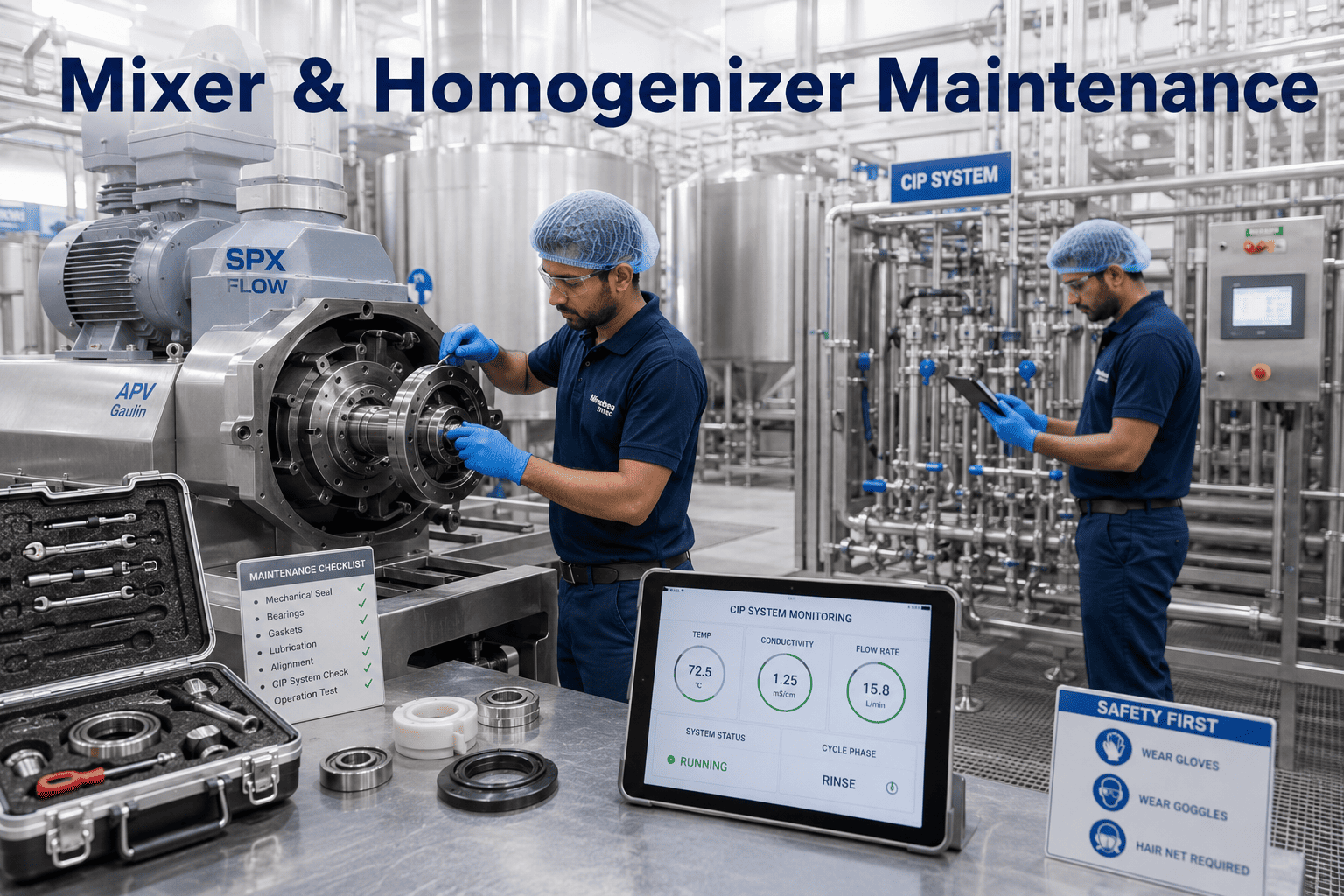
Mixer and Homogenizer Maintenance for FMCG: Seals, Bearings, and CIP
By Jack Edwards on May 16, 2026
A single seal failure on a high-shear mixer in a beverage or dairy FMCG operation can contaminate a full batch, trigger a CIP cycle restart, and cost four to six hours of production time before the line is clean, verified, and running again. At $8,000–$15,000 per production hour on a high-capacity FMCG line, that is a preventable six-figure loss — one that a structured mixer and homogenizer PM program, tracking seal condition, bearing wear, and CIP effectiveness, eliminates with predictable regularity. Start a free OxMaint trial and build your mixer and homogenizer PM program — or book a demo to see how OxMaint tracks mixer maintenance across FMCG production sites.
FMCG Processing Equipment · Hygienic Maintenance
Mixer and Homogenizer Maintenance for FMCG: Seals, Bearings, and CIP Programs
Prevent contamination and production downtime with a proven mixer and homogenizer PM program. Learn seal, bearing, and CIP maintenance strategies for FMCG manufacturing reliability.
Cost of reactive mixer repair vs. planned seal and bearing PM — industry maintenance benchmark across FMCG processing
6 hrs
Typical production loss per unplanned seal failure on a high-capacity FMCG mixer including CIP recovery time
3,000 hrs
Recommended mechanical seal replacement interval for high-shear homogenizers in continuous FMCG production environments
FDA 21 CFR
Part 110 and 117 GMP requirements for equipment cleanability, sanitary design, and CIP documentation in FMCG food processing
What Mixer and Homogenizer Maintenance Means for FMCG Reliability and GMP Compliance
Mixers and homogenizers are the process heart of FMCG manufacturing for food, beverage, personal care, and pharmaceutical products. Ribbon blenders, paddle mixers, high-shear inline homogenizers, and plunger-pump pressure homogenizers handle the most mechanically demanding process steps — blending, emulsification, particle size reduction, and dispersion — under conditions of high pressure, high speed, elevated temperature, and continuous exposure to cleaning chemicals.
Maintenance of these assets is not simply a reliability exercise — it is a food safety and GMP compliance obligation. FDA 21 CFR Part 110 and Part 117 FSMA Preventive Controls rules require that equipment in contact with food be maintained in a sanitary condition and that maintenance activities do not introduce contamination risk. This means seal integrity, bearing condition, gasket material compatibility, and CIP effectiveness are regulatory maintenance requirements, not just operational best practices.
Eight Core Concepts in Mixer and Homogenizer Maintenance
Effective mixer and homogenizer PM covers eight technical domains — spanning mechanical reliability, hygienic design, and CIP program integrity — that define a compliant and reliable FMCG processing maintenance program.
01
Mechanical Seal Management
Mechanical seals on agitator shafts and homogenizer plunger rods prevent product ingress into bearings and lubricant migration into product. Seal life in FMCG environments is typically 2,000–4,000 operating hours depending on pressure, temperature, and product abrasiveness. Condition-based seal monitoring through vibration and temperature trending predicts failure before it occurs.
02
Bearing Wear Monitoring
Agitator shaft bearings in ribbon blenders and paddle mixers operate under continuous radial and axial load from the mixing element. Bearing degradation produces progressive vibration increase detectable by handheld or online sensors. Trending vibration data against baseline enables planned bearing replacement at overhaul intervals rather than reactive replacement after catastrophic failure.
03
CIP Program Validation
Clean-in-Place programs for food-contact mixers and homogenizers must be validated to demonstrate that defined cleaning sequences — caustic wash, rinse, acid wash, rinse, and sanitise — achieve the required microbiological reduction across the full contact surface. CIP validation is a one-time commissioning activity; ongoing CIP verification monitors that validated parameters (concentration, temperature, time, flow rate) are achieved on every cycle.
04
Homogenizer Plunger Pump PM
High-pressure homogenizers use reciprocating plunger pumps operating at 200–600 bar. Plunger seals, valve assemblies, and plunger rod surfaces are the highest-wear components. Plunger seal replacement at 1,500–2,000 hours, valve assembly inspection at 3,000 hours, and plunger rod surface measurement at 6,000 hours are the standard PM intervals for continuous FMCG homogenization duty.
05
Gasket and O-Ring Material Compatibility
Gaskets and O-rings in food-contact mixers must be manufactured from FDA-compliant elastomers — EPDM, PTFE, or silicone — that are compatible with both the product and CIP chemicals at operating temperatures. Material incompatibility causes swelling, chemical migration into product, and premature seal failure. A CMMS tracks gasket material specification per asset and flags non-compliant replacement materials.
06
High-Shear Mixer Rotor-Stator Maintenance
High-shear mixers use a precision rotor-stator assembly operating at 3,000–10,000 rpm to achieve emulsification and particle size reduction. Running clearance between rotor and stator determines shear rate. Wear increases clearance progressively — reducing shear efficiency and product quality. Rotor-stator clearance measurement at defined intervals maintains process performance and triggers precision regrinding or replacement before product specification drift occurs.
07
Drive System and Gearbox PM
Agitator gearboxes in large ribbon blenders and paddle mixers require oil analysis at 2,000-hour intervals to monitor metal particle content indicating gear wear. Coupling alignment between motor, gearbox, and agitator shaft must be verified annually. Oil seals on gearbox output shafts must be inspected for leakage at every PM to prevent lubricant contamination of the mixer interior.
08
Hygienic Design and Dead Leg Elimination
Sanitary design standards require that mixers have no product-contact dead legs — areas where product or cleaning solution cannot circulate freely during CIP. After any maintenance activity that involves opening the mixer vessel, the sanitary design must be verified as intact — gaskets correctly seated, no foreign object risk, and all spray ball CIP coverage confirmed before return to production.
The Mixer and Homogenizer Pain Points That Cost FMCG Facilities Production and Compliance
Mixer and homogenizer failures in FMCG follow a predictable pattern — component wear accumulates without detection, a failure occurs at the worst possible moment, and the consequences span production loss, product safety investigation, and GMP compliance exposure. These four pain points represent the most costly failure modes for FMCG processing operations without structured PM programs.
Seal Failure Contaminating Batch and Triggering CIP Restart
Mechanical seal failure on an agitator shaft introduces lubricant into the product stream — an automatic batch rejection event in food and personal care FMCG. The contaminated batch must be quarantined and disposed, the mixer vessel opened, seal replaced, vessel cleaned, CIP cycle verified, and microbiological swabs taken before production resumes. Total elapsed time is typically four to eight hours. On a mixer processing 12 batches per shift, that is a full shift of lost production from one seal that should have been changed on schedule.
CIP Parameters Not Monitored Producing Inadequate Cleaning
A CIP cycle that runs with caustic concentration at 1.2% instead of the validated 1.8%, or at 60C instead of 80C due to a steam supply restriction, does not achieve the validated microbiological reduction. If CIP parameters are not monitored and recorded per cycle, the inadequacy is invisible until an environmental monitoring swab or product microbiological test reveals the buildup. At that point, all product processed since the last verified CIP cycle is under investigation.
Homogenizer Pressure Drop Degrading Product Quality Undetected
Worn plunger seals in high-pressure homogenizers reduce operating pressure progressively — from 300 bar to 240 bar over 2,000 hours of use. At reduced pressure, homogenization efficiency falls: particle size increases, emulsion stability decreases, and product shelf life shortens. In dairy and beverage products, this is a quality specification deviation that only becomes apparent when retailer or consumer complaints about product texture arrive weeks after the affected batches have shipped.
Non-FDA-Compliant Gasket Materials Installed During Maintenance
When gaskets and O-rings are replaced from a generic maintenance store without material specification verification, non-food-grade elastomers — standard NBR or neoprene rather than EPDM or PTFE — are installed in food-contact positions. These materials leach plasticizers and are not resistant to food-grade CIP chemicals, creating both a product safety risk and an FDA GMP non-compliance that is identified during a 21 CFR 110 inspection.
A single unplanned mixer seal failure in FMCG typically costs 10–20x more than a full year of structured preventive maintenance on the same asset.
How OxMaint Manages Mixer and Homogenizer PM Programs
OxMaint connects seal and bearing life tracking, CIP parameter monitoring records, homogenizer plunger pump PM schedules, and gasket material specification management to a single maintenance record — eliminating the reliability and compliance gaps that cost FMCG processing facilities their production time and GMP certifications.
Seal and Bearing Life Tracking with PM Triggers
Mechanical seals and bearings are tracked as component assets within each mixer or homogenizer record — with installation date, rated life in hours, and accumulated operating hours logged. When a seal approaches its replacement interval, OxMaint generates a planned maintenance work order — assigned to the mechanical team with the OEM-specified seal part number attached — before failure risk elevates.
CIP Parameter Verification Records
Each CIP cycle generates a verification checklist in OxMaint capturing caustic concentration, acid concentration, temperatures at each stage, rinse conductivity final reading, and cycle duration — recorded by the operator with timestamps. When a CIP parameter falls outside validated limits, a corrective action work order is generated automatically and the affected production batch is flagged for quality hold pending investigation.
Homogenizer Plunger Pump PM Schedule
Plunger seal replacement at 1,500-hour intervals, valve assembly inspection at 3,000 hours, and plunger rod surface measurement at 6,000 hours are configured as separate PM tasks in OxMaint with different trigger frequencies. Each PM work order captures the operating pressure readings before and after service, confirming that the homogenizer returns to validated operating pressure after maintenance — not assumed, measured.
FDA-Compliant Spare Parts Specification
Each food-contact gasket, O-ring, and seal is defined in the spare parts list with its FDA-compliant material specification — EPDM, PTFE, or silicone — and approved supplier. When a work order is generated for seal or gasket replacement, the approved part number and material certificate are included in the work order instructions. Non-compliant substitutions are prevented at the point of maintenance execution, not discovered during an FDA inspection.
Post-Maintenance Sanitary Verification Checklist
After any maintenance activity that opens a food-contact mixer vessel, OxMaint generates a mandatory post-maintenance sanitary verification checklist — confirming all gaskets are correctly re-seated, no tools or foreign objects are present, all inspection hatches are closed and sealed, and the CIP cycle has been completed and verified before the mixer is returned to production. This checklist creates the GMP maintenance record FDA 21 CFR 117 requires.
GMP Maintenance Audit Export
When an FDA inspector or BRCGS auditor requests maintenance records for a specific mixer or homogenizer — seal replacement history, CIP parameter records, plunger pump PM completion, and post-maintenance sanitary verification — the filtered export covering the requested period is generated in minutes. All records include timestamps, technician IDs, part specifications, and parameter readings — the complete GMP maintenance package.
Reactive vs. Planned: Mixer and Homogenizer Maintenance Comparison
Maintenance Requirement
Reactive Approach
OxMaint Planned Program
Mechanical seal replacement
Replaced after seal failure and batch contamination
Hour-tracked — work order at 80% of rated life
CIP parameter verification
Assumed compliant — not recorded per cycle
Per-cycle checklist — parameters recorded and trending
Plunger pump seal replacement
Replaced after pressure drop complaint
1,500-hour PM trigger — pressure verified after service
Gasket material compliance
Generic parts used from maintenance store
FDA-compliant spec on each work order — no substitution
Bearing condition monitoring
Inspected only when noise or vibration is reported
Quarterly vibration check — trended against baseline
Post-maintenance sanitary verification
Verbal sign-off — no GMP record created
Mandatory digital checklist — GMP record with timestamp
Rotor-stator clearance check
Not measured — product quality drift discovered at complaint
Annual clearance measurement PM — replacement triggered on spec
GMP audit record retrieval
Manual search across paper maintenance files
Filtered export by asset and date — ready in 5 minutes
Scroll right to view full table on mobile
ROI from a Structured Mixer and Homogenizer PM Program
The financial return from structured mixer and homogenizer PM comes from three directions simultaneously: batch contamination prevention, extended component life through condition-based replacement, and GMP certification retention that protects retailer and export market access. These metrics reflect outcomes from FMCG processing sites that shifted to CMMS-tracked hygienic equipment maintenance — start a free trial to build this program on your own processing lines, or book a demo to see the ROI model for your mixer fleet.
4.8x
Reactive vs. planned maintenance cost ratio
Emergency seal replacement with batch contamination, CIP restart, and production loss vs. scheduled interval replacement during planned downtime
35%
Longer seal and bearing life through condition monitoring
Planned replacement at condition threshold rather than reactive replacement after catastrophic failure — achieved across FMCG mixer fleets using vibration trending
5 min
GMP maintenance record export for FDA or BRCGS
vs. hours assembling paper maintenance records across seal replacements, CIP logs, and post-maintenance verifications before each audit
Zero
Non-compliant gasket material installations
FDA-compliant material specification on every work order prevents the non-food-grade substitution that creates both a product safety risk and a GMP non-conformance
Frequently Asked Questions
How often should mechanical seals on FMCG mixers and homogenizers be replaced?
Mechanical seal replacement intervals depend on mixer type, product abrasiveness, operating pressure, and temperature. For ribbon blenders and paddle mixers processing dry or semi-solid FMCG products, typical seal replacement intervals are 2,000–4,000 operating hours. For high-shear inline homogenizers, shaft seal replacement is recommended at 3,000 hours and earlier if vibration monitoring shows increasing shaft runout. For high-pressure plunger pump homogenizers, plunger seals are typically replaced at 1,500–2,000 hours. These are starting points — a CMMS that records seal installation dates, operating hours, and condition observations allows replacement intervals to be refined based on actual performance history on your specific equipment and products.
What CIP parameters must be recorded to satisfy FDA 21 CFR 117 GMP requirements?
FDA 21 CFR Part 117 Subpart B requires that equipment be cleaned and maintained in a manner adequate to prevent adulteration of food. For CIP programs on food-contact mixers and homogenizers, this means the CIP procedure must be validated, and each cycle must be verified and recorded. Records should capture: caustic cleaning agent concentration measured at the spray point, caustic temperature at the mixer inlet and outlet, caustic circulation time, water rinse conductivity at the final rinse outlet (to confirm chemical removal), acid sanitiser concentration and contact time, and post-CIP microbiological or ATP swab results at the defined verification frequency. These records must be attributable to a named operator, timestamped, and retained for the required period — typically 12 months for food facilities. BRCGS Issue 9 and SQF Edition 9 require equivalent documentation.
What gasket and O-ring materials are compliant for food-contact mixers under FDA regulations?
FDA 21 CFR Part 177 (Polymeric Components) defines the materials acceptable for food-contact applications. For mixer gaskets and O-rings, compliant materials include EPDM (ethylene propylene diene monomer) — the most widely used material for food-contact applications due to its resistance to caustic and acid CIP chemicals and hot water; PTFE (polytetrafluoroethylene) — suitable for high-pressure and high-temperature applications and fully inert to food products and cleaning chemicals; and silicone — suitable for high-temperature applications but less resistant to some acid sanitizers. Standard NBR (nitrile rubber), neoprene, and natural rubber are not acceptable for food-contact positions. Every food-contact gasket and O-ring replacement should be accompanied by a material certificate confirming FDA compliance — this certificate should be stored in the work order record in the CMMS.
How does OxMaint track CIP effectiveness across multiple FMCG processing lines?
In OxMaint, each CIP circuit is configured as an asset with its validated parameters defined — concentration ranges, temperature ranges, minimum times, and conductivity thresholds. When a CIP cycle is completed, the operator records the actual parameters achieved in a digital checklist on a mobile device. Parameters outside validated ranges automatically trigger a corrective action work order and flag the subsequent production batch in the batch record. Quality managers view CIP compliance status across all circuits on a single dashboard — seeing which circuits have completed verified CIP cycles and which have open corrective actions. The 12-month CIP record for any circuit or asset is retrievable in a filtered export in minutes when an FDA inspector or BRCGS auditor requests it.
Prevent Contamination. Protect Production. Pass Every Audit.
Stop Losing Batches to Seal Failures and CIP Gaps — Build a Hygienic Mixer PM Program with OxMaint
Seal and bearing life tracking with planned replacement. CIP parameter verification records per cycle. Homogenizer plunger pump PM schedules. FDA-compliant gasket specification on every work order. Post-maintenance sanitary verification checklists. GMP audit export in minutes. OxMaint connects every mixer and homogenizer maintenance activity to a complete, traceable record that keeps your FMCG processing lines reliable, hygienic, and audit-ready.
Seal and bearing life tracked — failures prevented before batch contamination
FDA-compliant parts specification enforced at point of maintenance
12-month GMP maintenance record export ready in 5 minutes
Used by FMCG processing teams managing mixers and homogenizers across multi-line, multi-site food manufacturing portfolios. Live in days, not months.