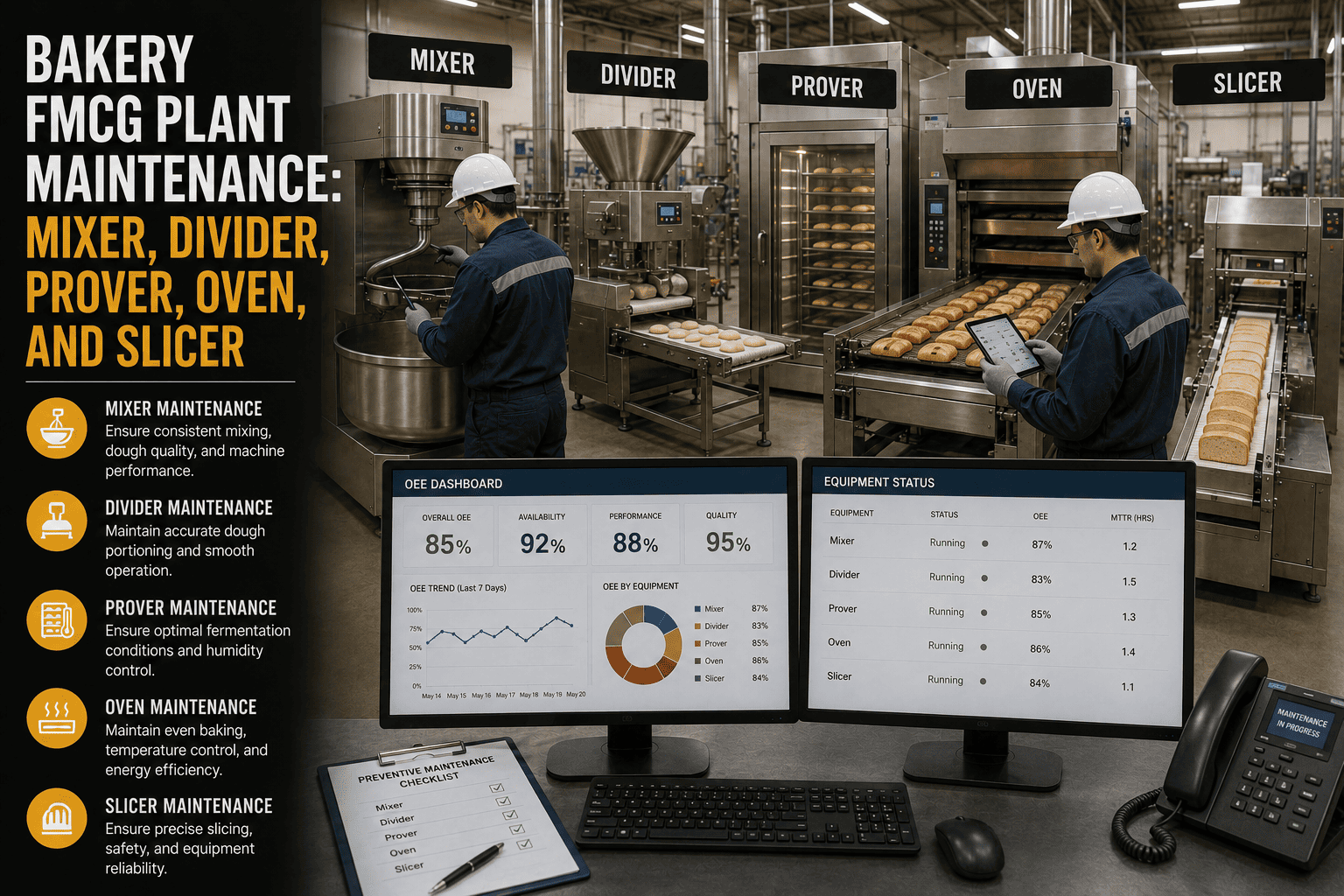
Bakery FMCG Plant Maintenance: Mixer, Divider, Prover, Oven, and Slicer
By Jack Edwards on May 21, 2026
A commercial bakery running three shifts can lose 11 hours of output in a single week — not from one catastrophic failure, but from five separate small failures across the spiral mixer, dough divider, prover, oven, and slicer. A deck oven burner misfire that took 40 minutes to diagnose because nobody pulled the calibration history. A spiral mixer drive belt that snapped because no PM tracked belt tension. A prover humidity sensor that drifted unnoticed until a batch came out flat. A divider piston wearing past spec and producing 4-gram weight variance. A slicer belt tracking off-center, producing metal particulate that triggered a recall scare. Every one of those failures lives on a different asset class, has a different PM cadence, and surfaces in a different way — and every one of them is eliminated by structured asset-by-asset maintenance inside Oxmaint Maintenance Management. The plants that move from reactive to planned routinely lift OEE from 56% to 78% in 12 months, using Preventive Maintenance, Inspection Management, Parts & Inventory, and OEE Analytics together. Book a demo to see your full bakery line mapped into one Oxmaint asset hierarchy.
Find your bakery's hidden hours
Commercial bakeries lose 8-15 hours per week to micro-failures nobody root-causes. Quantify yours in 30 minutes.
Four Numbers Every Bakery Plant Manager Knows by Heart
56%
average bakery OEE on uninstrumented lines vs. 85% top-quartile
+22%
typical OEE lift within 12 months of structured Oxmaint deployment
11 hr
weekly output lost in 3-shift bakery from preventable small failures
4.8X
cost of reactive bakery repair vs. scheduled PM on same asset
What Bakery Plant Maintenance Means in Oxmaint
Bakery maintenance is the discipline of holding five sequential systems — spiral mixer, divider-rounder, prover, oven, slicer — within tight mechanical and process tolerances across long, multi-shift production runs. Mixer drives wear by dough hydration and tonnage; divider pistons and cut-off wires are usage-based wear parts; prover humidity sensors drift slowly until a batch fails proof; oven burners and conveyors hold thermal profiles across 80-200m baking tunnels; slicer blades carry both mechanical-wear and food-safety risk. Oxmaint ties the five together so a corrective on the mixer triggers a downstream verification on the prover before the next batch.
Plants treating the line as one continuous chain consistently outperform peers on OEE, scrap rate, and pre-audit readiness. To see Oxmaint asset templates mapped against your line, start a free trial, or book a demo for a walkthrough.
Asset-by-Asset PM in Oxmaint: 6 Key Domains
Each domain below combines an asset, its dominant failure mode, the PM cadence, and the Oxmaint module that enforces it.
01
Spiral Mixer Drives & Seals
Dominant Failure Mode
Spiral mixer drive belts, gearboxes, and mechanical seals carry the brunt of dough load. Belt elongation past 8-10% and seal weep are the leading reasons for unplanned mixer stops.
PM Cadence in Oxmaint
Belt tension inspection every 200-500 production hours via Inspection Management. Auto-WO at 8% elongation with replacement belt linked through Parts & Inventory.
02
Divider Pistons & Cut-Off Wires
Dominant Failure Mode
Divider pistons and cut-off wires are usage-based wear parts. Calendar PM misses them — wear curves track to cycle counts, not days. A worn piston produces 3.5g standard deviation on 900g pieces over long runs.
PM Cadence in Oxmaint
Production-counter triggers on Preventive Maintenance auto-schedule piston replacement at the right cycle count. OEE Analytics trends weight variance per shift.
03
Prover Humidity & Temperature
Dominant Failure Mode
Humidity sensor drift produces under-proofed batches that look fine until baked. By the time the oven exit reveals flat crumb, three batches of dough are gone.
Burner ignition assemblies, thermal zones, and conveyor speed drives jointly determine crust color and crumb structure. A misfiring burner takes 40 minutes to diagnose without calibration history.
PM Cadence in Oxmaint
Full burner calibration logged in Inspection Management. Asset history surfaces past faults in seconds when the next misfire occurs — MTTR drops from 40 min to 5-10 min.
05
Slicer Blades & Belt Tracking
Dominant Failure Mode
Misaligned slicer belts track off-center and produce metal particulate from edge wear — a recall-grade food safety risk. Blade dulling produces compressed crumb and consumer complaints.
PM Cadence in Oxmaint
Weekly belt-tracking visual PM enforced via Inspection Management. Blade replacement on cycle-count triggers; metal-detection sign-off recorded in Safety & Compliance.
06
Sanitation & Allergen Changeover
Dominant Failure Mode
A missed wash-down between gluten and gluten-free runs is the single most common cause of bakery recall. Without digital sign-off gates, gaps are inevitable.
PM Cadence in Oxmaint
Wet-clean and dry-clean cycles scheduled as PMs with required sign-off gates. EHS Management records every allergen changeover with timestamp and operator signature.
This asset-by-asset model is what bakery plant managers adopt when they start a free trial on a single line — same template scales across multi-site bakery portfolios. To see all five assets configured against your equipment, book a demo.
Misaligned slicer belts produce metal particulate — a recall-grade food safety hazard that 30 seconds of weekly Oxmaint PM prevents.
Six Pain Points Eating Bakery OEE
These are the recurring failures every reactive bakery encounters — most surface only in QA, by which point the cost is baked in.
Spiral Mixer Drive Failure
A drive belt at 8% elongation runs fine until it slips under heavy dough load mid-shift. Oxmaint Inspection Management catches belt elongation before failure occurs.
Divider Weight Drift
A worn piston producing 3.5g standard deviation on 900g pieces compounds across 6,000 pieces per hour into yield variance and complaint flags. Oxmaint OEE Analytics trends this live.
Prover Humidity Failure
A drifted humidity sensor under-proofs an entire batch. Oxmaint Inspection Management enforces 30-day calibration and live PLC alerts catch drift in real time.
Oven Burner Misfire
A deck oven burner that misfires takes 40 minutes to diagnose without calibration history. Oxmaint Work Order Management surfaces past burner faults in seconds, dropping MTTR to 5-10 min.
Slicer Metal Particulate Risk
A misaligned slicer belt tracks to one side and produces metal particulate — a recall-grade incident. Oxmaint EHS Management and Inspection Management enforce weekly tracking checks.
Allergen Changeover Gaps
A missed wash-down between gluten and gluten-free runs is the leading bakery recall cause. Oxmaint EHS Management requires digital sign-off before line restart.
These pain points compound shift over shift into the OEE gap between top-quartile bakeries and the rest — which is why structured plants start a free trial to baseline their micro-stop log first, or book a demo for the line-level dashboard.
How Oxmaint Closes Every Gap on the Bakery Line
Six Oxmaint modules combine to convert reactive bakery operations into a planned, audit-ready line. Every module maps directly to a bakery failure mode.
Divider piston changes, slicer blade swaps, and conveyor chain replacements run on cycle-count triggers instead of calendar dates — no premature or overdue swaps.
Every burner calibration, prover humidity check, and mixer belt-tension verification is a required digital checklist accessible offline at the asset itself.
Wet-clean and dry-clean cycles, allergen wash-downs, and changeover verifications tracked as PMs with sign-off gates — every cycle leaves an audit trail.
Every PM, calibration, and sanitation cycle exportable as an audit-ready pack. Pre-audit prep drops from 2-3 days of scramble to minutes of export.
A 1% OEE lift on a single bakery line is worth Rs.30-55 lakh annually — recoverable in under 90 days with structured Oxmaint PM.
Reactive Bakery vs. Planned Bakery on Oxmaint
The operating gap is process discipline captured in one system every shift uses identically.
Operational Dimension
Reactive Bakery
Planned Bakery on Oxmaint
OEE
56% average, no shift visibility
78%+ with real-time Oxmaint OEE dashboards
Mixer Belt Replacements
Calendar-based or run-to-failure
Tension-measured PM on cycle counters
Divider Weight Variance
Detected by QA reject events
Piston wear logged with cycle counter
Prover Humidity
Drift discovered after flat batch
Calibrated every 30 days, logged digitally
Oven Burner Diagnostics
40+ minute MTTR per misfire
5-10 minute MTTR with calibration history
Slicer Belt Tracking
Inspected ad-hoc, recall risk live
Weekly Inspection Management PM
Allergen Changeover
Paper sign-off, gap-prone
EHS Management digital sign-off gate
Audit Preparation
2-3 days of evidence gathering
Safety & Compliance audit pack in minutes
ROI & Outcomes from Oxmaint on Bakery Lines
These are the outcome metrics bakeries reach within the first 12 months of unified Oxmaint deployment across the full line.
+22%
OEE lift
From 56% to 78% within 12 months on full-line Oxmaint deployment
-45%
unplanned downtime
Across the mixer-divider-prover-oven-slicer chain in year one
-38%
emergency repair spend
As reactive cost ratios shift to planned on the same asset base
+93%
PM compliance
Mobile Oxmaint Inspection Management vs. paper checklists
-2.5g
divider weight variance
Standard deviation reduction on 900g dough pieces over long runs
90 days
typical payback
On a single-line bakery Oxmaint deployment
These numbers are what bakery managers bring to their VP Operations to justify portfolio rollout — which is why so many bakery teams start a free trial on one line first, or book a demo for the multi-site rollup view.
Bakery Maintenance FAQ
How often should spiral mixer drive belts be inspected in Oxmaint
Best-practice bakeries inspect mixer drive belts every 200-500 production hours via Oxmaint Inspection Management with tension measurement, replace at 8-10% elongation, and log every measurement so wear curves become visible per asset.
What spare parts should always be on shelf for a bakery line
Critical spares include oven temperature sensors and burner ignition assemblies, prover humidity sensors, spiral mixer seals and drive belts, divider blades and pistons, conveyor belt sections, and food-grade lubricants. Oxmaint Parts & Inventory tracks each at minimum stock per asset.
Can Oxmaint handle multi-site bakery operations
Yes. Oxmaint Enterprise rollup is built for multi-plant bakery groups, with site-level KPIs feeding portfolio dashboards so VP Operations can compare OEE, PM compliance, and cost across every facility in real time.
How long does Oxmaint deployment take for a bakery line
A single bakery line is typically live in 5-10 working days using Oxmaint pre-built bakery asset templates. First digital PM is completed before the end of week one, with full team adoption inside 30 days.
Decision Point
Stop Losing Hours Every Week to Preventable Bakery Failures
Turn every mixer, divider, prover, oven, and slicer into a predictable, trackable system with Oxmaint. Used by operations teams managing 10,000+ assets. Live in days, not months.