Conveyor spillage in a cement plant is simultaneously a housekeeping problem, a safety hazard, a belt wear accelerant, and a compliance risk — and it almost always starts with a root cause that a structured inspection would have caught weeks earlier. Belt misalignment at loading zones, worn or missing skirt board seals, degraded belt scrapers with inadequate blade contact, and overloaded chutes are the four causes behind the majority of cement conveyor spillage events. When material builds under a conveyor frame, it buries idlers, creates slip-and-fall hazards, generates dust that violates OSHA and EPA thresholds, and causes carryback that abrades the return belt at the tail pulley. Plants managing conveyor spillage reactively — cleaning up after it accumulates rather than eliminating the source — spend four to six times more on labor and belt repairs than plants running structured weekly inspection programs. OxMaint's mobile CMMS standardizes conveyor spillage inspections across every belt line, captures root cause photos at the point of finding, links cleanup tasks and corrective work orders directly to the source asset, and builds a spillage history that lets reliability engineers identify and eliminate chronic spillage points system-wide. Start your free trial and bring your conveyor spillage program under control today.
Conveyor Maintenance · Inspection Management · OxMaint CMMS
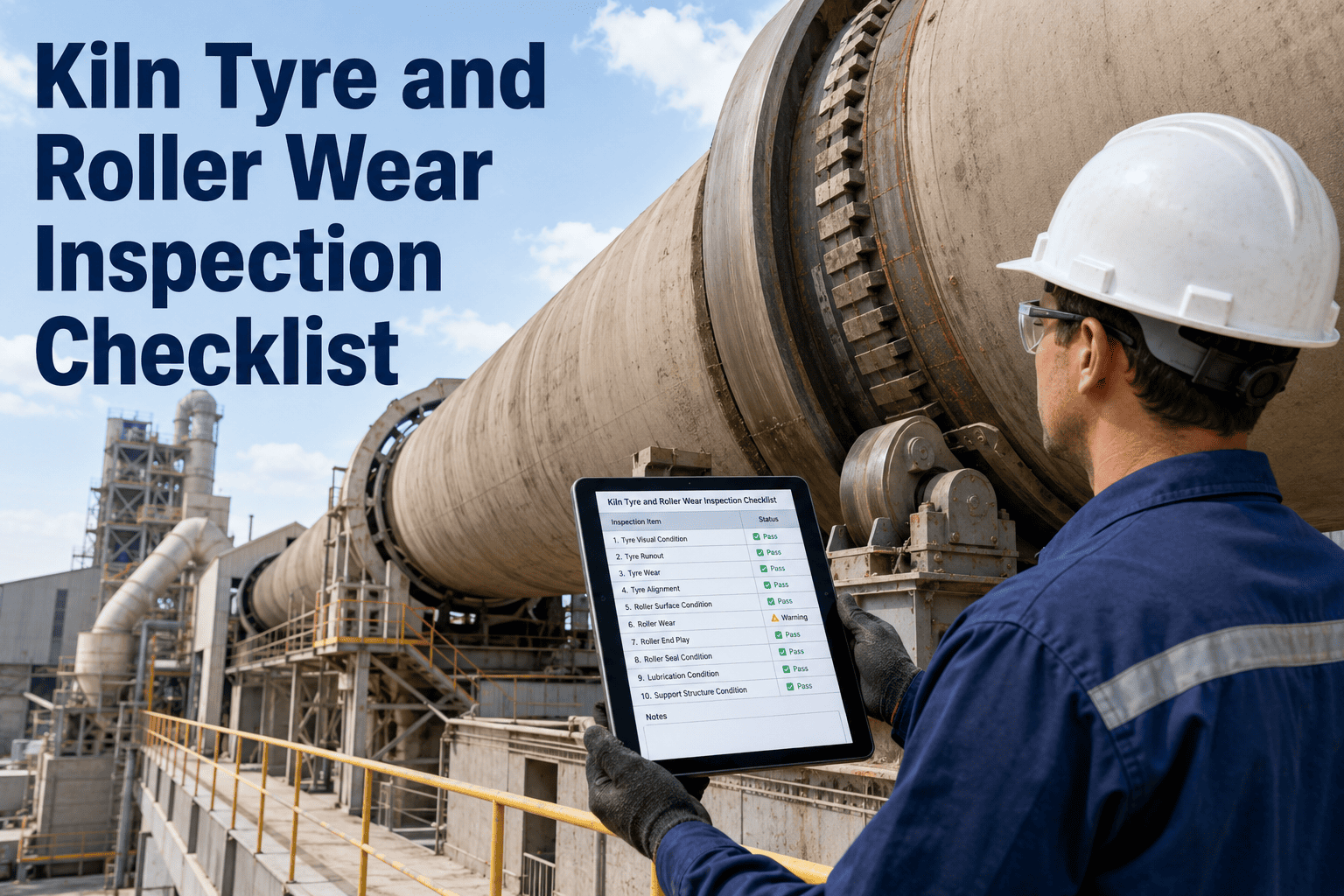
Cement Conveyor Spillage Inspection Checklist
A structured weekly and shift-level inspection program for cement plant conveyor systems — covering spillage sources, belt tracking, scraper condition, skirt seals, chute integrity, and cleanup tracking with full root cause documentation.
Spillage Root Causes
The 4 Primary Causes of Cement Conveyor Spillage — And the Inspection That Catches Each
01
Belt Misalignment at Loading Zones
Material lands off-center on a drifting belt, overflows the skirt area, and builds up on the frame structure below the loading chute. The misalignment usually starts as a 20–30mm drift that is visible during any shift walkdown — but only if the inspector knows to look for it.
Inspection Check:
Belt centerline position at loading zone — measured against guide marks, deviation logged in OxMaint
02
Worn or Missing Skirt Board Seals
Skirt rubber seals at loading zone chutes wear from abrasion and become hard or brittle — creating gaps through which fine material escapes continuously. A worn skirt seal releasing even 50g per minute adds up to hundreds of kilograms per shift underneath the conveyor.
Inspection Check:
Skirt board seal condition — no gaps, hardening, or glazing. Adjusted or replaced when gap exceeds 5mm
03
Inadequate Belt Scraper Blade Contact
Primary and secondary belt scrapers must maintain consistent blade contact across the full belt width to remove carryback. Worn blades or improper tensioning create zones of carryback that coat the return belt, building up on return idlers and dropping material along the entire conveyor return path.
Inspection Check:
Primary and secondary scraper blade contact — full face width confirmed, worn blades replaced, tensioner adjusted
04
Chute Overload and Liner Wear
Transfer chutes handling clinker, raw meal, and crushed limestone experience severe liner erosion at impact zones. When chute liners wear through, the material flow pattern changes — directing feed off-center onto the receiving belt or allowing material to escape through worn areas at the chute walls.
Inspection Check:
Chute liner thickness and impact zone condition — wear measurement, material flow pattern verified, liner life tracked
Full Inspection Checklist
Conveyor Spillage Inspection: Shift & Weekly Checks with OxMaint
Every Shift
Visual Walkdown & Safety Checks
Walk full belt length — note spillage accumulation points, photograph and log in OxMaint with GPS or station tag
Belt tracking at loading zones and tail pulley — deviation from centerline exceeding 50mm flagged immediately
Accumulated material under conveyor frame — quantity estimated, cleanup task raised in CMMS if beyond shift tolerance
Dust emission from transfer points or skirt areas — visible plume noted, root cause identified and work order raised
Return belt carryback — material coating the belt underside checked at tail end, scraper effectiveness assessed
Emergency stops and pull-cord switches — confirmed functional and unobstructed at all stations on route
Weekly
Mechanical Inspection & Measurements
Primary belt scraper blade contact — full face width confirmed, blade wear measured, tensioner position checked
Secondary and tertiary scrapers — blade condition, mounting integrity, and contact angle verified
Skirt board seals at all loading zones — gap check using feeler gauge, hard or brittle rubber replaced
Chute liners at transfer points — wear measurement at impact zone, thickness recorded against campaign baseline in OxMaint
Belt tension — measured and compared to OEM spec; excessive sag between carry idlers indicates under-tension and spillage risk
Idler condition at loading zone — seized or worn idlers contribute to belt sag and misalignment, replaced per condition
Plough blades before tail pulley — contact, wear, and mounting confirmed; damaged ploughs pass carryback to tail box
Spillage tracked. Root cause documented. Work order raised. Automatically.
OxMaint links every spillage finding to a corrective work order, tracks resolution time, and builds a spillage frequency map across your entire conveyor network — so your reliability team can target the chronic spillage points that drive 80% of your cleanup cost.
Conveyor Zones
Cement Plant Conveyor Spillage Inspection Coverage by Material Zone
Raw Material Intake
Crushed limestone feed conveyor to storage
Reclaim conveyor from longitudinal stockpile
Additive (clay, iron ore, gypsum) belt feeders
Proportioning belt to raw mill feed
Kiln Feed Circuit
Raw mill discharge to bucket elevator
Kiln feed silo extraction belt
Preheater feed system — spillage at cones
Kiln feed return belt to raw mill
Clinker Handling
Cooler discharge to clinker breaker conveyor
Clinker transport to storage silo
Clinker reclaim conveyor to cement mill feed
Gypsum and additive feed to cement mill
Cement & Packing
Cement mill discharge to separator and silo feed
Silo extraction belt to packing machine feed
Bulk loading spout and truck loading conveyor
Bag breakage and reject return conveyor
Common Questions
Conveyor Spillage Inspection — What Cement Plants Ask
What is the most common root cause of conveyor spillage in cement plants?
Belt misalignment and worn skirt board seals account for the majority of spillage events in cement plants. Belt drift at loading zones allows material to flow off the belt edge before the skirt system can contain it. Worn or hardened skirt rubber creates gaps that release fine material continuously — often generating the most visible dust complaints and housekeeping burden. Both are detectable on a shift walkdown if the inspector knows what to measure.
Start your free trial to build structured spillage inspection rounds in OxMaint.
How does belt scraper condition affect conveyor spillage along the return path?
When primary and secondary scrapers fail to maintain full contact across the belt width, carryback — material adhering to the belt face — coats the return belt and drops continuously along the full length of the return path. This creates spillage not just at the head pulley but at every return idler, structural cross-member, and tail box along the conveyor. Regular blade contact checks and tensioner inspections prevent carryback-driven spillage more effectively than any cleaning program.
Book a demo to see how OxMaint tracks scraper blade life.
How often should conveyor spillage inspections be completed in a cement plant?
Shift-level visual walkdowns should cover all high-throughput lines carrying raw meal, clinker, and cement. Weekly mechanical inspections covering scraper blade condition, skirt seals, chute liner wear, and belt tension provide the measurement depth needed to plan corrective maintenance before spillage becomes chronic. OxMaint auto-schedules both frequencies and sends mobile reminders to assigned technicians.
Can OxMaint link spillage findings to corrective work orders automatically?
Yes. When a technician flags a spillage finding in OxMaint during a mobile inspection, the system automatically generates a corrective work order linked to the specific conveyor asset and station. The work order includes the defect photo, location tag, and priority level set during the inspection — so maintenance planners receive actionable information without any manual data entry.
Start your free trial to see the auto work order workflow.
How does a CMMS help reduce cement plant dust and housekeeping compliance risk from conveyor spillage?
A CMMS creates an auditable record of every spillage inspection, every finding, and every corrective action — demonstrating to regulators that the plant has an active, structured program for identifying and eliminating dust emission sources. OxMaint's spillage trend reports show frequency by conveyor, by zone, and by root cause category — giving EHS teams the data to target systemic issues and demonstrate continuous improvement to OSHA and EPA auditors.
Conveyor Spillage · Root Cause Tracking · OxMaint CMMS
Find Spillage Sources Before They Become Compliance Findings.
OxMaint standardizes conveyor spillage inspections with mobile checklists, root cause photo capture, automatic corrective work orders, and spillage trend reports by asset and zone — so your team eliminates chronic spillage points instead of cleaning around them every shift.