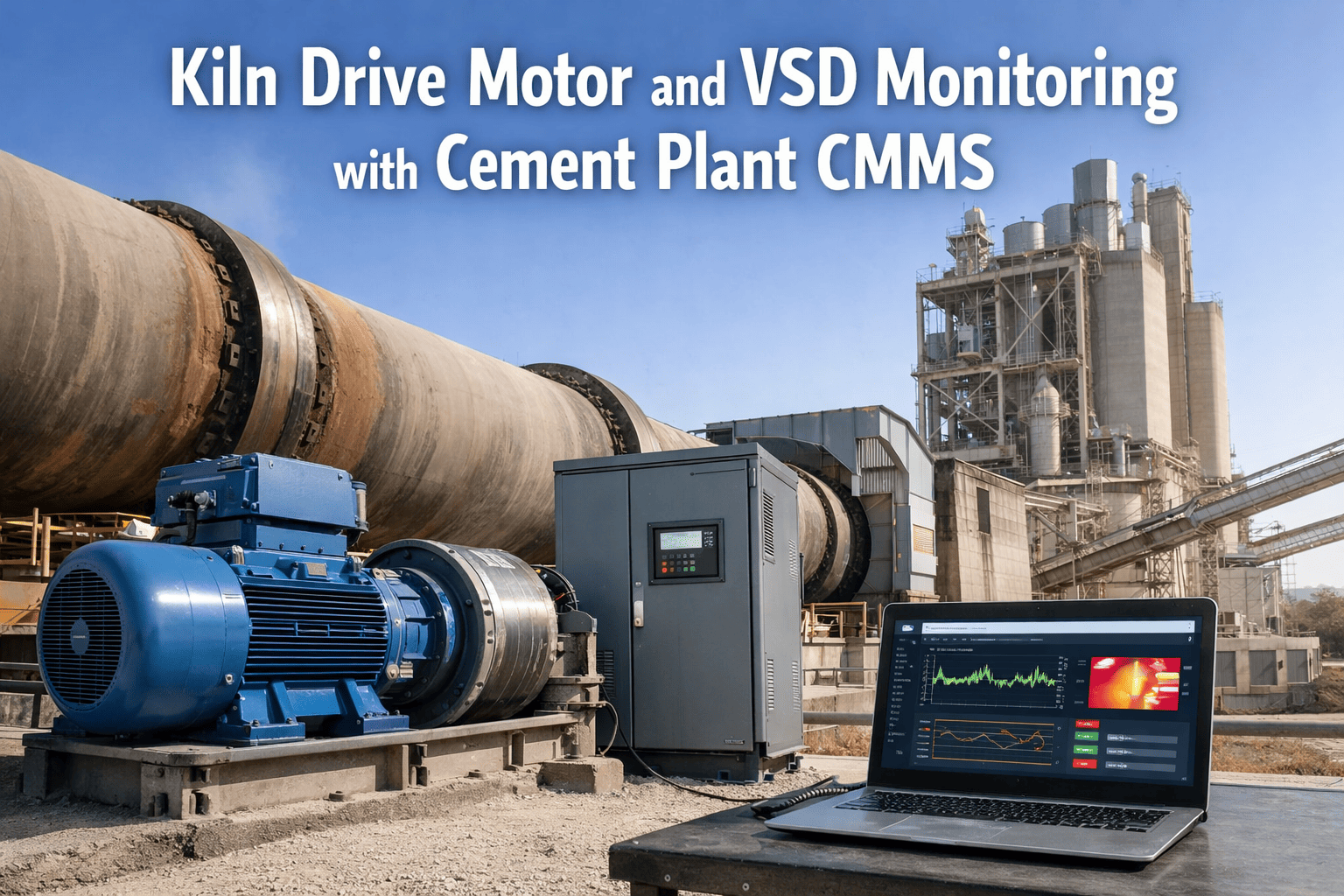
Your kiln main drive motor and its variable speed drive are the single highest-consequence failure point in the entire cement plant — a VSD trip stops kiln rotation within seconds, and a stationary kiln at 1,450°C starts warping its own shell. Yet most plants still run these drives on time-based PM and react only after the fault code appears. Oxmaint's AI-powered motor and drive monitoring pulls motor current signatures, VSD heatsink temperature, DC bus health, and cooling fan runtime directly into your CMMS — so capacitor aging, winding deterioration, and fan degradation are spotted weeks before they can trip the kiln.
Why the Kiln Drive System Fails Differently Than Everything Else
Every other piece of rotating equipment in a cement plant can be stopped for a few hours without cascading consequences. The kiln drive cannot. When the main drive motor loses torque or the VSD trips on an IGBT fault, the kiln slows, clinker fuses to refractory, the shell begins to deform under its own 200-tonne weight, and what should have been a 4-hour electrical repair becomes a 10–20 day reline project. The failure economics are unlike anything else on site — which is why kiln drive monitoring deserves its own dedicated AI model, not generic vibration alerts.
Kiln Drive System — The Consequence Stack
0–60 sec
VSD trip — kiln rotation stops, emergency procedures activated
2–4 hrs
Clinker begins fusing to refractory — cleaning effort doubles
6–12 hrs
Shell cools unevenly — ovality develops, tyre-to-shell contact shifts
24–48 hrs
Refractory coating delaminates — partial reline now likely required
3–10 days
Full reline + drive repair + restart sequence — production loss $50K–$300K per day
The Four Signals That Predict a Kiln Drive Failure
Motor windings, drive electronics, bearings, and cooling systems each fail with distinct electrical and thermal fingerprints. Oxmaint correlates all four signal streams in one asset record — so a cooling fan losing speed and a DC bus capacitor aging get connected to the same preventive action, instead of being buried as unrelated alarms in four different systems.
S1
Motor Current Signature (MCSA)
AI analyzes supply current harmonics directly — no accelerometer required.
Detects:
Broken rotor bars, air-gap eccentricity, stator winding insulation degradation, bearing race defects
Lead time: 4–8 weeks
S2
VSD Thermal & DC Bus Telemetry
Heatsink temperature, DC bus voltage ripple, and IGBT junction temperature streamed via Modbus / Profibus.
Detects:
Capacitor ESR degradation, heatsink fouling, cooling fan speed loss, IGBT thermal cycling fatigue
Lead time: 2–6 weeks
S3
Gear Unit & Bearing Vibration
Spectrum analysis at BPFI / BPFO frequencies and gear mesh harmonics on the main drive reducer.
Detects:
Pinion tooth pitting, backlash widening, coupling misalignment, reducer bearing fatigue
Lead time: 3–12 weeks
S4
Power Quality & Harmonics
Input THD, voltage unbalance, and supply sag events logged against every drive trip.
Detects:
Line unbalance > 5%, transformer tap issues, nuisance tripping, PF correction cap problems
Lead time: Immediate on event
Your Kiln Drive Is Already Sending These Signals Today
The data exists in your VSD, your motor protection relay, and your vibration sensors right now. Oxmaint unifies it into one drive-health dashboard — and generates the preventive work order before the trip ever happens. Start free or see a live walkthrough built on your drive platform.
Most Common Kiln Drive VSD Failure Modes — What Breaks and Why
Eight out of eleven documented VSD failure effects involve IGBT damage, and the majority of those trace back to heat, capacitor aging, or cooling system contamination. In a cement plant — where ambient dust, 40°C+ switchgear room temperatures, and continuous 24/7 duty all work against the drive — these failure modes arrive faster than any manufacturer nameplate suggests. Here is what the data shows, broken down by root cause and what Oxmaint catches before it trips.
VSD & Motor Failure Modes — Root Cause to CMMS Action
How Oxmaint Turns Drive Signals Into Closed Work Orders
Condition data without a closed-loop work order is just noise. What separates Oxmaint from a pure monitoring dashboard is that every alert becomes a ticketed, assigned, tracked piece of work — with the root cause, recommended fix, required parts, and technician skill level already filled in. No manual translation from alert to action.
The Signal to Work Order Chain
01
Continuous Telemetry Capture
Motor current, VSD heatsink temperature, DC bus voltage, fan speed, and reducer vibration stream into Oxmaint from the drive PLC and condition sensors at 1-minute resolution.
02
AI Baseline & Anomaly Detection
Each drive gets a unique behavioral baseline trained on its own historical data — not a generic template. Deviations from baseline flag as anomalies with severity classification.
03
Failure Mode Classification
Anomaly signatures match to known failure modes — capacitor drift, winding insulation deterioration, fan bearing wear, gear mesh damage — with confidence scores and estimated lead time to failure.
04
Auto-Generated Work Order
A structured work order appears in the planner's queue with asset, failure mode, recommended action, required parts list pulled from inventory, and the estimated time to failure driving the priority.
05
Mobile Execution & Closure
Technician completes on the mobile app with photos, measurements, and timestamped sign-off — all linked back to the original anomaly so the model learns from every closed loop.
The Numbers — What Cement Plants Recover From Drive-Focused Monitoring
A single prevented kiln trip typically pays for the monitoring investment across the whole site. But the compounding value shows up in the rest of the operating picture: fewer emergency capacitor swaps, lower IGBT failure rate, better motor rewind planning, and the ability to schedule maintenance around the kiln campaign calendar instead of fighting it.
30–50%
Reduction in unplanned drive-related kiln stops
Within first 12 months of AI monitoring deployment
4–8 wks
Advance warning on motor winding deterioration
Through motor current signature analysis
3×
Extension of VSD useful life
Structured PM raises typical drive life from 5 to 15+ years
$260K+
Average loss per hour of unplanned kiln stop
Once parts, labor, production, and quality are included
18–25%
Overall maintenance cost reduction
Cement plants running full AI monitoring stack in year one
82%
Of equipment failures historically arrive without warning
The exact gap condition-based CMMS closes
What Makes Oxmaint Different for Kiln Drive Reliability
A
Drive-Native Data Ingestion
Oxmaint connects directly to ABB, Siemens SINAMICS, Allen-Bradley PowerFlex, Yaskawa, and Danfoss drive families via Modbus, Profibus, and EtherNet/IP — pulling the same diagnostic data the drive uses internally for its own fault protection. No separate sensor investment required to start.
B
Motor-and-Drive Combined Health Model
A failing drive and a failing motor often show up as the same kind of alarm on traditional systems. Oxmaint separates motor-side faults (winding, bearing, rotor) from drive-side faults (capacitor, IGBT, fan) by correlating signal sources — saving hours of troubleshooting time at the moment of a trip.
C
Planned Stop Calendar Integration
Predicted failures are mapped against your next planned kiln stop window. If a capacitor will likely fail in 6 weeks and your next scheduled stop is in 4 weeks, Oxmaint recommends replacement then — not during a reactive trip that would lose you four more days of production.
D
Spare Parts & Vendor Workflow Built In
The recommended replacement capacitor bank, fan kit, or IGBT module is pulled from your Oxmaint parts inventory as part of the work order. If stock is low, a purchase requisition to your preferred vendor is drafted automatically — closing the full loop from anomaly to part on shelf.
Frequently Asked Questions
Can Oxmaint work with our existing VSD without replacing any hardware?
Yes. Oxmaint reads diagnostic data directly from your existing drive via Modbus, Profibus, or EtherNet/IP — the same data your drive already produces internally. No drive replacement or invasive sensor mounting is required to begin monitoring.
Book a demo and we will show the integration for your specific drive model.
How soon after setup does AI anomaly detection start producing useful alerts?
The AI establishes a behavioral baseline from the first 2–4 weeks of data, during which you get raw trend visibility and rule-based alarms. After baseline, pattern-based anomaly detection and failure-mode classification become active. Most plants see their first high-confidence early warning inside the first 60 days with
Oxmaint.
Does motor current signature analysis really replace physical vibration sensors?
For electrical faults — rotor bars, air-gap eccentricity, stator winding issues — MCSA is often more reliable than vibration, especially on high-HP kiln drives where sensor mounting is difficult. For purely mechanical reducer faults, Oxmaint still recommends vibration sensors on the gear unit to get complete coverage. Both data streams merge in the same asset record.
What is the typical payback period for kiln drive monitoring specifically?
A single prevented drive-related kiln trip usually pays back the full site deployment. With average unplanned kiln stop losses of $260K+ per hour and plants typically experiencing 9–10 kiln failures per year, even catching one event inside year one generates 10–20× ROI.
Schedule a demo for a plant-specific ROI estimate.
Can we start with just the kiln drive and expand to other equipment later?
Absolutely — this is the most common rollout path. Plants typically begin with the kiln main drive and VSD because the downtime cost is highest there, then extend to raw mill, cement mill, ID fans, and preheater fans. Oxmaint pricing scales per asset, so you only pay for what you monitor. Start free at
app.oxmaint.ai.
Stop Treating Kiln Drive Failures As Inevitable
Every unplanned VSD trip on a cement kiln is a signal your monitoring gave in advance — if anyone was listening. Oxmaint makes sure someone is always listening, and that the right work order lands on the right planner's desk before the trip, not after. Build your kiln drive reliability baseline today, or walk through a live setup tailored to your drive platform and kiln configuration.