Alternative fuel co-processing is one of the most powerful cost-reduction levers available to cement plants today — RDF replacing 30% of coal in a kiln delivers significant fuel savings and gate fee revenue, while TDF and biomass feeding systems expand fuel flexibility across market cycles. But the maintenance reality of AFR systems is substantially more demanding than conventional coal feeding: shredder blades dull 3–5x faster on heterogeneous waste streams, dosing screws wear unpredictably with fuel moisture variation, fire suppression systems in RDF storage areas require documented inspection intervals that cannot be missed without permit violation consequences, and fuel quality fluctuations force more frequent burner and combustion system adjustments than coal baselines ever required. A CMMS that tracks throughput-triggered shredder PM, documents fire suppression inspection records, and links fuel quality deviations to feeding rate and emissions monitoring records is not optional for a plant running more than 15% alternative fuel substitution — it is the operational backbone that keeps co-processing profitable and compliant. Sign up free on OxMaint to build your AFR maintenance program with throughput-triggered work orders, compliance documentation, and permit records built for the complexity of alternative fuel operations.
Alternative Fuel Co-Processing
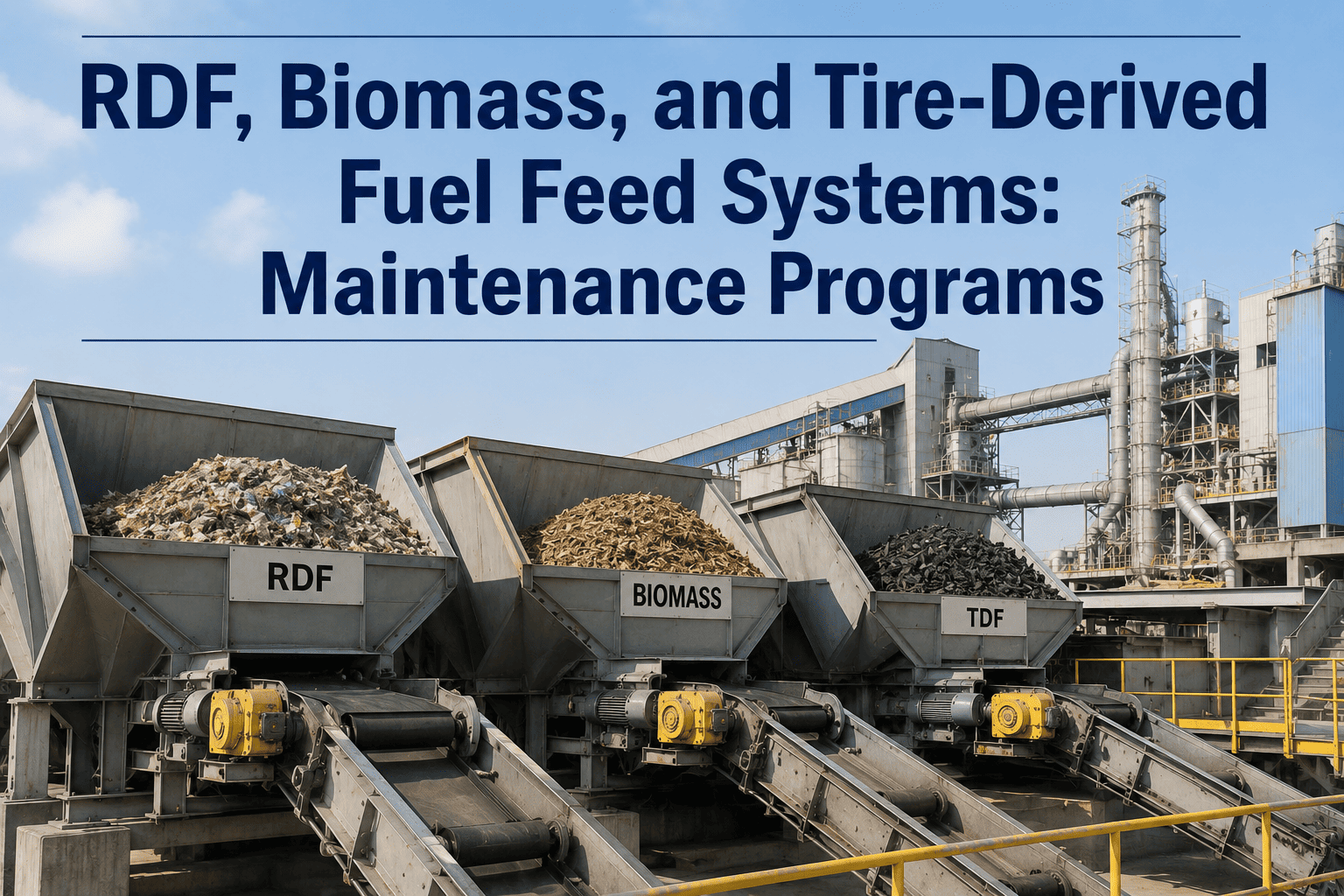
RDF, Biomass, and TDF Feed Systems: The Maintenance Program That Makes Co-Processing Profitable
AFR systems wear faster, carry higher safety obligations, and require tighter compliance documentation than coal. Generic CMMS setups miss all three. OxMaint builds maintenance programs specifically for AFR realities.
3–5x
Faster Shredder Blade Wear vs Coal Feeding Systems
30%
Maximum Coal Substitution Rate Achievable with RDF at Optimal Calorific Value
Zero
Tolerance for Missed Fire Suppression Inspection Intervals Under EPA and EU Permit Conditions
AFR Feed System Assets: Four Sub-Systems, Each With Different Failure Patterns
Alternative fuel handling is not one system — it is four distinct sub-systems stacked in series, each with its own wear profile, safety obligation, and compliance requirement. A maintenance program that treats AFR as a single asset misses the failure modes that cause the most expensive production disruptions and the compliance gaps that put environmental permits at risk. Talk to an OxMaint cement specialist about structuring your AFR asset hierarchy for all four sub-systems.
01
Receiving and Pre-Processing
Tipping halls, bunkers, grab cranes, and primary conveyors receive incoming RDF, biomass, and TDF fuel loads. Fire detection systems, negative-pressure ventilation, and odor control equipment in this zone carry documented inspection obligations that are conditions of the plant's environmental operating permit. Missing an inspection interval can trigger permit review regardless of actual equipment status.
Key Assets: Grab crane — conveyor drive — fire detector — negative pressure fan — odor control system
02
Shredding and Size Reduction
Single-shaft and twin-shaft shredders process RDF to the 50mm x 50mm target particle size required for stable calciner combustion. Blade wear rates depend heavily on incoming material composition — metal contamination from inadequately sorted MSW can destroy a blade set in a fraction of normal service life. Throughput-based PM triggers prevent over-running worn blades while avoiding unnecessary early replacement.
Key Assets: Primary shredder — secondary shredder — magnetic separator — screen deck — rotor bearings
03
Dosing and Feed System
Gravimetric dosing screws, rotary locks, belt weighers, and pneumatic injection systems control fuel delivery to the calciner or kiln. Dosing accuracy tracked per shift — deviations from target feed rate indicate screw wear, moisture-induced blockage, or calibration drift in the weigher. Each deviation must generate a calibration or inspection work order to maintain combustion performance and emissions compliance records.
Key Assets: Dosing screw — rotary lock — belt weigher — pneumatic injection lance — calibration sensors
04
Combustion and Emissions Monitoring
AFR burner lances, tertiary air duct modifications, and CEMS continuous emissions monitoring equipment form the compliance-critical back end of every AFR feed system. Burner tip wear from alternative fuel particle impact requires more frequent inspection than coal burners. CEMS calibration cycles are non-negotiable permit conditions — a missed calibration window generates a compliance record regardless of actual emissions.
Key Assets: AFR burner lance — CEMS analyzer — NOx and SO2 monitors — chloride detector — stack sampler
The Shredder Blade Wear Problem — Why Throughput-Based PM Is Non-Negotiable
Calendar-Based PM Failure
Scheduling blade inspections every 30 days regardless of throughput leads to over-maintenance in low-volume periods and catastrophic under-maintenance during high-throughput campaigns. A month processing 8,000 tonnes of heterogeneous RDF destroys blades at 4x the rate of a month processing 2,000 tonnes of biomass. Calendar PM misses this entirely.
Outcome: Blade failure mid-production, emergency stoppage
Throughput-Triggered PM with OxMaint
OxMaint links shredder blade PM triggers to the process historian or DCS feed — generating an inspection work order every N tonnes of processed material rather than every N days. The trigger threshold is configurable per fuel type: tighter intervals for RDF, wider for biomass. Blade wear measurements at each inspection update the remaining life projection for the next interval.
Outcome: Blade replacement during planned window, zero unplanned stops
Moisture and Composition Monitoring
Calorific value sensors, moisture analyzers, and chlorine detectors at the receiving point generate fuel quality records per batch. When fuel quality deviates beyond defined thresholds, OxMaint automatically adjusts the dosing feed rate recommendation and generates a review work order for the combustion engineer — preventing the kiln chemistry disruptions that downstream maintenance teams spend weeks recovering from.
Outcome: Combustion stability maintained through fuel quality variation
Compliance Records Your AFR Program Must Produce — by Regulation
| Regulatory Area |
Applicable Standard |
Required Documentation |
OxMaint Tracking |
| Fire Suppression — RDF Storage |
NFPA 13 + EPA permit conditions |
Monthly inspection records, discharge test logs, system activation records |
Calendar-triggered inspection work orders with mandatory sign-off |
| CEMS Calibration — Combustion Emissions |
40 CFR Part 75 / EU IED Article 57 |
Daily zero/span calibration logs, quarterly RATA, annual accuracy certification |
Auto-generated calibration work orders, QA/QC record archive |
| Co-Processing Permit Conditions |
EPA HWC Rule / EU WFD Article 19 |
Fuel batch records, calorific value logs, chloride and heavy metal sampling |
Fuel quality record per batch linked to combustion performance log |
| Explosion Venting Panels |
NFPA 68 — Deflagration Venting |
Annual inspection with membrane integrity check, vent area verification |
Asset-linked annual inspection with photographic documentation |
| Dust Filter Systems — AFR Conveyors |
NESHAP Subpart LLL |
Pressure drop monitoring logs, filter bag inspection records, cleaning cycle records |
DP trending with automated alert and cleaning work order generation |
AFR Co-Processing Is Complex. Your CMMS Should Match That Complexity.
OxMaint builds AFR maintenance programs that track shredder throughput, schedule dosing system calibration, document fire suppression inspection, and archive CEMS and environmental permit compliance records — all from the same platform your maintenance team uses for general plant PM. Stop running your alternative fuel program on a separate spreadsheet.
Frequently Asked Questions
How does OxMaint set throughput-based PM triggers for shredder blade replacement?
OxMaint connects to your process historian or DCS via OPC-UA or MQTT to receive a running throughput counter for each shredder. When the counter reaches the configured tonnes-per-inspection threshold — set per fuel type and per machine — a blade wear inspection work order is auto-generated. Wear measurements from each inspection update the per-tonne wear rate, which OxMaint uses to refine the next replacement projection.
Sign up free to configure your shredder PM triggers.
Can OxMaint generate the compliance documentation required by EPA co-processing permit conditions?
Yes. OxMaint archives fuel batch quality records, CEMS calibration logs, fire suppression inspection records, and explosion venting panel inspection records in a searchable, date-stamped archive exportable in PDF or Excel. Compliance record sets can be generated per permit condition, per date range, or per regulatory standard — formatted to support both scheduled annual permit audits and unannounced regulatory inspections.
Book a demo to see compliance report generation.
What happens in OxMaint when a fuel quality batch fails the chloride threshold for co-processing?
When a fuel batch quality reading exceeds the configured chloride or heavy metal threshold, OxMaint generates a non-conformance record linked to the batch, sends an alert to the responsible engineer, and temporarily suspends the dosing feed rate recommendation for that fuel type. The batch is quarantined in the fuel quality log until a review work order is closed by an authorized user — creating a complete audit trail of the exceedance and the response action taken.
Does OxMaint support multi-fuel configurations where RDF, biomass, and TDF are fed simultaneously to different injection points?
Yes. OxMaint builds separate asset hierarchies for each fuel type and injection point — calciner mid-pipe, kiln main burner, and tertiary air duct injection positions each carry their own PM schedules, wear tracking records, and compliance documentation threads. Fuel-specific throughput counters trigger PM independently per feed system, regardless of how many fuel types are active simultaneously.
Sign up free to configure your multi-fuel hierarchy.
How long does it take to configure OxMaint for a plant transitioning from 5% to 30% AFR substitution?
An AFR system expansion configuration in OxMaint — adding new asset hierarchies, configuring throughput-based PM triggers, setting compliance document templates, and onboarding maintenance and environmental teams — is typically completed in 3–4 weeks. Most plants begin generating AFR-specific work orders and compliance records within the first week of go-live.
Book a demo to review your site's configuration timeline.
Make Alternative Fuel Co-Processing a Competitive Advantage — Not a Maintenance Liability
From shredder blade tracking to CEMS calibration records to fire suppression compliance documentation — OxMaint gives cement AFR teams the structured maintenance and compliance platform that makes high-substitution-rate operation sustainable, auditable, and profitable. Every work order. Every permit record. Every fuel quality log. In one place.