At 02:14 on a Tuesday morning, a 4,200 TPD cement plant in Southeast Asia lost kiln feed. Stage 4 of the preheater had blocked. By the time the control room operator noticed the differential pressure spike, the coating fall had already compacted at the cyclone cone outlet — and the kiln was going cold. Sixty-one hours and ₹2.3 crore later, the plant was back in production. The blockage had been building for nine days. Every data point needed to detect it was already available in the plant's DCS. Nobody had been watching the right combination of signals. That changed when the plant deployed OxMaint's AI preheater monitoring. In the 14 months since, the plant has had zero unplanned blockage shutdowns. Sign in to OxMaint to connect your preheater DCS data to AI blockage detection and automated CMMS alerts. Book a demo to see OxMaint's preheater monitoring running on live or simulated cyclone stage data for your plant configuration.
The Event That Changed How This Plant Monitors Its Preheater
Day −9
Stage 4 differential pressure begins rising — 3 mbar above AI baseline. Coating buildup begins. No alert generated by existing SCADA thresholds.
→
Day −4
Pressure deviation reaches 11 mbar above baseline. Stage 4 exit temperature drops 8°C. Kiln feed rate slightly erratic. No intervention triggered.
→
Day −1
Pressure excursion reaches 24 mbar above normal. Meal distribution irregular across stages. Final coating accumulation phase begins overnight.
→
02:14 AM
Full blockage. Kiln feed lost. Emergency shutdown initiated. Cold kiln. 61-hour recovery. ₹2.3 crore total cost including production loss, refractory damage, and emergency labour.
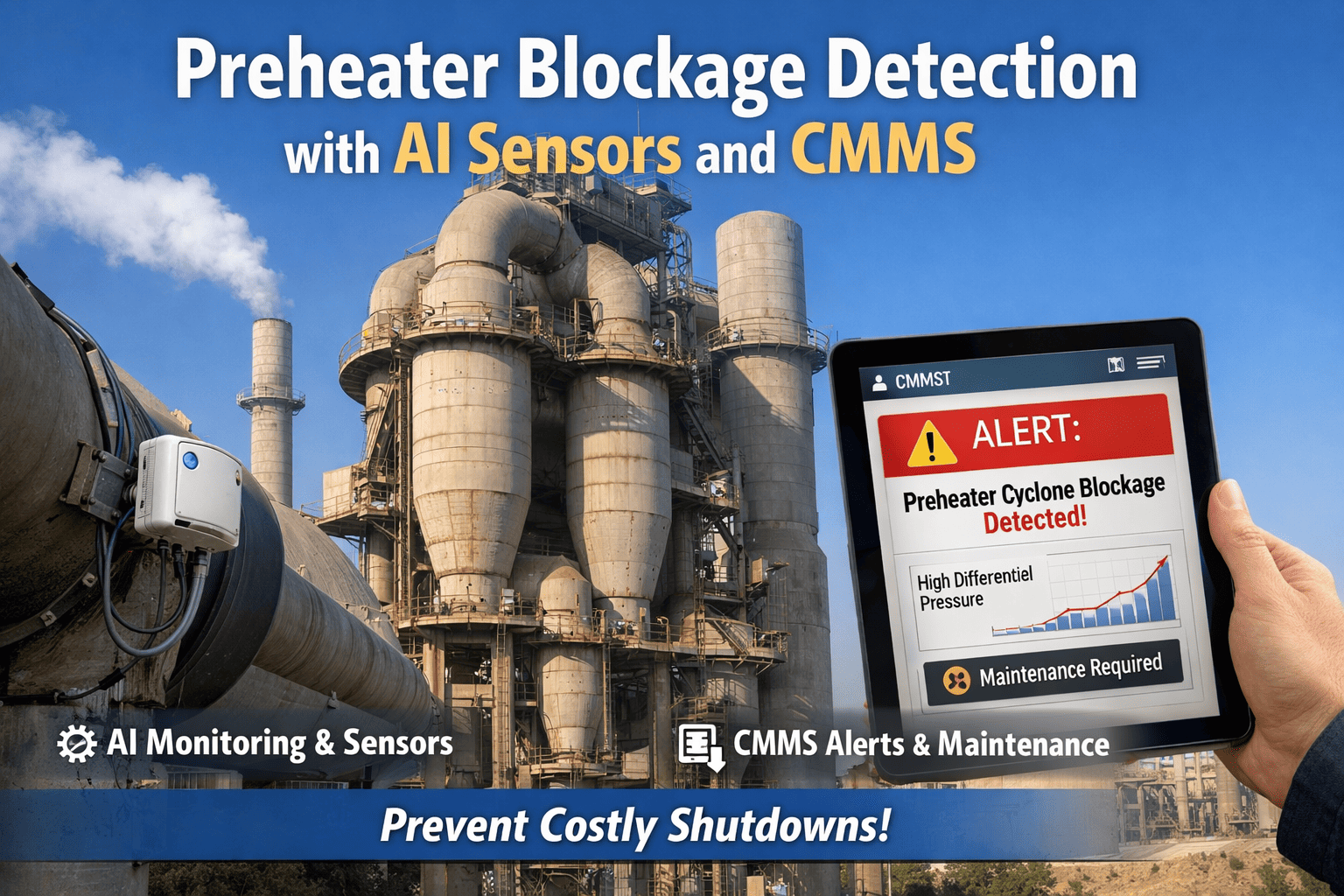
OxMaint · AI Preheater Blockage Detection · CMMS Integration
Every preheater blockage that shuts down your kiln was detectable 5–10 days before it happened. OxMaint's AI reads the differential pressure, temperature, and feed rate signals your DCS already captures — and turns them into CMMS work orders before the blockage forms.
How Preheater Blockages Form — and Why They Are Invisible to Standard SCADA Alarms
Understanding the formation mechanism is essential for understanding why AI detects what SCADA misses. Blockages do not appear suddenly — they build progressively over days through a sequence of measurable process changes.
Why Fixed SCADA Thresholds Miss This Every Time
Standard SCADA blockage alarms are set at absolute pressure thresholds — typically 20–40 mbar above the design operating point. These thresholds were configured at commissioning based on historical averages, not real-time operating conditions. When production rate varies, raw meal moisture changes, or fuel quality shifts, the "normal" differential pressure changes with it. A 15 mbar rise that indicates serious blockage at one production rate may be within normal variance at another. Fixed thresholds cannot distinguish between the two. OxMaint's AI builds a dynamic baseline that adjusts continuously for production rate, feed chemistry, and operating conditions — detecting the 3–5 mbar deviation that signals early-stage coating build-up, not just the 30 mbar spike that signals imminent failure.
The Four Sensor Signals OxMaint AI Correlates for Blockage Detection
No single sensor detects a blockage reliably early enough to act. The detection capability comes from the AI model monitoring all four signals simultaneously and identifying the combination that precedes blockage — before any individual signal crosses a fixed alarm limit.
Primary Signal
Differential Pressure — Per Cyclone Stage
The most direct indicator of coating accumulation. As wall buildup reduces the effective cone outlet area, resistance to gas flow increases and differential pressure across the stage rises above the dynamic baseline. OxMaint monitors the rate of change, not just the absolute value — a 2 mbar/day increase in Stage 4 over 5 consecutive days triggers an alert even when absolute pressure remains within SCADA limits.
Detection lead time: 7–12 days before blockage
Secondary Signal
Cyclone Exit Temperature — Stage-Level Trending
As coating builds on cyclone walls, heat transfer from gas to meal is reduced. The stage exit temperature drops below the AI-predicted value for current production conditions. A 6–10°C sustained deviation below the dynamic thermal model is a reliable secondary confirmation of coating build-up. When temperature deviation and pressure deviation occur together, the blockage probability assessment escalates automatically in OxMaint's alert system.
Detection lead time: 5–9 days before blockage
Supporting Signal
Kiln Feed Rate Variability
A partially blocked cyclone outlet creates irregular meal flow pulses as material accumulates and clears intermittently above the restriction. OxMaint monitors the standard deviation of kiln feed rate per 15-minute window — an increase in feed rate variability above the production-adjusted baseline is a supporting indicator that outlet restriction has begun. This signal is particularly useful for detecting blockages that develop in riser ducts rather than cyclone cones.
Detection lead time: 3–6 days before blockage
Tertiary Signal
Preheater Fan Current Draw
Increased flow resistance from a building blockage requires the preheater exhaust fan to work harder to maintain draft. A progressive rise in ID fan current draw — adjusted for production rate and damper position — is a tertiary indicator that system resistance is increasing above baseline. This signal is particularly valuable as confirmation when the primary and secondary signals are ambiguous, and as an early indicator of riser duct restriction not captured by stage-level pressure sensors.
Detection lead time: 4–8 days before blockage
From Sensor Anomaly to CMMS Work Order: The OxMaint Alert Pipeline
Detecting the anomaly is only the first step. The detection has to reach the right person, with the right context, in time to act. OxMaint's CMMS integration converts a pattern match into a maintenance work order automatically — with no manual data transfer or interpretation required.
01
Continuous Multi-Signal Ingestion
OxMaint ingests differential pressure, temperature, feed rate, and fan current readings from your DCS via OPC-UA every 30–60 seconds. No new sensors required for plants with standard instrumented preheater towers. Existing process data starts feeding the AI model from day one of connection.
02
Dynamic Baseline Computation
The AI model continuously recomputes the expected differential pressure, temperature, and feed variability for every cyclone stage based on current production rate, raw meal moisture, fuel type, and ambient conditions. This dynamic baseline — updated every 15 minutes — is what makes early detection possible where fixed SCADA thresholds fail.
03
Multi-Signal Correlation and Blockage Probability Score
When two or more signals deviate simultaneously from the dynamic baseline in a pattern consistent with coating build-up, OxMaint calculates a blockage probability score for each cyclone stage. The score escalates as deviations persist and worsen. At 65% probability, a low-urgency monitoring alert is logged. At 85%, a CMMS work order is automatically generated.
Sign in to OxMaint to configure blockage probability thresholds for your cyclone stages.
04
Automated CMMS Work Order Generation
OxMaint generates a pre-filled maintenance work order identifying the affected stage, the signal deviations that triggered the alert, the recommended inspection type (visual inspection through access port, cone scraper deployment, air cannon activation, or full inspection during shutdown), and the urgency classification. The work order is routed to the assigned maintenance planner for scheduling.
Book a demo to see a live CMMS work order generated from a preheater blockage alert.
05
Outcome Recording and Model Feedback
After the inspection or cleaning intervention, the technician records the finding — coating thickness observed, stage condition, action taken — in the OxMaint CMMS. This outcome data is fed back into the AI model, improving the accuracy of future blockage probability scoring and refining the detection sensitivity specifically for your plant's alkali-sulfur-chloride chemistry and production patterns.
Case Study Results: Before and After OxMaint Preheater Monitoring
The 4,200 TPD plant from the opening case — 14 months of documented operational data before and after OxMaint deployment, measured at the plant controller level.
Before OxMaint
4–6
Unplanned blockage shutdowns per year
↓
0
After 14 months with OxMaint
Before OxMaint
₹2.3 Cr
Average cost per blockage event (production loss + clearing + refractory)
↓
₹18L
Average planned cleaning cost per event
Before OxMaint
8–36 hrs
Kiln downtime per blockage event
↓
4 hrs
Planned inspection window — production maintained
Before OxMaint
0 days
Average advance warning before blockage
↑
7.3 days
Average alert lead time in first 14 months
₹8.4 Cr
Documented annual savings across avoided blockage events, planned cleaning vs emergency clearing cost differential, and fuel efficiency improvement from cleaner cyclone stages. OxMaint platform cost recovered in the first prevented blockage event.
Traditional SCADA Threshold Alarms vs OxMaint AI Detection — What Each Can See
| Detection Capability |
Standard SCADA Alarms |
OxMaint AI Detection |
| Detection mechanism |
Fixed absolute threshold — triggers only after serious deviation |
Dynamic baseline — detects rate-of-change deviations as small as 2 mbar |
| Multi-signal correlation |
Single-sensor alarms — each parameter monitored independently |
4 signals correlated simultaneously — pattern-based detection |
| Production-rate adjustment |
Static limits regardless of current feed rate or fuel conditions |
Baseline recomputed every 15 minutes for current operating conditions |
| Average detection lead time |
Minutes before shutdown — too late for planned intervention |
7–12 days before blockage — full planning window available |
| CMMS integration |
Manual — operator records alarm, maintenance informed by phone |
Automated — work order generated, routed, and tracked in CMMS |
| Stage-specific identification |
Tower-level alarm — stage source requires manual investigation |
Stage-specific blockage score — technician knows exactly where to inspect |
| Model learning over time |
Static — alarm limits unchanged unless manually reconfigured |
Continuous — accuracy improves with each recorded inspection outcome |
Scroll right to compare on mobile
Frequently Asked Questions — AI Preheater Blockage Detection with OxMaint CMMS
OxMaint · Cement Plant · AI Preheater Blockage Detection · CMMS Alert Automation
Every blockage that has ever shut down your preheater was detectable 7–10 days before it happened. The signals were in your DCS. OxMaint reads them, correlates them, and generates the work order — before the coating falls.
Dynamic differential pressure baseline. Multi-signal blockage probability scoring. Stage-specific alert identification. Automated CMMS work order generation. Outcome-driven model improvement. Zero new sensors required for most plants.