PICKLING LINE · ACID REGENERATION · TANK LINING · 2026
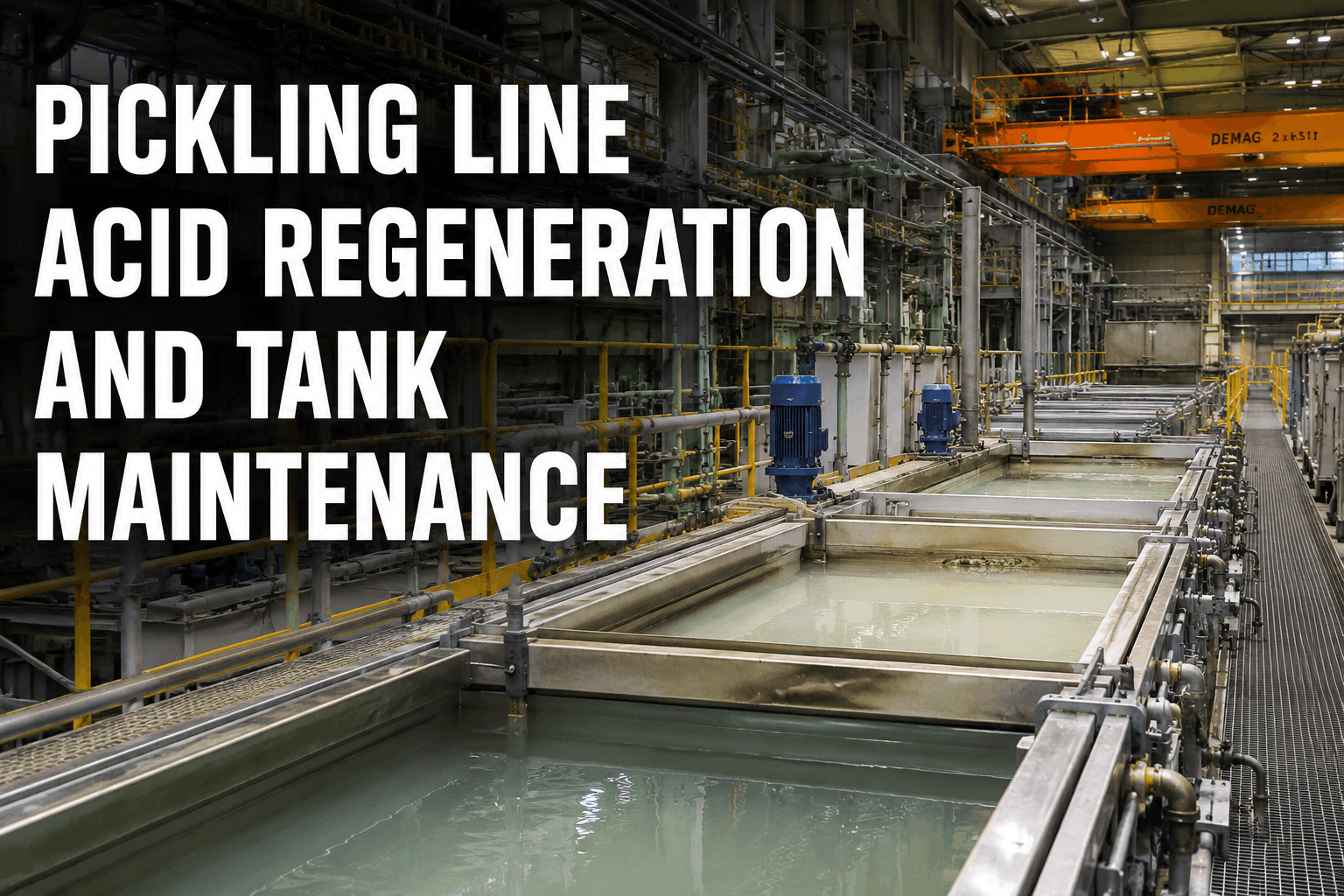
Pickling Line Acid Regeneration and Tank Maintenance
Maintain acid regeneration plants and pickle tanks to ensure surface quality, reduce acid consumption, extend lining life, and comply with environmental regulations — complete guide for pickling line engineers.
35%Acid consumption reduction with structured regeneration plant maintenance and acid control
8-12 yrsAcid brick tank lining life extension with weekly inspection and leak detection
$500KCost of a single tank lining leak — neutralization, fines, lost production, lining repair
50-80°COptimal pickling temperature range — requires precise heater and circulation system maintenance
Live Pickling Line Status — What Your Monitoring Board Should Look Like
Without a CMMS, pickling line condition tracking comes from shift logs, clipboard inspections, and operator memory. A tank lining crack goes undetected until acid leaks through the secondary containment. A fume scrubber pressure drop is discovered when HCl detectors alarm. The live status board below shows what CMMS-integrated pickling line monitoring looks like — every tank's lining condition, acid concentration, fume scrubber performance, and regeneration plant status visible in one view. OxMaint updates pickling line status in real time as inspections are completed and alarms trigger.
Live Pickling Line Condition Board — CMMS-Integrated Monitoring View
Pickling Line Degradation Chain — 6 Stages from Missed Maintenance to Failure
Pickling line degradation rarely starts with a catastrophic event. It begins with missed lining inspection, delayed regeneration plant service, ignored fume scrubber pressure drop, or acid concentration drift. The degradation chain below shows the six stages from inadequate maintenance through to environmental release and production loss. OxMaint's pickling line module interrupts the chain at Stages 2, 3, and 4 — where most pickling lines currently have no automated controls.
1
Missed Lining Inspection
Acid brick cracks go undetected, acid penetrates to steel shell, corrosion begins
Warning
2
Tank Lining Leak
Acid escapes to pit, secondary containment fills, environmental release risk
Pickling line reliability requires six integrated maintenance systems, each addressing a different failure mode. Tank lining inspection prevents acid leaks. Regeneration plant maintenance optimizes HCl recovery. Fume scrubber care ensures environmental compliance. Acid concentration control maintains surface quality. OxMaint's pickling line module addresses all six — with scheduled inspections, condition monitoring, and work order auto-generation.
Acid Regeneration Plant (ARP) — How Structured Maintenance Improves Recovery
The acid regeneration plant is the most complex subsystem in the pickling line. It recovers 99% of HCl from spent pickle liquor, producing iron oxide as a byproduct. Without structured maintenance, burner fouling, reactor scaling, and absorption tower plugging reduce recovery efficiency to 80-85%, increasing acid consumption by 15-20%. The gradient chart below shows the annual saving available by eliminating each ARP efficiency loss through structured CMMS-coordinated maintenance.
Annual Savings by ARP Maintenance Category — Pickling Line (400,000 t/yr)
Burner cleaning & tuning
$280K / yr
Reactor decoking
$210K / yr
Absorption tower cleaning
$160K / yr
Venturi scrubber maintenance
$115K / yr
Acid cooler cleaning
$78K / yr
Pickling Line Tank Lining Maturity — Where Does Your Line Stand?
Pickling line tank lining maturity exists on a spectrum from reactive repairs after leaks to a fully predictive system with weekly inspections, thickness measurement, and leak detection sensors. The scoring framework below lets pickling line engineers assess their current posture — identifying the highest-priority gaps. OxMaint's pickling line module delivers Level 5 maturity by default — automated lining inspection scheduling, leak detection, and work order generation from sensor alerts.
5
Predictive · Sensor-Based
Weekly lining inspections with thermal imaging and ultrasonic thickness. Real-time leak detection sensors in secondary containment. pH and conductivity monitoring on pit sump. Lining life extended beyond design. Zero acid releases.
4
Scheduled · Documented
Lining inspected monthly. Thickness measured quarterly. Leak detection sensors installed. Regular acid concentration and temperature control. Lining life on track for design target. No major leaks in 5+ years.
3
Occasional · Reactive
Lining inspected annually. No thickness measurement. Leaks detected by pit alarms after release. Acid control manual. Lining life likely reduced by 3-5 years. Occasional minor leaks reported.
2
Reactive · High Risk
No formal lining inspection program. Leaks discovered when pit alarms activate. Acid releases occur 1-2 times per year. Environmental fines possible. Lining replacement overdue. Immediate program required.
Technology: Tank Lining Sensors, ARP Monitoring, CMMS Integration
Modern pickling line maintenance is built on three technology layers — tank lining monitoring (leak detection, thickness measurement), acid regeneration plant monitoring (temperature, pressure, composition), and CMMS integration for work order management. OxMaint's pickling line module connects all three layers — generating inspection tasks, receiving sensor data, and triggering work orders when conditions exceed thresholds.
Tank Lining Monitoring
Leak detection accuracy
96%
Thickness measurement
±0.5 mm
Lining life extension
+8-12 yrs
Weekly visual inspections, quarterly ultrasonic thickness measurement, and secondary containment pH sensors detect lining cracks before acid release.
ARP Condition Monitoring
Burner efficiency
92%
Acid recovery rate
98-99%
Acid consumption reduction
−35%
Temperature, pressure, and composition monitoring optimizes burner operation and reactor performance — maximizing HCl recovery and minimizing fresh acid consumption.
Fume Scrubber Performance
Pressure drop tracking
93%
pH control accuracy
±0.2
HCI stack reduction
−85%
Pressure drop, pH, and exhaust monitoring detects scrubber fouling before emissions exceed permit limits — preventing OSHA violations.
"
Our pickling line was consuming 45,000 liters of fresh HCl per week — $1.2M annually. The regeneration plant was only recovering 82% of acid because burner fouling and reactor scaling went undetected for months. After implementing OxMaint's ARP maintenance module, we established weekly burner inspections, monthly reactor decoking, and daily efficiency monitoring. Acid recovery increased to 98%, reducing fresh acid consumption by 32% — $384,000 annual saving. We also detected a developing tank lining crack during a monthly thickness measurement — repaired it during scheduled maintenance instead of after a leak. The lining has now lasted 11 years, 3 years beyond original design life. The pickling line has had zero environmental releases in 4 years.
Pickling Line Manager · 400,000 t/yr Push-Pull Pickling Line, Midwest USA
Reduce Acid Consumption. Extend Lining Life. Ensure Environmental Compliance.
OxMaint's pickling line module tracks tank lining inspections, acid regeneration plant performance, fume scrubber condition, and acid concentration control — with work orders auto-generated from condition thresholds. Free to start.
Implementing CMMS-Coordinated Pickling Line Maintenance — 5 Steps
The fastest way to eliminate pickling line acid waste, environmental risk, and surface quality issues is to give engineers a single shared view of condition monitoring — and that view lives in the CMMS. The five steps below move a pickling line from reactive repairs to fully coordinated predictive maintenance in 30-60 days.
1
Create Asset Register for All Pickling Components
Register pickle tanks, rinse tanks, acid storage, regeneration plant (burner, reactor, absorption tower), fume scrubber, circulation pumps, heaters, acid piping, and waste treatment system with unique IDs.
Integrate pH sensors, conductivity meters, level sensors, pressure transmitters, temperature probes, and gas detectors with OxMaint for real-time condition visibility.
Step 3
4
Set Alarm Thresholds and Work Order Triggers
Define alarms: acid concentration deviation >5%, scrubber pressure drop >25%, lining thickness <50% of new, pH>8 or <6 in pit sump. Auto-create work orders when thresholds exceeded.
Step 4
5
Track Surface Quality and Acid Consumption KPIs
Monitor acid consumption (liters/ton), pickling yield (%), surface quality rejection rate, and regeneration plant efficiency. Use KPI trends to optimize maintenance intervals.
Step 5
Frequently Asked Questions — Pickling Line Acid Regeneration and Tank Maintenance
How often should pickling tank acid brick lining be inspected?
Weekly visual inspection of all accessible lining surfaces. Monthly thickness measurement using ultrasonic equipment at key wear points (tank bottom, acid inlet zone, heating coil area). Quarterly thermal imaging to detect hot spots indicating lining thinning or acid penetration. OxMaint schedules all inspection types at configured intervals — no missed inspections, no undetected cracks. Book a demo to see lining inspection scheduling.
What causes low acid regeneration plant efficiency?
Four primary causes: burner fouling from iron oxide dust (reduces combustion efficiency), reactor scaling (reduces HCl liberation), absorption tower plugging (reduces HCl recovery), and venturi scrubber fouling (increases pressure drop). OxMaint tracks temperature, pressure, and efficiency metrics daily, generating maintenance work orders when any parameter deviates from target — preventing efficiency loss before it impacts acid consumption.
How does OxMaint help with fume scrubber emissions compliance?
OxMaint monitors scrubber pressure drop, recirculation pH, fan current, and stack HCl concentration in real time. Pressure drop increase >25% indicates packing fouling. pH deviation below target range indicates insufficient caustic addition. Automatic work orders created for packing cleaning, caustic pump inspection, or fan bearing replacement. Complete emission monitoring history supports EPA compliance audits and permit renewals.
What acid concentration control prevents over-pickling and under-pickling?
Optimal HCl concentration range: 12-18% for carbon steel pickling. Below 12% causes under-pickling (residual scale on strip). Above 18% causes over-pickling (acid attack on base metal, hydrogen embrittlement). OxMaint tracks daily acid concentration, generates work order for acid addition when below 14% (target), and alerts when above 18% (add water). Temperature must stay at 80-95°C — heater maintenance scheduled automatically based on operating hours.
What is the typical ROI of a structured pickling line maintenance program?
A 400,000 t/yr pickling line typically achieves $1.0M–$2.0M annual savings through: fresh acid reduction ($300K–$600K), extended lining life (deferred reline cost $100K–$200K/year), reduced surface quality rejects ($150K–$300K), avoided environmental fines ($100K–$500K), and lower regeneration plant maintenance ($150K–$400K). OxMaint's pickling line module typically pays for itself in 1-3 months through acid savings alone. Start a free trial to calculate your pickling line's potential savings.
OxMaint's pickling line module tracks tank lining inspections, acid regeneration plant performance, fume scrubber condition, and acid concentration control — with work orders auto-generated from condition thresholds. Free to start.

-for-steel-plant.png)