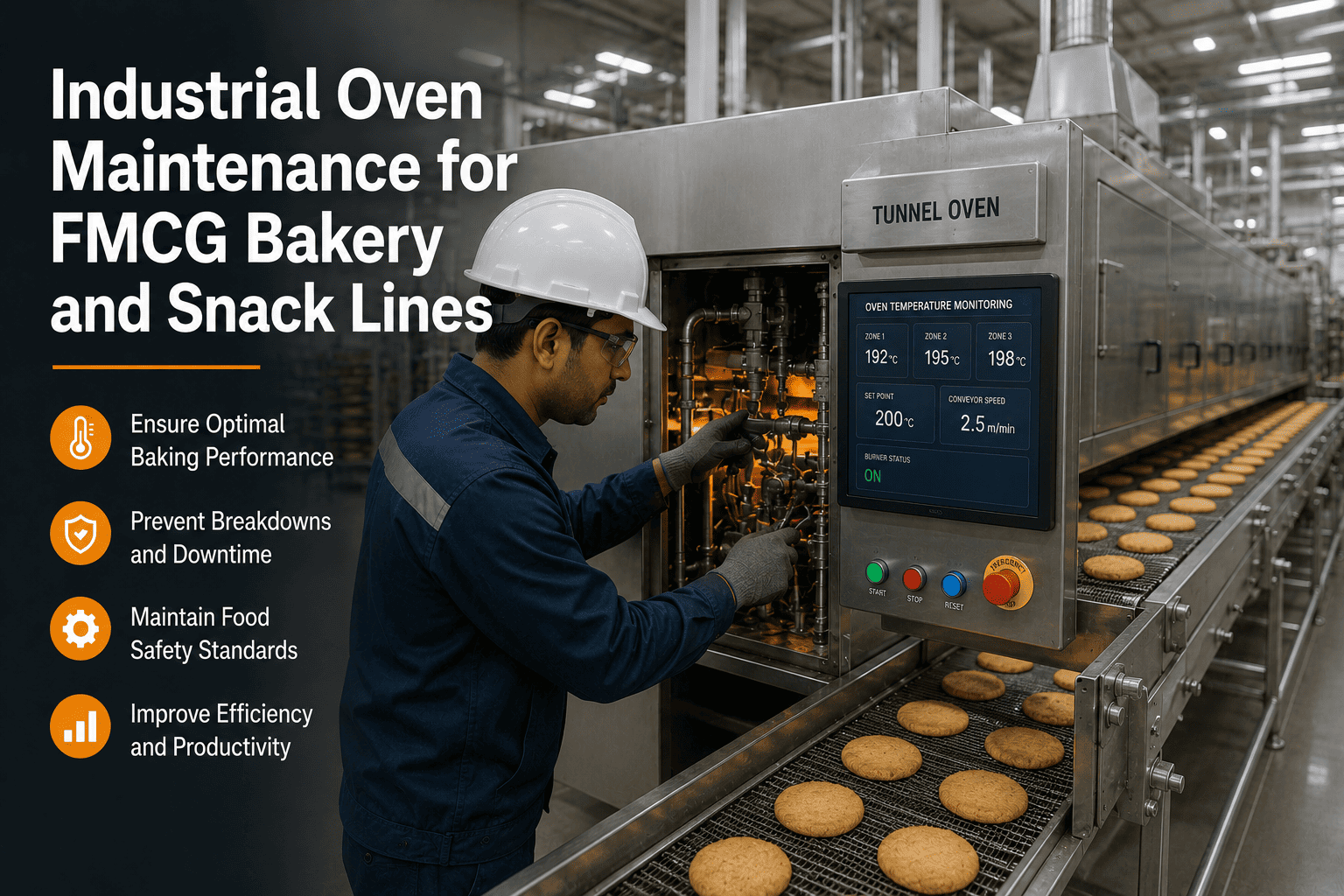
A bakery or snack-production tunnel oven is the longest single asset on the line — typically 30 to 60 metres of conveyor running through five to seven independently controlled temperature zones, each with its own burners, recirculation fans, exhaust controls, and product-temperature feedback. When the oven runs to spec, the line produces consistent product within +/-3 degrees C of target across every zone. When it doesn't, the symptoms are visible immediately: dark edges on cookies, undercooked centres on bread loaves, inconsistent moisture on extruded snacks, or worse, an entire batch rejected for failing internal-temperature spec under HACCP. Across US FDA-regulated bakery operations, European EHEDG-certified industrial ovens, and Middle East snack producers serving the GCC, industrial ovens account for roughly 22% of all bakery-line downtime hours — and almost 60% of those events trace to burner, conveyor, or recirculation-fan issues that are predictable on instrumented PMs. Operations leaders start a free trial or request a demo to see how Oxmaint integrates zone-by-zone oven PMs, burner diagnostics, and HACCP-aligned temperature records in one workflow.
Hold Every Zone in Spec. Eliminate the Variance That Reject Batches.
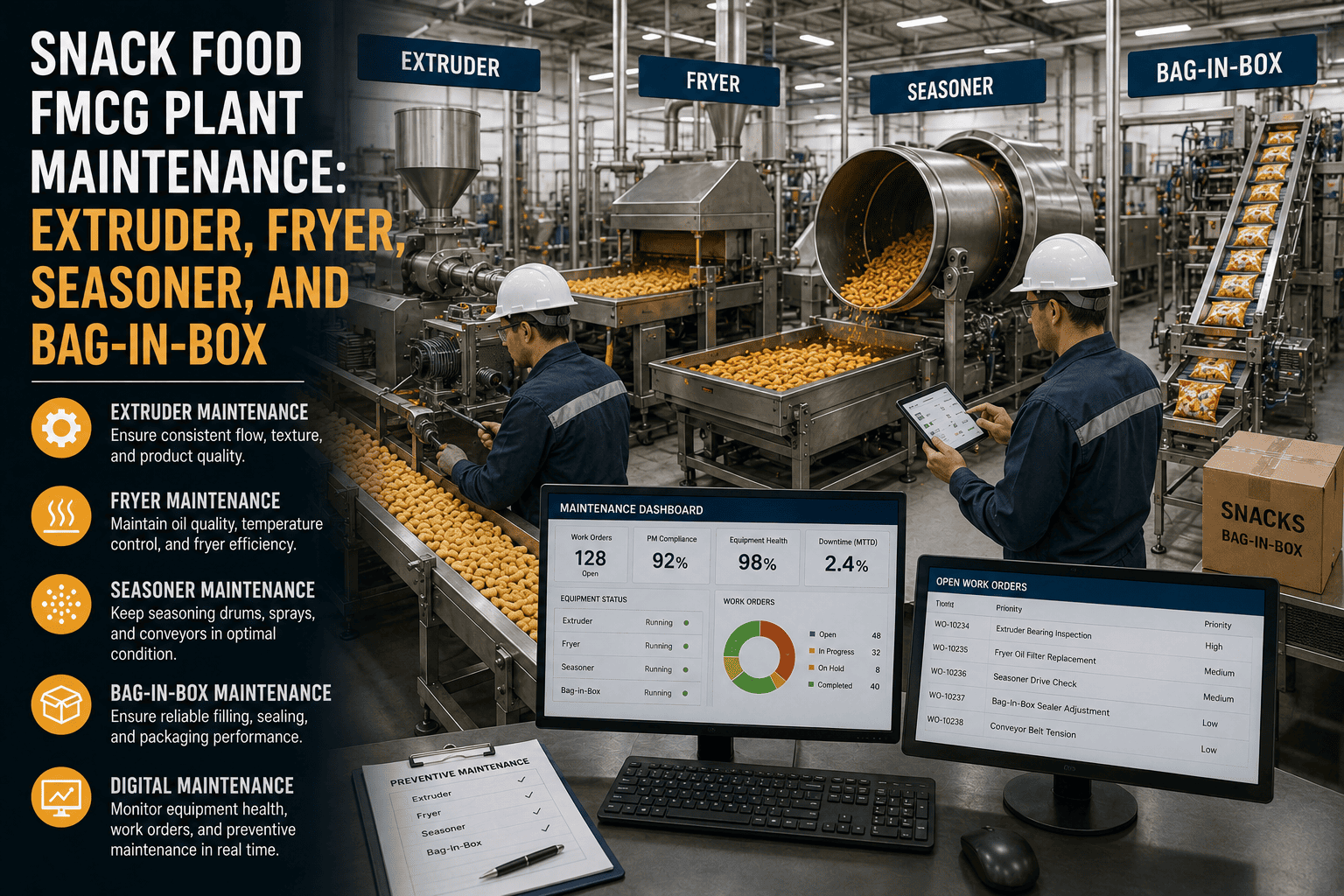
Tunnel ovens, rotary ovens, and snack-fryer ovens treated as multi-zone instrumented systems — with burner diagnostics, conveyor PM, recirculation-fan condition monitoring, and HACCP-aligned temperature records anchored to each zone, across US, European, and Gulf bakery operations.
What Industrial Oven Maintenance Actually Requires
Industrial oven maintenance is the structured set of asset-linked PMs, burner diagnostics, conveyor-belt condition monitoring, recirculation-fan inspections, exhaust-balance verifications, and HACCP-aligned internal-product-temperature records that together hold the baking or roasting profile within spec across every zone. The core asset is the multi-zone tunnel itself, with burners (direct-fired gas, indirect-fired, or electric resistance), recirculation fans for convection delivery, conveyor belts (steel-wire mesh, solid plate, or chain-link) running through every zone, exhaust hoods balancing combustion air, and product-temperature probes at critical control points.
Where most bakery and snack operations lose value is in treating the oven as a single asset rather than five-to-seven zone assets sharing a conveyor. A burner-tuning issue in zone 3 affects product quality differently than a recirculation-fan bearing failure in zone 4 or an exhaust-imbalance event in zone 6 — but generic "oven PM" workflows lump all three into one work order and miss the zone-level root cause. A working program treats each zone as its own asset with its own burner, fan, instrumentation, and HACCP record. Teams that start a free trial can configure their first multi-zone oven asset tree in under an hour.
The Six Oven Sub-Systems That Drive Bakery and Snack Downtime
Across direct-fired, indirect-fired, and electric tunnel ovens paired with rotary, deck, and convection systems, six sub-systems cover the substantial majority of FMCG oven-related downtime. Each needs its own PM cadence and condition-monitoring inputs.
Each sub-system needs its own asset record, PM cadence, and failure history. Request a demo to see Oxmaint's oven module configured against your specific tunnel or rotary installation.
Where Bakery Oven Programs Actually Break Down
Bakery and snack plants do not fail at oven reliability because their teams lack baking experience. They fail because the workflow does not match the multi-zone reality. Four patterns explain almost every batch-scrap event.
Each pattern is a workflow integration gap that a zone-by-zone asset tree closes — start a free trial to see how Oxmaint structures the oven as the multi-zone system it actually is.
How Oxmaint Operationalizes Multi-Zone Oven Maintenance
Oxmaint's oven module treats every zone as a discrete asset with its own burner, fan, temperature control, and CCP probe — while the conveyor and exhaust systems span all zones as plant-level assets. The result is a workflow that finds zone-specific issues before they affect product.
Six gaps closed in one zone-by-zone workflow — request a demo to map the configuration to your specific tunnel oven or rotary installation.
Single-Asset Oven PM vs Oxmaint Zone-Level Workflow
The difference between treating the oven as one asset and treating each zone as its own asset shows up directly in zone variance, batch-scrap rate, and HACCP compliance.
| Operational Dimension | Single-Asset Oven PM | Oxmaint Zone-Level Workflow |
|---|---|---|
| Asset granularity | Whole tunnel as one asset | Per-zone asset with sub-components |
| Burner tuning documentation | Contractor PDF in email | In-app record per burner |
| CCP probe calibration tracking | QA team spreadsheet | Asset record + due-date enforcement |
| Conveyor belt lead-time awareness | Reactive after edge-wear visible | Tension & wear trended weekly |
| Recirculation fan vibration data | Quarterly contractor PDF | Live data into work orders |
| Zone temperature variance detection | Discovered by QA on product | Trended in real time per zone |
| HACCP / BRC audit prep | 3 to 5 business days | Under one hour |
Outcomes Reported by US, European, and Gulf Operators
Results from bakery and snack-production operations across North America, Europe, and the GCC that adopted Oxmaint's zone-level oven workflow within the past 12 to 18 months.
Zone-level oven workflows pay back inside one operational quarter — request a demo to model the recovery profile for your specific tunnel or rotary line.
Frequently Asked Questions
Does Oxmaint support all major industrial oven manufacturers
How does the system handle NFPA 86 and EN 746 combustion-safety requirements
Can we integrate live oven temperature data from our PLC or DCS
Is the workflow compliant with US, EU, and GCC food-safety audit requirements
Stop Treating a 38-Metre Tunnel Oven as One Asset
Oxmaint splits the oven into the multi-zone system it actually is — each burner, each fan, each temperature controller, each CCP probe tracked as a discrete asset. From US FDA HACCP-regulated bakeries to European EHEDG-certified industrial ovens to Gulf snack producers, zone-temperature variance becomes visible before product variance, and audit prep becomes a one-click export instead of a five-day reconstruction.
- Direct-fired · indirect-fired · electric resistance ovens supported
- US FDA HACCP & FSMA · EU BRC/IFS · GCC GSO compliance ready
- Siemens, Rockwell, Beckhoff, Honeywell DCS integration built in