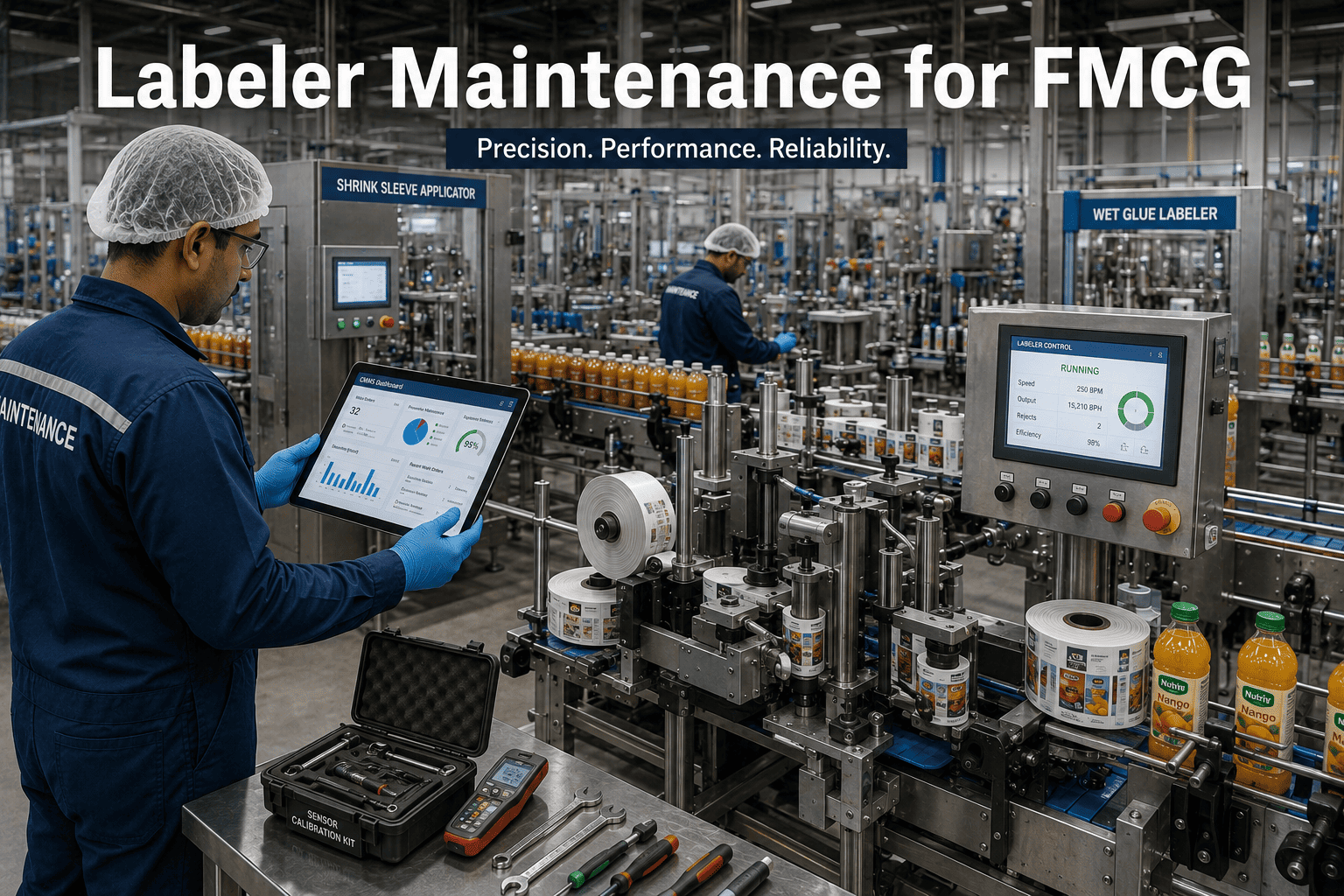
Labeler Maintenance for FMCG: Pressure-Sensitive, Shrink Sleeve, and Wet Glue
By Jack Edwards on May 14, 2026
The labelling machine is where FMCG brand identity meets production line physics — and where the gap between structured maintenance and reactive operations shows up most visibly on the retail shelf. A skewed label, a wrinkled shrink sleeve, or a wet glue label with adhesive bleed is not a cosmetic reject; it is a brand impression that reaches the aisle and lives there until a consumer picks up the product. Labeller downtime and label quality failures are the two most frequent sources of packaging line inefficiency in FMCG operations, yet both are almost entirely preventable with a structured preventive maintenance programme. Plants implementing equipment-specific PM checklists tied to a CMMS platform reduce unplanned packaging downtime by 62% and extend labelling equipment life by 2.3 times — outcomes driven by structured sensor calibration, applicator maintenance, and heat tunnel PM that most facilities manage reactively until a run of rejected product forces the issue. Start a free trial to register your labelling assets and build your first PM schedule in Oxmaint, or book a demo to see how FMCG packaging operations structure labeller maintenance in Oxmaint.
62%
Reduction in unplanned packaging downtime achieved with CMMS-driven equipment-specific PM checklists
2.3x
Equipment life extension with proactive labeller maintenance vs reactive run-to-fail operations
15%
Fewer product recalls in facilities following structured label placement calibration and inspection protocols
4.8x
Higher cost of reactive repairs on packaging equipment vs the same intervention performed as a planned work order
Identify Your Labeller Maintenance Cost Leaks Instantly
See how much reject rate, downtime, and brand cost you can eliminate from your labelling operations with structured PM.
No heavy implementation required | Works across multi-site portfolios | Live in days, not months
What Is FMCG Labeller Maintenance
FMCG labelling operations span three fundamentally different machine technologies — pressure-sensitive label applicators, shrink sleeve systems, and wet glue labellers — each with distinct failure modes, distinct maintenance requirements, and distinct quality consequences when maintenance is deferred. Pressure-sensitive applicators rely on web tension control, peel plate geometry, and placement sensor calibration to deliver consistent label positioning at high line speeds. Shrink sleeve systems depend on heat tunnel temperature uniformity, film tension, and sleeve placement accuracy to produce the wrap-around appearance that brand packaging specifies. Wet glue labellers require adhesive temperature control, glue spread uniformity, and label palette condition management to produce the clean, bleed-free application that premium glass packaging demands.
What all three technologies share is a vulnerability to gradual component degradation that manifests first in quality metrics before it triggers production stoppages. A pressure-sensitive applicator with a worn peel plate produces increasingly inconsistent label leading edge placement — visible as a slow upward trend in reject rate statistics that most quality teams track but few trace back to a maintenance root cause. A shrink sleeve tunnel with a failing heating element produces cold zones that under-shrink one side of every sleeve passing through that zone. A wet glue labeller with a degraded adhesive temperature sensor produces glue spread alternating between too thick and too thin across the production run. Structured PM converts these gradual degradation curves into planned maintenance events before they cross the quality threshold. Start a free trial to begin building structured PM schedules for your labelling equipment in Oxmaint.
Most labeller quality failures are gradual degradation events — visible in reject rate trends weeks before they trigger a production stoppage. Structured PM converts those trends into planned interventions.
Eight Key Concepts in FMCG Labeller Maintenance
Effective labelling equipment maintenance requires understanding eight technical domains — spanning all three labeller technology types — each one a potential source of brand quality non-conformance or regulatory labelling compliance failure if not proactively managed.
01
Peel Plate and Applicator Head Maintenance
The peel plate is the highest-wear component on a pressure-sensitive labeller. Its geometry determines label leading edge consistency at every placement. Worn surfaces produce placement errors that compound at high-speed run volumes and are only catchable through systematic verification against tolerance specifications.
02
Label Web Tension and Drive System PM
Web tension drift from dancer arm wear, tension sensor calibration decay, or drive motor variability produces label registration errors difficult to diagnose without tension measurement records. Scheduled tension verification and dancer arm inspection prevent the web tension excursions that generate label-over-label placements or missing label events.
03
Placement Sensor Calibration
Label placement sensors detecting container position, registration marks, and placement confirmation require periodic calibration verification against reference containers. Sensor drift shifting placement timing by 2 to 3 milliseconds at 600 bpm produces measurable position deviation across the full production run.
04
Shrink Sleeve Heat Tunnel PM
Heat tunnel performance depends on zone-by-zone temperature uniformity, conveyor speed consistency, and airflow balance across the tunnel cross-section. Failed heating elements, degraded thermocouples, and blocked airflow passages all produce cold zones that create under-shrunk sleeves invisible until they reach retail inspection.
05
Shrink Sleeve Film Feed and Registration
Sleeve placement accuracy depends on the film feed mechanism including mandrel condition, film brake tension, and cut length consistency. Mandrel wear produces sleeve placement height variability. Cut length drift produces sleeves consistently long or short — both visible as brand presentation defects at retail inspection.
06
Wet Glue Applicator Temperature Control
Wet glue quality depends on adhesive temperature control within specification, typically plus or minus 2°C. Temperature sensor drift produces adhesive too viscous or too thin for consistent spread. Adhesive temperature sensor calibration must be scheduled independently from general labeller PM, as drift is gradual and does not trigger alarms.
07
Label Inspection System Maintenance
Vision inspection systems for label placement, print quality, and barcode readability require lens cleaning, camera calibration verification, and reference label specification updates when artwork changes. A miscalibrated vision system passing off-specification labels creates a false compliance record — worse than no inspection system at all.
08
Glue Nozzle and Spreader Condition Management
Wet glue nozzles accumulate dried adhesive residue creating uneven spread patterns and adhesive stringers on container surfaces — a cosmetic defect driving retailer chargeback events. Nozzle cleaning validation and spreader condition inspection should be scheduled work order tasks, not opportunistic discoveries during format changes.
The 6 Labeller Maintenance Pain Points Costing FMCG Lines the Most
A failed heating element creates a cold zone producing containers with wrinkled or partially detached sleeves that reach retail before the quality event is detected. The typical discovery is a retailer compliance failure or consumer complaint — not an in-plant quality alert, by which time hundreds of cases have already shipped.
Pressure-Sensitive Placement Drift Visible Only in Reject Rate
Peel plate wear and sensor drift produce placement errors that accumulate over weeks. The signal is a slow upward trend in placement rejects — tracked by quality teams but rarely traced to a maintenance root cause. By the time the reject rate triggers investigation, thousands of non-conforming units have already been produced.
Wet Glue Adhesion Failures From Temperature Sensor Drift
Adhesive temperature sensors drifted 5°C from calibration produce glue spread consistently too thin or too thick. Thin glue produces shelf-level label detachment. Thick glue produces adhesive bleed on container surfaces driving retailer cosmetic compliance rejections. Both trace to a maintenance failure, not a product or formulation problem.
Vision System False Compliance From Miscalibration
Label inspection systems that have drifted from calibration pass off-specification labels while logging compliance. This creates a documented false compliance record — more problematic in a regulatory audit than a simple absence of inspection data, because it demonstrates the quality system was operating but failing silently throughout the production period.
Format Change Reject Spikes From Undocumented Adjustments
Labellers running multiple container formats require defined adjustment records per configuration. Without documented changeover verification work orders, format adjustment errors are discovered at production startup — generating a reject spike on first-run containers before the line is properly configured for the new format.
Regulatory Labelling Non-Conformances From Record Gaps
FSMA, EU food labelling regulations, and retailer compliance programmes require documented evidence of label placement verification, barcode reading compliance, and weight labelling accuracy at production. Plants without structured labelling inspection records face regulatory non-conformance findings and retailer chargebacks that a CMMS-driven documentation programme prevents entirely.
How Oxmaint Structures FMCG Labeller Maintenance
Asset Management
Labeller Registry with Technology-Specific Sub-Assets
Register each labeller with its technology-specific components — peel plates, heat tunnel zones, glue applicators, vision systems — as individually tracked sub-assets. Each component has its own PM schedule, condition record, and replacement history, enabling technology-appropriate maintenance rather than generic labeller servicing.
Heat Tunnel Management
Zone-by-Zone Shrink Tunnel Temperature Tracking
Configure heat tunnel inspection work orders with fields for actual vs setpoint temperature per zone. Zone-specific temperature records build a degradation trend for each heating element — enabling scheduled replacement before cold zones develop, rather than reacting to under-shrunk sleeves on the production floor or at retail inspection.
Sensor Calibration
Placement and Vision System Calibration Scheduling
Auto-generate label placement sensor calibration and vision system verification work orders at defined intervals. Calibration results are stored against each sensor asset and exportable for regulatory or retailer audit submissions. When calibration falls outside specification, a corrective work order is triggered automatically.
Wet Glue PM
Adhesive Temperature Calibration and Nozzle Cleaning Records
Schedule wet glue temperature sensor calibration independently from general labeller PM. Nozzle cleaning validation work orders include before/after photos and spread pattern condition ratings — building the documented evidence base for adhesion quality compliance across every production period.
Format Management
Format Changeover Work Orders with Adjustment Verification
Create labeller changeover work order templates for each format configuration — container diameter, label size, placement height — with defined adjustment steps and first-run verification checks. Completed changeover records are stored against the labeller asset, providing a documented format history for quality audits and repeat setup efficiency.
Quality Integration
Reject Rate Trends Linked to Maintenance Event Timing
Log label reject rate readings as custom data fields within labeller PM work orders. When reject rates trend upward between PM events, correlation against maintenance history reveals the degrading component — converting quality deterioration data from a reactive alert into a predictive PM trigger for the specific sub-asset driving the trend.
Most labeller downtime traces to three preventable failure modes: heat tunnel element degradation, peel plate wear, and adhesive temperature sensor drift. All three are trend-detectable with structured PM.
Reactive vs Planned Labeller Maintenance: The Full Cost Comparison
The cost difference between reactive and planned labeller maintenance accumulates across downtime hours, reject rates, retailer compliance penalties, and brand damage events that have no single line item in the maintenance budget but compound relentlessly.
Maintenance Area
Reactive / Unplanned
Planned / CMMS-Driven
Shrink tunnel element failure
Cold zone discovered via retail complaint or inspection
Element degradation caught by zone temperature trending
Peel plate wear detection
Discovered via escalating placement reject rate
Worn surface found at scheduled inspection and replaced
Adhesive temperature calibration
Not scheduled — drift discovered via adhesion failures
Monthly work order with documented results per sensor
Vision system calibration
Unknown — logs compliance regardless of calibration state
Scheduled reference verification — calibration state confirmed
Format changeover quality
First-run reject spike at every format change
Pre-run changeover WO with adjustment verification sign-off
Retailer compliance record
No structured label compliance documentation
Placement and inspection records per production run
Equipment life
Premature component replacement from run-to-fail
2.3x life extension through condition-based component PM
Plants implementing CMMS-driven labeller PM programmes reduce unplanned packaging stoppages by up to 62% in Year 1 across all labeller technology types
2.3x
Equipment Life Extension
Condition-based peel plate, heat tunnel element, and applicator PM extends labeller equipment life more than double vs reactive replacement programmes
15%
Fewer Compliance Recall Events
Structured calibration and inspection protocols reduce label-related product recalls and retailer compliance chargebacks by 15% annually
7.3mo
Average Payback Period
Average Oxmaint deployment achieves full payback in 7.3 months — accelerated when a single retailer chargeback or label recall is prevented by structured PM documentation
Frequently Asked Questions
How does Oxmaint manage heat tunnel zone temperature monitoring for shrink sleeve labelling systems?
Oxmaint supports heat tunnel inspection work orders configured with individual temperature fields for each tunnel zone. Technicians log the actual temperature reading against the setpoint for each zone at each PM interval, and results are stored against the heat tunnel asset record. When a zone reading falls below the specified minimum — indicating a degrading heating element or thermocouple — a corrective action work order is automatically generated with the affected zone identified and the replacement part pre-populated from MRO inventory. This converts heat tunnel element failure from a reactive retail complaint event into a predictive maintenance intervention scheduled during planned downtime. Start a free trial to configure your first heat tunnel zone temperature tracking programme in Oxmaint.
Can Oxmaint help us track label placement sensor calibration and build compliance records for retailer audits?
Yes. Oxmaint generates recurring label placement sensor calibration work orders at the interval you specify. Each work order template includes fields for placement tolerance measurement against reference containers, sensor response timing verification, calibration equipment ID, and technician sign-off. All calibration records are stored against the sensor sub-asset within the labeller asset record. For retailer audits requiring documented label placement compliance evidence, a single-click export generates the complete calibration history for any requested audit period without manual document compilation. When calibration falls outside specification, a corrective action work order is triggered for immediate sensor adjustment or replacement.
Does Oxmaint handle wet glue adhesive temperature calibration and nozzle cleaning documentation separately from general labeller PM?
Yes, and this separation is important for wet glue labelling quality. Oxmaint allows wet glue system components — adhesive temperature sensors, glue nozzles, spreader assemblies — to be registered as separate tracked sub-assets with their own PM schedules independent from general labeller PM intervals. Adhesive temperature calibration work orders capture actual vs specification temperature, calibration reference instrument ID, and spread pattern condition rating. Nozzle cleaning validation work orders include photo capture of the cleaned nozzle surface. These records are maintained separately from main labeller PM history and are exportable for food safety and retailer quality compliance submissions. Book a demo to see wet glue labeller maintenance configured in Oxmaint.
Can Oxmaint create labeller format changeover work orders to prevent first-run reject spikes when switching container formats?
Yes. Oxmaint supports configurable format changeover work order templates for each container format and label specification combination. Each template includes the labeller adjustment steps required for that format — container guide adjustments, label head positioning, sensor recalibration where required, and heat tunnel temperature adjustments for different film types on shrink sleeve systems. The template ends with a first-run verification check confirming the first five containers meet placement tolerance before production volume is commenced. Completed changeover records are stored against the labeller asset with the format tag, creating a format-specific setup history that reduces changeover time on repeated runs and provides documentation for quality audits.
Stop Letting Labeller Degradation Reach Your Retail Shelf
Turn Every Labeller Into a Precision, Compliance-Ready Packaging Asset
From shrink tunnel zone temperature tracking to pressure-sensitive peel plate wear management, wet glue calibration records, and vision system compliance documentation — Oxmaint gives FMCG packaging operations the maintenance infrastructure to prevent label failures before they cost you retail chargebacks, regulatory findings, or brand presentation damage. Used by operations teams managing 10,000+ assets. See measurable results in the first 30 days.