Supplementary cementitious materials (SCMs) — fly ash, ground granulated blast-furnace slag (GGBS), silica fume, calcined clay, and limestone calcined clay cement (LC3) — have transformed from sustainability add-ons into core production inputs at progressive cement plants. Used in 60% of modern concrete mixtures and capable of reducing the clinker-to-cement ratio from 0.78 to below 0.50, SCMs are the fastest near-term lever for hitting GCCA 2030 decarbonisation targets. But their value is only realised when handling, dosing, and quality control systems operate consistently — something that is harder than it sounds, because fly ash, slag, and silica fume have fundamentally different bulk densities, moisture sensitivities, reactivity profiles, and feed rate requirements. A weigh feeder calibrated for clinker will mis-dose slag. A storage silo sized for fly ash will pack and bridge with silica fume. Quality failures in high-SCM blended cements often trace back not to the SCM itself, but to feed equipment drift, storage contamination, or inadequate incoming material testing. The physical condition of grinding mills, weigh feeders, and blending silos directly impacts SCM consistency, and all of this equipment requires dedicated maintenance programmes separate from your core kiln and grinding circuits. OxMaint's CMMS platform helps cement teams manage SCM-specific equipment PM schedules, incoming quality records, and feed calibration logs in one connected system.
Cement · SCM · Quality Control · CMMS
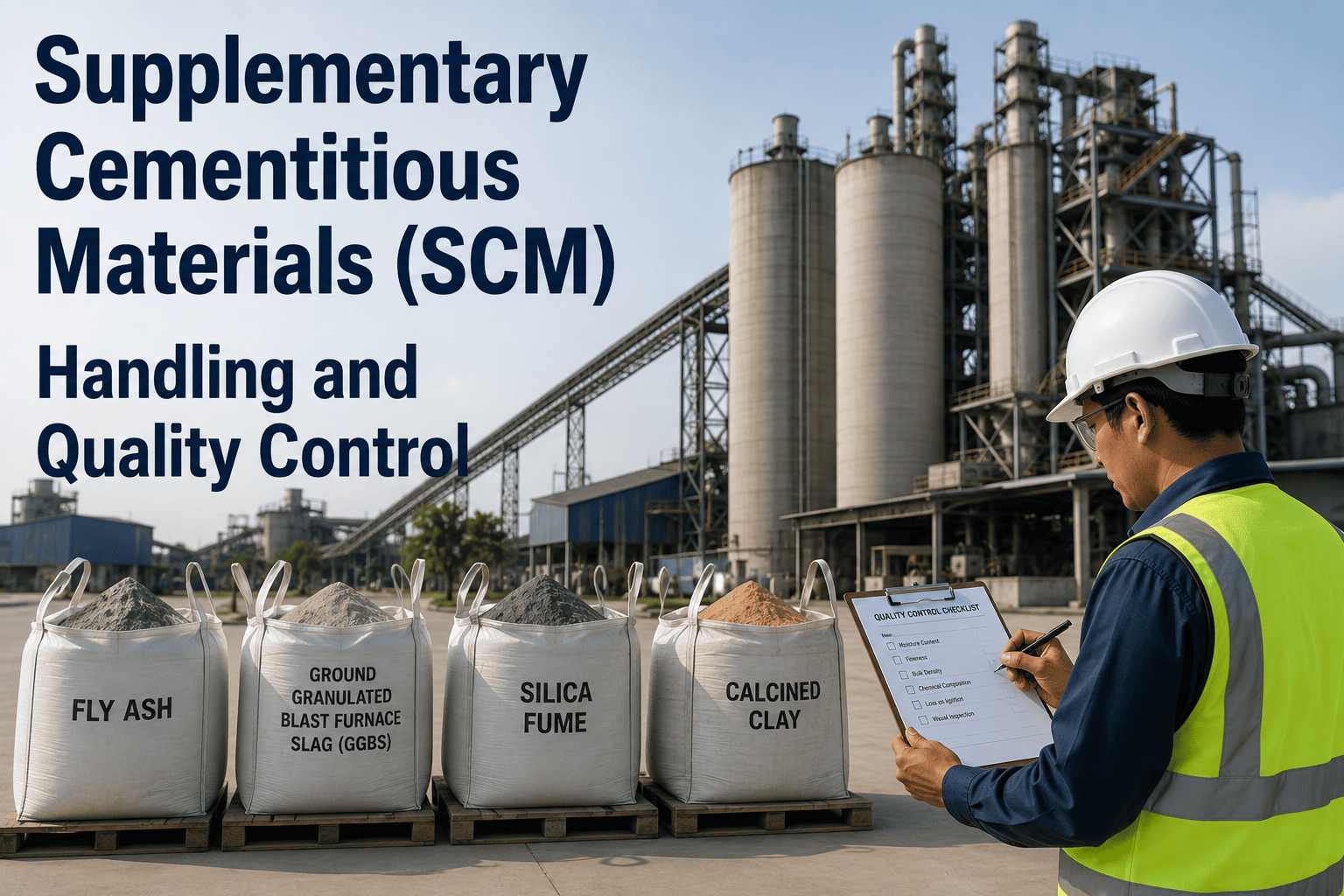
Supplementary Cementitious Materials (SCM) Handling and Quality Control
Fly Ash · Slag · LC3 · Silica Fume · Feed Systems · CMMS-Tracked QC Records
The Four Primary SCMs: Properties That Drive Handling Requirements
Fly Ash (Class F)
Pozzolanic
Clinker Replace20–35%
Bulk Density700–900 kg/m³
Moisture RiskModerate — caking in damp conditions
Key QC TestLoss on ignition, fineness (ASTM C618)
Strength Dev.Slow — matches OPC by 28 days
GGBS (Slag Cement)
Latent Hydraulic
Clinker Replace30–70%
Bulk Density1,000–1,200 kg/m³
Moisture RiskLow — not sensitive if properly stored
Key QC TestHydraulic activity index, glass content (ASTM C989)
Strength Dev.Moderate — requires alkaline activation from clinker
Silica Fume
Highly Reactive
Clinker Replace5–15% (high performance)
Bulk Density200–350 kg/m³ (undensified)
Moisture RiskHigh — very high surface area absorbs moisture
Key QC TestSiO2 content, BET surface area (ASTM C1240)
Strength Dev.Fast — significantly increases strength and reduces permeability
LC3 (Calcined Clay)
Synergistic Blend
Clinker ReplaceUp to 50%
Bulk Density700–900 kg/m³ (calcined)
Moisture RiskModerate — clay reactivity sensitive to calcination quality
Key QC TestKaolinite content, reactivity index, loss on ignition
Strength Dev.Good — matches OPC early strength through synergistic reaction
Handling System Requirements: Where Quality Failures Begin
1
Incoming Receipt and Sampling
Every SCM delivery requires a representative sample tested against the batch certificate before unloading. Fly ash loss on ignition, slag glass content, and calcined clay kaolinite reactivity all vary batch-to-batch from supply sources. Rejecting a non-conforming delivery costs less than discovering the quality issue after blending and dispatch. Incoming test records must be time-stamped and linked to the delivery in the CMMS.
2
Dedicated Storage Silos
SCMs must be stored separately from each other and from clinker. Cross-contamination between fly ash and slag, or between different fly ash classes, produces blends with unpredictable hydraulic activity. Silica fume in particular requires sealed, humidity-controlled silos due to its ultra-fine particle size. Silo aeration systems and level sensors need regular inspection intervals — bridging and rat-holing are common failure modes that cause dosing accuracy loss without triggering an obvious alarm.
3
Weigh Feeder Calibration
Weigh feeders handling materials with bulk densities ranging from 200 kg/m³ (silica fume) to 1,200 kg/m³ (dense slag) require calibration against the actual material being fed — not a generic setting. A weigh feeder drifting by just 2% on a 30% slag blend produces a product that is outside specification without triggering a process alarm. Monthly calibration checks with actual material, logged against specification limits, are the minimum required standard.
4
Grinding Mill Adjustment for SCMs
Slag is significantly harder than clinker — its Bond Work Index is 30–40% higher — meaning finish mills grinding high-slag blends consume more energy and experience higher wear rates on grinding media and liner plates. Mills switching from OPC to slag-blended cement production must have adjusted PM intervals for grinding media top-up, liner inspection, and separator blade condition checks. Without this adjustment, grindability assumptions built into the original PM schedule will lead to under-maintained equipment.
Every SCM Feed Record, QC Test, and Calibration Log in One Place
OxMaint tracks incoming SCM quality records, weigh feeder calibration histories, silo inspection results, and grinding mill PM schedules together — giving you the complete audit trail from delivery to dispatch.
Quality Control Test Matrix: What to Measure and When
| SCM Type |
Incoming Test |
In-Process Test |
Finished Product Test |
CMMS Frequency |
| Fly Ash (Class F) |
LOI, fineness, water demand |
Feed rate accuracy, silo level |
Compressive strength at 28d, consistence |
Per delivery + daily in-process |
| GGBS |
Hydraulic activity index, glass content, fineness |
Feed rate, moisture of stored material |
28d and 90d strength development, setting time |
Per delivery + daily in-process |
| Silica Fume |
SiO2 content, surface area, moisture content |
Dosing accuracy, silo humidity alarm check |
Compressive strength, permeability test |
Per delivery + twice-daily in-process |
| Calcined Clay (LC3) |
Kaolinite content, reactivity index, LOI |
Feed blend ratio, calcination temperature log |
Early strength (1d, 3d), 28d, chloride resistance |
Per delivery + daily in-process |
Reducing SCM Clinker Factor: Impacts on Product Performance
Early Strength Challenge
Most SCMs — fly ash and slag — rely on pozzolanic reactions triggered by clinker hydration products. Concrete with high SCM content typically shows lower compressive strength at 1–7 days compared to OPC. This is normal behaviour, not a defect — but it requires that customers and specifiers understand and accept extended curing protocols. LC3 is an exception, often matching OPC early strength through synergistic carboaluminate reactions.
Durability Benefits
SCMs significantly reduce concrete permeability over time, improving resistance to chloride ingress, sulfate attack, and alkali-silica reaction. By 90 days, high-SCM blends typically match or exceed OPC compressive strength while offering substantially better durability — making them better suited to infrastructure applications than the 28-day strength data alone suggests.
Variability Risk
Fly ash LOI and slag glass content vary between supply sources and even between deliveries from the same source. Quality failures in high-SCM blends are often traced to incoming material variability rather than process errors. Systematic incoming testing with CMMS-logged batch records makes it possible to identify which deliveries contributed to quality deviations after the fact.
Frequently Asked Questions
What is the highest clinker replacement level achievable with SCMs?
LC3 — limestone calcined clay cement — enables clinker replacement up to 50% using the synergistic reaction between calcined kaolinite clay, limestone, and clinker. Slag cement blends can replace 30–70% depending on product specification. Fly ash typically allows 20–35% replacement in standard blended cements.
Tracking each blend's feed ratio in OxMaint ensures production stays within specification as clinker factor is reduced.
Why does weigh feeder calibration matter more in SCM blending than conventional cement?
SCMs have bulk densities ranging from 200 kg/m³ for undensified silica fume to over 1,200 kg/m³ for dense slag — a 6x range. A feeder calibrated for clinker will systematically mis-dose any SCM unless recalibrated for that specific material. Even small feed rate errors produce products outside specification, which only becomes apparent at 28-day strength testing after dispatch.
What are the main quality control tests for supplementary cementitious materials?
Fly ash requires loss on ignition (LOI), fineness, and water demand testing per ASTM C618. Slag cement must meet hydraulic activity index and glass content requirements per ASTM C989. Silica fume requires SiO2 content and BET surface area testing per ASTM C1240. Calcined clay for LC3 requires kaolinite content and reactivity index tests. Incoming quality records should be logged against delivery batches in
a CMMS to enable traceability.
How do SCMs affect finish mill maintenance requirements?
Slag has a Bond Work Index 30–40% higher than clinker, meaning mills producing high-slag blends consume more energy and wear grinding media and liner plates faster. PM intervals for grinding media top-up, liner condition, and separator efficiency must be adjusted when switching from OPC to slag-blended production — otherwise the mill will be under-maintained relative to actual wear rates.
Why do SCM quality failures often trace back to storage rather than production?
Silo bridging, aeration system failure, and moisture ingress can significantly alter the flowability and reactivity of stored SCMs before they even reach the feed system. Regular silo inspection, aeration pad condition checks, and humidity monitoring prevent storage-related quality deterioration. These inspections are often missed when maintenance schedules are not set up specifically for SCM storage systems.
OxMaint for Cement SCM Operations
Track SCM Quality, Feed Accuracy, and Equipment PM in One Connected System
From incoming batch quality certificates to weigh feeder calibration records and finish mill wear tracking — OxMaint gives your team the complete maintenance and QC audit trail for every supplementary cementitious material in your blending operation.