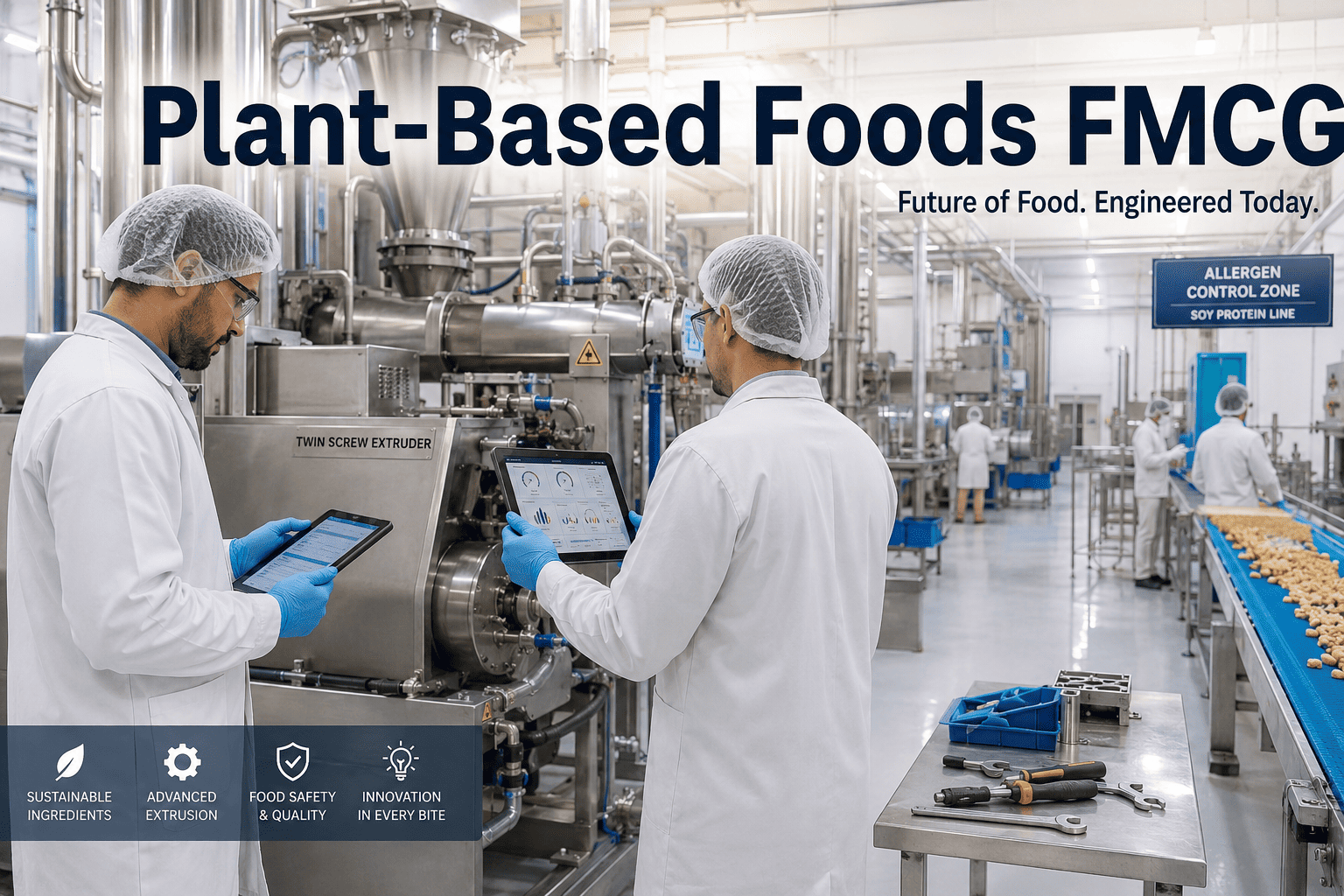
Plant-Based Foods FMCG: Maintenance Challenges in Extruded Protein Lines
By Jack Edwards on May 14, 2026
Plant-based protein manufacturing has crossed a threshold where it is no longer experimental — it is high-volume, capital-intensive industrial production. The global plant-based food market was valued at USD 28.38 billion in 2024 and is projected to reach USD 176.90 billion by 2032, growing at 25.7% CAGR. At that scale, production reliability is not a nice-to-have — it is a margin-defining variable. Twin-screw extruders and high-moisture meat extrusion (HMME) lines run under extreme thermal and mechanical stress, and 38% of producers report high maintenance and operational costs as their primary constraint. Allergen segregation, wear tracking, and process consistency depend entirely on how well maintenance programs are structured and documented. Start a free trial to bring your extruder PM program into Oxmaint, or book a demo to see how FMCG maintenance teams structure plant-protein lines in Oxmaint.
$28.4B
Global plant-based food market in 2024 — projected $176.9B by 2032 at 25.7% CAGR
38%
Of extruded food producers cite high maintenance and operational costs as their top constraint
19%
Of extruder operators report recurring mechanical wear in screws and barrels as an ongoing challenge
52%
Of new extruded products launched in 2024 were protein-based or plant-derived
See Your Extruder PM ROI in 30 Minutes
See how much cost you can eliminate from reactive extruder maintenance in your plant-protein facility.
No heavy implementation required | Works across multi-site portfolios | Live in days, not months
What Is Extruded Protein Line Maintenance
Twin-screw extrusion is the core manufacturing technology for textured vegetable protein (TVP) and high-moisture meat analogues (HMMA). In a typical line, protein-water formulations pass through a heated twin-screw barrel — with distinct feeding, mixing, melting, and cooling zones — before exiting through a cooling die that creates fibrous, meat-like structures. The mechanical forces are extraordinary: screws intermesh at high torque, barrels operate across temperature gradients from 20°C to 180°C, and cooling dies must maintain precise thermal profiles to achieve consistent product texture. Every one of these parameters is a maintenance variable. Screw wear from abrasive plant proteins, die gap fouling, thermal zone drift, and moisture control failures are not edge cases — they are scheduled occurrences that maintenance teams must plan for proactively.
Reactive maintenance on extruder lines costs 4.8× more than planned intervention, and in a market where texture consistency is a product differentiator, a degraded screw profile can invalidate an entire production launch batch. The allergen dimension compounds the challenge. Plant-protein lines frequently process soy, pea, wheat, and tree nut proteins on shared equipment. A changeover from a soy-based formulation to a wheat-free product without documented allergen cleaning creates a food safety liability and a regulatory non-conformance. Maintenance teams own not just mechanical reliability, but the documented integrity of every changeover event — a scope that requires structured work order management, not manual checklists. Start a free trial to register your extruder assets and begin structured wear tracking in Oxmaint.
Most plant-protein facilities lose 15–25% of planned production hours to untracked extruder degradation and reactive allergen clean-outs.
Key Concepts in Plant-Protein Extruder Maintenance
Understanding what degrades, when, and how to document it is the foundation of an effective extruder maintenance program. These eight concepts define the framework for modern FMCG protein extrusion facilities.
01
Screw Profile Wear Tracking
Abrasive plant proteins — especially mineral-fortified pea and soy — erode screw flight profiles over 800–2,000 operational hours. Dimensional inspection at defined intervals prevents undetected throughput loss and texture deviation.
02
Barrel Thermal Zone Calibration
HMME lines require precise temperatures across 6–10 barrel segments. Heater element drift of just 5°C can shift protein denaturation kinetics and alter finished texture. Monthly calibration against reference standards is essential.
03
Cooling Die Fouling Management
Long cooling dies in HMME systems accumulate protein deposits at die walls. Partial blockage increases back-pressure and pressure variance, directly impacting fiber alignment and product texture in finished goods.
04
Allergen Segregation Protocol
Multi-allergen production lines require documented clean-out procedures between formulations, with swab verification records. Maintenance owns the mechanical disassembly and reassembly of food-contact surfaces at every changeover.
05
Feeder and Dosing System PM
Gravimetric feeders for protein powders and liquid feeders for water addition require regular calibration. Feed rate deviation of 2–3% produces moisture content variance that shifts extrusion behavior across the entire barrel.
06
Gearbox and Drive Train Maintenance
Twin-screw gearboxes run under continuous high-torque loads. Oil analysis every 1,000 hours, bearing inspection, and coupling wear checks prevent catastrophic gearbox failures that take lines down for 3–7 days minimum.
07
CIP and Wet Cleaning Validation
CIP chemical concentration, temperature, contact time, and flow velocity must all meet validated parameters. Maintenance teams own the CIP equipment — pumps, spray devices, heat exchangers — that makes validated cleaning possible.
08
Spare Parts Inventory for Critical Wear Items
Screw elements, barrel liners, die gaskets, and heater cartridges carry OEM lead times of 4–12 weeks. Structured MRO inventory tied to wear interval data prevents emergency procurement at 3× standard pricing.
The 6 Maintenance Pain Points Killing Protein Line OEE
Plant-protein extrusion facilities face maintenance challenges that are structurally different from conventional food processing. The combination of abrasive raw materials, strict allergen controls, and narrow thermal operating windows creates a category of failures that only a purpose-built maintenance system can prevent. If your team is losing more than 8% of planned production hours to unplanned events, these six pain points explain why — start a free trial and get your first PM schedule built within 24 hours.
No Screw Wear Baseline or Trending
Without dimensional inspection records, screw wear is discovered by product quality failure — not a maintenance alert. By the time texture deviation is caught, entire production batches may already be non-conforming. Most facilities have no screw measurement history at all.
Undocumented Allergen Changeovers
Paper-based allergen cleaning records create compliance gaps that are invisible until an inspector asks for the log. Undocumented changeovers are a direct liability under FSMA and BRC/BRCGS food safety standards, with recall consequences.
Thermal Zone Drift Without Calibration Triggers
PLC setpoints mask heater element degradation. A barrel zone reading 155°C on the HMI may be delivering 148°C at product contact. Without scheduled calibration checks, thermal drift compounds silently into product quality failures.
Emergency Spare Parts Procurement
Extruder screw elements from specialist OEMs carry 6–12 week lead times and 3× emergency pricing. Facilities without consumption-linked MRO inventory routinely pay emergency premiums and endure extended downtime waiting for critical wear parts.
No Cross-Shift PM Accountability
24/7 extrusion operations often have PM tasks that span shifts or are deferred without documentation. Without digital work order handoffs, maintenance tasks disappear between shifts — and nobody is accountable until a failure surfaces weeks later.
Cooling Die Fouling Without Inspection Intervals
Long cooling dies accumulate protein and fat deposits that gradually increase back-pressure and alter fiber alignment. Without scheduled visual inspection and pressure differential trending, fouling is only discovered when product fails specification — at the cost of an entire run.
How Oxmaint Solves Extruded Protein Line Maintenance
Asset Management
Extruder Asset Registry with Wear Tracking
Register each extruder, barrel, screw assembly, and cooling die as individual assets. Log dimensional inspection results against each component to build wear trend data — the foundation of condition-based replacement rather than time-based guesswork.
Compliance Documentation
Allergen Changeover Work Orders with Photo Capture
Generate mandatory allergen changeover work orders triggered by recipe switch events. Technicians complete step-by-step cleaning tasks on mobile with photo evidence of contact surface condition before sign-off — creating an audit-ready allergen log by default.
PM Scheduling
Cycle-Count and Calendar PM Triggers
Set PM triggers by both calendar interval and operational hours for gearbox oil analysis, barrel zone calibration checks, and screw dimensional inspection. Oxmaint auto-generates work orders before wear thresholds are reached — not after failures occur.
MRO Inventory
Critical Wear Parts Inventory Tied to Asset Records
Link screw elements, heater cartridges, and die gaskets to each asset with reorder triggers at minimum stock levels based on consumption and lead time data — eliminating the emergency procurement cycle that costs 3× standard pricing.
Shift Management
Cross-Shift Work Order Handoff and Accountability
All open, deferred, and completed PMs are visible to the next shift before they start. Nothing disappears between handoffs. Every deferred task generates an overdue alert that escalates to the maintenance planner — creating accountability without paperwork.
Reporting
OEE and Downtime Root Cause Analysis
Tag every unplanned event to an asset, failure mode, and root cause. After 90 days, Oxmaint shows which extruder components drive the most downtime hours — giving managers the data to justify CapEx for screw replacement or barrel relining.
Facilities implementing CMMS-driven PM programs reduce unplanned packaging downtime by up to 62% and extend critical equipment life by 2.3x.
Reactive vs Planned Extruder Maintenance: The Real Cost Gap
The financial case for shifting from reactive to planned maintenance on extruder lines is compelling — but most plant managers underestimate the true gap because reactive costs are distributed across multiple budget lines and never aggregated into one number. This comparison captures the full picture.
Maintenance Scenario
Reactive / Unplanned
Planned / CMMS-Driven
Screw replacement trigger
Product quality failure — batch already lost
Dimensional inspection threshold reached
Average repair cost multiplier
4.8× planned maintenance cost
Baseline cost — no emergency premium
Allergen changeover record
Paper log — gaps common, audit risk high
Digital WO with photo evidence, always complete
Spare parts availability
Emergency order — 6–12 wk wait, 3× price
On-hand stock managed by reorder triggers
Thermal zone drift detection
Discovered via product deviation or audit finding
Calibration work order generated on schedule
Downtime per extruder failure
18–72 hours including parts sourcing
2–6 hours planned during scheduled downtime window
CapEx forecasting accuracy
Unknown — no asset condition history exists
Rolling 5-year model from wear trend data
FSMA and BRC audit readiness
Manual document compilation — days of effort
Single-click audit report from CMMS records
ROI and Results: What Structured Extruder PM Delivers
Emergency extruder repairs cost 4.8× more than planned maintenance interventions at the same wear threshold
62%
Reduction in Unplanned Downtime
Food manufacturing plants implementing CMMS-driven PM programs reduce unplanned stoppages by up to 62% in Year 1
2.3×
Equipment Life Extension
Condition-based maintenance and timely wear-part replacement extends screw and barrel service life more than double vs run-to-fail
7.3mo
Average Payback Period
Average Oxmaint deployment achieves full payback in 7.3 months — often faster in high-throughput protein extrusion environments
Frequently Asked Questions
How does Oxmaint help track screw wear on twin-screw extruders for plant-based protein lines?
Oxmaint allows maintenance teams to register each screw element and barrel segment as individual sub-assets within the extruder asset record. Dimensional inspection results — flight height, clearance measurements, and surface condition ratings — are logged against each inspection work order, building a wear trend dataset that enables condition-based replacement decisions. When wear approaches the replacement threshold, Oxmaint automatically generates a work order for the relevant screw assembly with the parts requirement pre-populated from the linked MRO inventory. Start a free trial to set up your first extruder screw wear tracking program.
Can Oxmaint manage allergen changeover documentation for lines running multiple plant-protein formulations?
Yes. Oxmaint supports configurable allergen changeover work order templates that can be triggered manually or by recipe change events. Each template includes step-by-step disassembly and cleaning tasks, mandatory photo capture for food-contact surfaces, swab verification recording, and technician sign-off at each stage. The completed work orders form an unbroken digital allergen log satisfying FSMA, BRC/BRCGS, and SQF audit requirements — retrievable by date, asset, allergen type, and technician without manual compilation.
How do I set up barrel thermal zone calibration schedules inside Oxmaint?
Each barrel zone can be registered as a component under the main extruder asset. A recurring PM work order is configured with the calibration interval — typically monthly — and auto-generates at the correct frequency. The work order template includes fields for actual vs setpoint temperature readings, heater element condition, and thermocouple response time. Results are stored against the asset record, allowing maintenance managers to trend zone performance over time and identify heater elements showing early degradation before they cause product quality deviations. Book a demo to see barrel zone calibration scheduling configured in Oxmaint.
Does Oxmaint support spare parts inventory for extruder wear components with long OEM lead times?
Yes. Oxmaint's MRO inventory module allows you to link specific spare parts — screw elements, die gaskets, heater cartridges, barrel liners — directly to the assets that consume them. You set minimum stock levels based on lead time and consumption history, and Oxmaint triggers reorder alerts before stock falls below the safety level. This replaces reactive emergency procurement with a structured replenishment process, eliminating the 3× emergency pricing premium most facilities pay when sourcing critical wear parts under downtime pressure.
Stop Losing Production to Untracked Extruder Wear
Turn Every Extruder Into a Predictable, Traceable Asset
From screw wear tracking to allergen changeover documentation and FSMA audit readiness — Oxmaint gives plant-based food facilities the operational infrastructure to run high-throughput protein extrusion lines with confidence. Used by operations teams managing 10,000+ assets. See measurable results in the first 30 days.