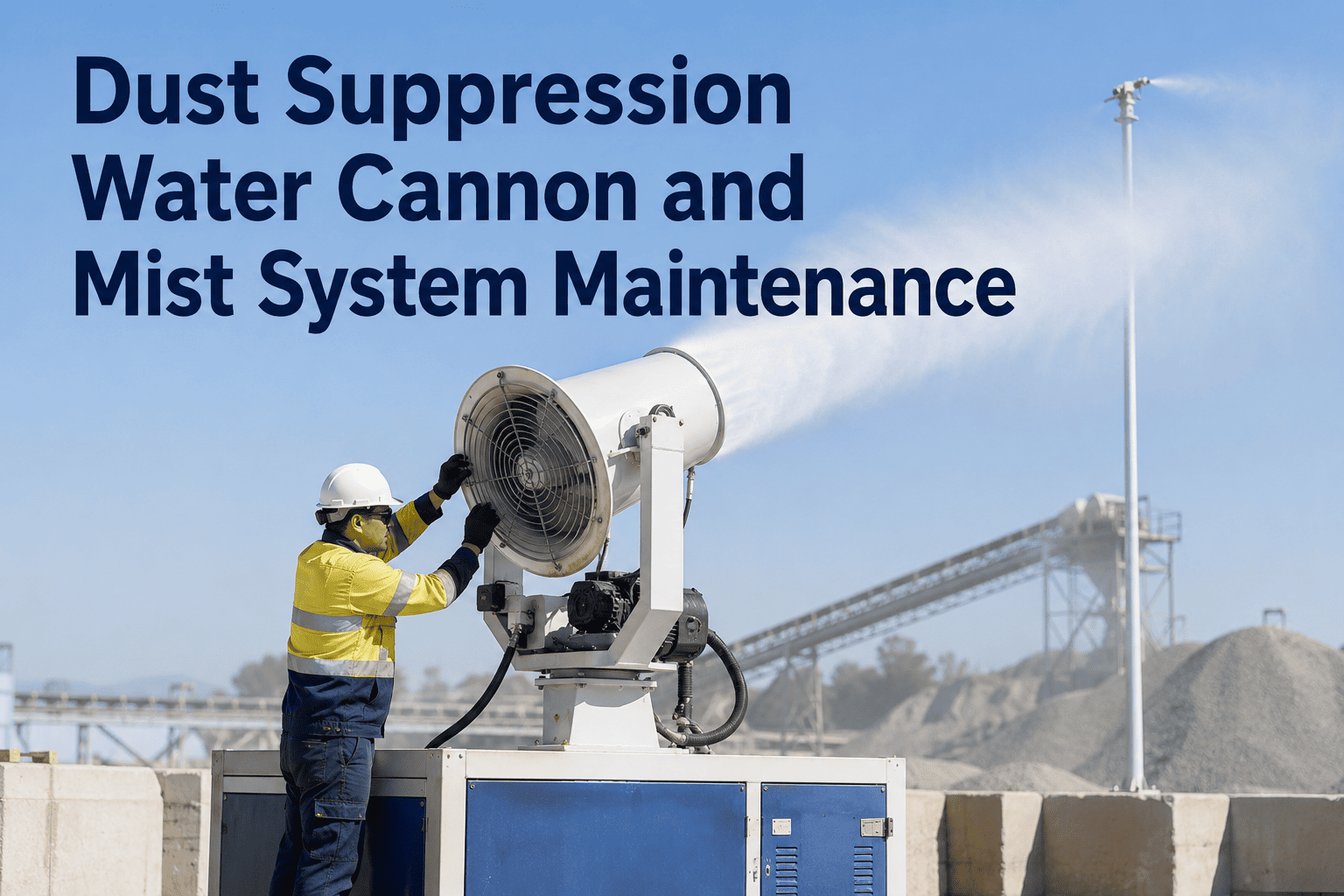
Dust suppression systems — water cannons, high-pressure mist lines, and fogging networks — are the first line of defense against fugitive dust at cement plants. When a nozzle clogs, a pump seal fails, or a control valve sticks open, the result is not just wasted water: it is a housekeeping violation, a potential NFPA 654 combustible dust citation, and a signal to auditors that your preventive maintenance program lacks structure. Most cement plants run dust suppression equipment reactively, replacing nozzles after visible plume escapes and scheduling pump rebuilds only after a pressure alarm. This guide covers the failure modes that matter most — nozzle wear, pump degradation, control valve drift, and pipeline scale buildup — and explains how a CMMS-tracked PM program converts reactive fixes into predictable, auditable maintenance. To see how OxMaint structures dust suppression PM workflows for cement plants, start a free trial or book a 30-minute walkthrough with a cement plant specialist.
Dust Suppression Maintenance · Cement Plants · 2026
Water Cannon & Mist System Maintenance for Cement Plants
Nozzle wear, pump PM, control valve drift, and CMMS-tracked records — the complete maintenance framework that keeps dust suppression systems running and compliance audits clean.
Why Dust Suppression Maintenance Fails in Cement Plants
Cement plants operate under continuous dust load — raw meal, clinker, coal, and finished product all generate fugitive emissions. Suppression systems run 24/7, which means wear accumulates faster than most PM schedules account for. Four failure patterns dominate incident and audit histories.
01
Nozzle Wear & Clogging
Carbide and ceramic nozzle tips erode under abrasive slurry. Orifice diameter grows 15–30% before visual inspection catches it, reducing coverage and raising water consumption. Hard-water scale plugs mist nozzles in as little as 6 weeks without scheduled cleaning.
02
Pump Seal & Impeller Degradation
High-pressure pump seals in cement environments carry abrasive fines from recirculated water. Seal life drops to 1,200–2,000 hours versus the 4,000-hour nameplate rating when flush water is contaminated. Impeller cavitation from inadequate NPSH causes rapid wear and pressure instability.
03
Control Valve & Solenoid Drift
Dust-laden environments accelerate actuator seal wear on zone control valves. Solenoids accumulate mineral deposits that cause partial-open failures — a valve reading "closed" that passes 20–40% flow creates both wasted water and unreliable zone suppression at conveyors and crushers.
04
Pipeline Scale & Corrosion
Mist system lines operating below 5 m/s velocity accumulate calcium carbonate scale, particularly in hard-water regions. Scale reduces effective bore diameter, raises pump head, and eventually causes pressure relief valve chatter — a signal inspectors associate with deferred maintenance.
Failure Impact Matrix — Where Each Problem Costs You Most
Not all failures carry equal consequences. The matrix below maps each failure mode to its operational, compliance, and cost impact so maintenance planners can prioritize PM intervals correctly.
| Failure Mode |
Operational Impact |
Compliance Risk |
Repair Cost Range |
PM Interval (Recommended) |
| Nozzle Wear |
Coverage gap, dust escape |
High — NFPA 654 / GDC |
$80–$400 per nozzle |
Every 90 days |
| Nozzle Clogging |
Zone dead, dust plume visible |
High — visible violation |
$20–$60 clean or replace |
Every 30–45 days |
| Pump Seal Failure |
System pressure loss, water leak |
Medium |
$600–$2,500 rebuild |
Every 1,500 hours |
| Control Valve Drift |
Unreliable zone coverage |
High — audit evidence gap |
$200–$900 actuator |
Every 6 months |
| Pipeline Scale |
Pressure rise, flow restriction |
Medium |
$1,500–$8,000 descale |
Annual inspection |
PM Interval Framework — Water Cannon vs Mist System
Water cannons and high-pressure mist systems have different wear profiles. A single PM schedule applied to both under-maintains mist nozzles and over-maintains cannon bodies. The interval split below reflects actual cement plant wear data.
Water Cannon Systems
Weekly
Visual rotation sweep check, nozzle discharge pattern observation, pivot joint lubrication
Monthly
Nozzle orifice measurement against baseline, strainer basket inspection and clean, actuator travel test
Quarterly
Full nozzle replacement if wear exceeds 10% orifice growth, pump bearing vibration check, flow meter calibration verification
Annual
Pump mechanical seal inspection, pipeline flushing, control panel wiring check, full coverage mapping against original design
High-Pressure Mist Systems
Every 30 Days
Nozzle flow test and clean — ceramic mist nozzles clog faster than cannon tips; use reverse-flush procedure
Every 90 Days
Nozzle tip replacement (ceramic or stainless), filter cartridge change, solenoid valve leak-by test at rated pressure
Every 1,500 hrs
High-pressure pump seal kit replacement — do not extend beyond 2,000 hours in abrasive recirculated water conditions
Annual
Pipeline descaling or chemical flush, pressure test at 1.25x operating pressure, droplet size verification (10–50 micron target)
Track Every PM Interval in OxMaint — Zero Missed Tasks
OxMaint auto-schedules nozzle checks, pump hour-based PMs, and annual pipeline inspections — with photo evidence captured at each step for audit-ready compliance records.
CMMS Records That Protect You During Audits
When a OSHA or environmental inspector walks into your facility following a visible dust plume event, the first request is maintenance records. The three record types below are the ones that determine whether a citation is issued or closed.
Nozzle Replacement Log
Date replaced, zone ID, nozzle part number, orifice size as-found vs as-left, technician sign-off. Without this record, "we replace nozzles regularly" is not a defense — it is an unverified claim.
OxMaint captures: asset tag, photo of worn tip, replacement date, technician identity
Pump Service History
Running hours at last seal replacement, bearing vibration trend, pressure test results, parts consumed. Hour-based PM triggers require a logged runtime counter — calendar-based scheduling alone misses early-wear cases in high-utilization plants.
OxMaint captures: runtime hours, vibration readings, seal kit batch number, pre/post pressure readings
Valve & Coverage Verification
Zone valve open/close test results, actuator position feedback confirmation, flow rate at zone header during suppression test. This record closes the "did suppression actually work" question that follows every dust emission complaint.
OxMaint captures: zone ID, valve position reading, test flow rate, pass/fail status, photo
Compliance Exposure by Plant Zone
Dust suppression failures do not carry equal regulatory weight across every area of a cement plant. The zones below carry the highest citation risk when suppression systems are found unmaintained.
Crusher & Raw Mill Feed
Very High
Primary dust generation point — NFPA 654 & GDC exposure if suppression fails
Coal Handling & Storage
Very High
Combustible dust — suppression failure here triggers fire code citations
Clinker Conveyor Transfers
High
High-temperature dust — cannon nozzles wear 40% faster than ambient zones
Cement Silo Loading
High
Visible plume during loading — neighbor complaints generate inspector attention
Quarry Haul Roads
Medium
Road cannon coverage gaps create air permit exceedances — seasonally variable
Frequently Asked Questions
How often should mist nozzles be replaced in a cement plant?
Ceramic mist nozzles in cement environments should be inspected every 30 days and replaced every 90 days as a baseline. In high-abrasive zones like raw mill feed or clinker transfer, reduce the replacement interval to 60 days. Track orifice diameter at each inspection — replace when wear exceeds 10% of original diameter. A CMMS like
OxMaint auto-triggers these tasks so no interval is missed.
What pump seal life should I expect in dust suppression service?
In clean water service, mechanical seals reach 3,500–4,000 hours. In cement plant recirculated water with suspended fines, realistic seal life is 1,200–2,000 hours. Using hour-based PM intervals rather than calendar-based scheduling is the key — a pump running two shifts a day accumulates hours far faster than monthly calendar PMs account for.
What records does an OSHA inspector look for after a dust emission event?
Inspectors typically request the past 12 months of nozzle replacement logs, pump service records, and zone valve test results. If suppression was active during the event, they want coverage verification showing the affected zone was functional. Gaps in any of these records convert a maintenance lapse into a citable violation. Digital CMMS records with timestamps and technician signatures are the strongest defense.
Book a demo to see how OxMaint structures these records.
How do I know if pipeline scale is reducing my mist system performance?
The clearest indicator is rising pump discharge pressure with no increase in flow at zone headers — this pressure-flow divergence signals bore restriction. Secondary signs include increased pump motor amperage draw and pressure relief valve cycling. Annual pipeline flushing with mild acidic descaling agent, combined with inline pressure-differential monitoring, catches scale buildup before it causes pump damage or system failure.
Can OxMaint manage both water cannon and mist system PM on the same platform?
Yes — OxMaint treats each system type as a separate asset class with its own PM template, interval logic, and evidence requirements. Water cannon PMs run on weekly and quarterly cycles; mist system nozzle PMs run on 30/90-day cycles; pump PMs trigger on runtime hours. All records sit in one audit trail, searchable by zone, equipment type, or date range.
Start a free trial to configure your plant's suppression assets in one day.
Turn Reactive Nozzle Replacements Into a Tracked PM Program
Every dust emission event at a cement plant traces back to the same root cause: a maintenance task that was due but not documented. OxMaint converts your water cannon and mist system schedules into auto-triggered, photo-evidenced, audit-ready work orders — so the next inspector finds records, not gaps.