A chocolate bar that ships three shades darker than the reference sample, a yogurt lid printed in a colour that makes the fruit image look bruised, a premium skincare serum in a bottle that looks nothing like the hero image on the brand's website — these are not minor aesthetic problems. In FMCG manufacturing, colour consistency failures destroy consumer trust, trigger retailer chargebacks, and activate regulatory review for products where colour indicates ingredient concentration or product integrity. The irony is that most colour failures are not ingredient failures — they are measurement and monitoring failures: the right product, made wrong, that nobody caught until it was on the shelf. Start a free trial of Oxmaint and connect your colour measurement data to a structured quality maintenance programme — or book a demo to see how FMCG quality teams use Oxmaint to manage colour consistency at production scale.
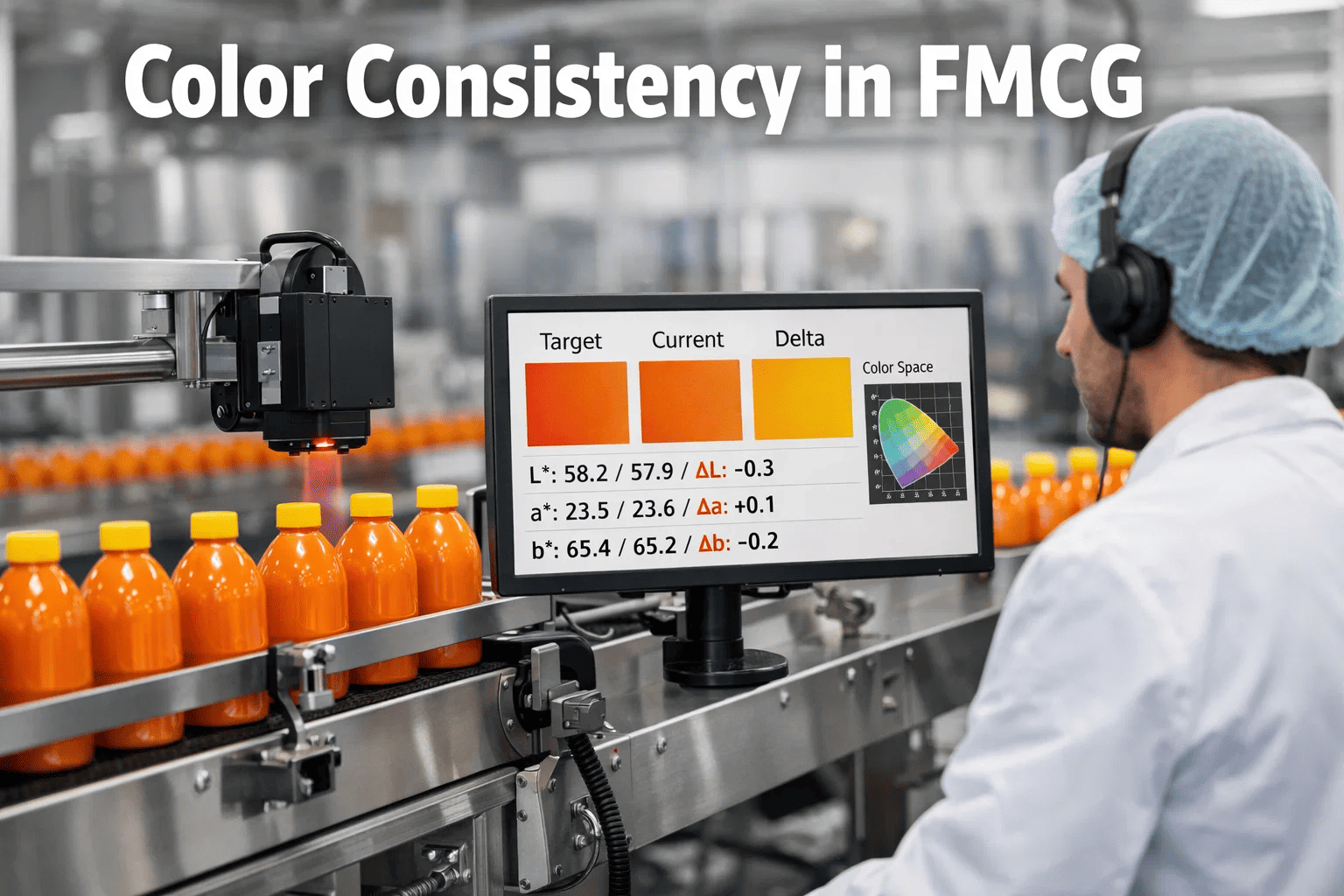
Colour Consistency in FMCG: Measurement, Delta E, and Quality Control That Protects Your Brand
How FMCG manufacturers use colorimetry, spectrophotometers, Delta E monitoring, and CMMS-linked quality programmes to maintain brand colour standards across every SKU, every batch, and every production line.
What Colour Consistency Actually Means in FMCG Production
Colour consistency means that every unit of a product — across every production batch, every production line, and every manufacturing site — falls within a defined and measurable tolerance of the brand's colour standard. It is not a subjective visual assessment. It is a quantitative measurement expressed in CIE L*a*b* colour space, with deviations quantified as Delta E (DE) values. A Delta E of 1.0 represents the threshold of human visual perception under standard D65 illuminant conditions. Premium FMCG brands target Delta E below 1.0 on finished product. Most mid-market brands set tolerances of Delta E 2.0–3.0. Above Delta E 5.0, colour variation is obvious to untrained consumer eyes — and at that point, product is typically rejected before shipment. The measurement instrument that drives this programme is the spectrophotometer — which measures reflectance values across the visible light spectrum and calculates L*a*b* coordinates with laboratory-grade accuracy at production line speed. Start a free trial of Oxmaint to connect your spectrophotometer data to structured quality work orders — or book a demo to see how colour quality programmes are managed in Oxmaint.
Four Layers of Colour Measurement in FMCG Quality Control
The standard three-dimensional model for quantifying colour: L* (lightness 0–100), a* (red-green axis), b* (yellow-blue axis). Every colour in the visible spectrum maps to a precise L*a*b* coordinate. Your master standard is a fixed L*a*b* value. Every measurement is compared against it. No subjectivity, no illumination dependence, no human variation.
Delta E is the Euclidean distance between your master standard and the measured sample in L*a*b* space. DE 2000 (CIEDE2000) is the current industry formula, weighted for human perceptual sensitivity by hue region. Your quality standard specifies acceptable DE ranges: pass, caution, reject. Automated systems flag any measurement outside tolerance immediately.
Sphere geometry spectrophotometers measure diffuse reflectance across 400–700nm at 10nm intervals, eliminating surface gloss effects. Inline production models measure at 1,200+ samples per minute. Benchtop models validate against reference standards. Both require calibration against certified white and black standards on defined intervals — typically every 4 hours in production and at session start on lab instruments.
Physical colour standards (ceramic tiles or printed chips) must be stored under controlled conditions — 18–24°C, 40–60% RH, away from UV light. Standards degrade over time and require re-certification every 6–12 months against primary reference standards held at national standards laboratories. Expired standards are a leading cause of entire production runs being released against the wrong baseline.
Why FMCG Colour Programmes Fail in Practice
Spectrophotometers require calibration every 4 hours in production. Most teams rely on manual reminders or shift-start habits — and calibration is skipped when lines are running fast. An uncalibrated instrument can drift 1.5–2.0 Delta E, releasing product that fails brand tolerance without any quality flag.
Sampling plans that specify "every 30 minutes" are not enforced automatically. When production is busy, operators skip measurements. When shift changes occur, measurement continuity breaks. The result: colour drift goes undetected for 1–2 hours before the next measurement catches it — and hundreds of units of off-standard product are already in the flow.
Physical colour standard tiles and reference chips degrade. A 2-year-old ceramic standard can shift 0.8–1.2 Delta E from its original value — meaning an entire measurement programme is running against a baseline that no longer represents the brand standard. Without a CMMS-managed recertification schedule, expired standards stay in use indefinitely.
When a retailer raises a colour complaint, finding the measurement data for the specific batch requires searching spreadsheets, paper logs, and instrument software exports. Without CMMS-linked quality records, root cause analysis takes days — and often ends with no actionable finding because the data trail is incomplete.
Connect Your Colour Measurement Programme to Structured Quality Management
Oxmaint links spectrophotometer calibration schedules, sampling plan work orders, standards recertification cycles, and batch quality records into a single traceable system — so every colour measurement is documented, every calibration interval is enforced, and every retailer complaint has a data trail behind it.
Ad Hoc Colour Checking vs CMMS-Managed Colour Quality Programme
Oxmaint Capabilities for FMCG Colour Quality Management
Register every spectrophotometer and colorimeter with calibration intervals matched to production environment requirements. Mobile work orders trigger automatically — every 4 hours in production, at session start in labs, after instrument movement or impact events.
Track every physical colour standard with issuance date, last certification date, certification expiry, and storage condition requirements. PM triggers 60 days before expiry for recertification — expired standards are flagged and removed from active use automatically.
Define sampling frequencies per product, line, and shift. Oxmaint generates quality inspection work orders at specified intervals — ensuring sampling plans are executed consistently regardless of production volume or shift changes.
Link every colour measurement, calibration record, and corrective action to the specific production batch. Full batch quality history available for retailer complaints, customer audits, and regulatory inspections — in under 10 minutes.
Configure Delta E tolerance bands per SKU. When a measurement is logged outside tolerance, Oxmaint generates an immediate corrective action work order — capturing hold decision, root cause investigation, and disposition record in a single audit trail.
Manage colour quality programmes across multiple manufacturing sites from a single portfolio dashboard. Compare Delta E performance by site, line, and SKU — identifying systematic variation before it reaches trade.
Frequently Asked Questions
What Delta E tolerance should FMCG manufacturers target for finished product?
Tolerance varies by product category and brand tier. Premium and luxury FMCG typically targets Delta E 2000 below 1.0 for consumer-visible surfaces. Mid-market brands commonly use 1.0–3.0. For products where colour indicates ingredient concentration (food colouring, pharmaceutical dosage indicators), tighter tolerances of 0.5–1.5 Delta E are common. Retailer private label programmes often specify maximum Delta E in their quality agreements — Tesco, Walmart, and Lidl private label specifications typically sit at 2.0–3.0 CIEDE2000. Start a free trial to build your Delta E specification programme in Oxmaint.
How often should production spectrophotometers be calibrated?
Production inline spectrophotometers require white balance calibration every 4 hours minimum, and after any physical event — line restart, temperature change above 5°C, cleaning. Benchtop instruments used for final QC approval should be calibrated at the start of every measurement session. All calibration should be performed against traceable white and black standards and logged with instrument ID, operator, time, and result. Oxmaint automates this scheduling and captures calibration records digitally. Book a demo to see the calibration workflow.
Can Oxmaint integrate with spectrophotometer software to receive measurement data automatically?
Oxmaint integrates with quality measurement systems via REST API and structured data import. Spectrophotometer platforms that export measurement data in structured JSON or CSV can feed readings directly to Oxmaint quality records. For systems without native API output, structured manual entry forms and batch upload are available. The key output is a traceable link between every measurement value and the associated batch, line, and production timestamp. Start a free trial to explore integration options for your measurement platform.
How does Oxmaint help during a retailer colour complaint or audit?
When a retailer raises a colour complaint against a specific batch, Oxmaint's batch quality traceability allows your quality team to export the complete measurement history for that batch — including all colour measurements with Delta E values, instrument calibration records at the time of measurement, operator sign-offs, and any corrective actions triggered. This evidence package is generated in under 10 minutes and provides the structured documentation needed to resolve retailer disputes and demonstrate programme integrity during audits. Book a demo to see a batch quality report generated live.
Every Colour Deviation Is a Quality Event. Manage It Like One.
Oxmaint gives FMCG quality teams a structured, traceable programme for spectrophotometer calibration, colour standards lifecycle, sampling plan execution, and batch-level Delta E traceability — in one platform that connects quality measurement to maintenance management. Brand protection starts with a calibrated instrument and a structured programme around it.