Most manufacturing defects are not random — they are the predictable output of a process that has never been properly measured. Six Sigma gives you the statistical framework to find the root cause, eliminate it permanently, and control the process so it never drifts back. Companies applying Six Sigma DMAIC consistently report defect rate reductions of 40–60% within a single project cycle, and more than 70% of Fortune 500 manufacturers have embedded it as their primary quality methodology. OxMaint's process quality module connects your DMAIC control phase directly to automated maintenance work orders, ensuring that control charts, SPC alerts, and process deviations all generate the right maintenance response — automatically, every shift. Book a 15-minute demo to see how OxMaint supports your Six Sigma programme from Measure through Control.
Six Sigma in Manufacturing: The Complete DMAIC Implementation Guide
Define. Measure. Analyse. Improve. Control. Five phases that turn your defect data into a permanently improved process — with statistical proof that the improvement will hold.
Six Sigma Is Not a Target — It Is a Measurement System That Reveals Where You Stand
The term "Six Sigma" is a statistical measure, not a slogan. A process performing at Six Sigma produces only 3.4 defects per million opportunities — statistically, it is as close to perfect as manufacturing can achieve. The methodology built around that target — DMAIC — is the structured five-phase framework that takes any process from its current sigma level to a measurably higher one, with data at every step proving that the improvement is real and sustainable.
Where most manufacturers operate today. Looks like 93.3% quality — until you calculate that on a line making 10,000 parts per shift, that is 668 defective parts every single shift.
A single DMAIC project typically moves a process from 3σ to 4σ. On that same 10,000-part shift, defects drop from 668 to 62. That is 600 fewer reworks, returns, or scrapped units every shift.
The world-class target. Achieved by companies like Toyota, GE, and Motorola after sustained multi-year Six Sigma programmes. Every 0.5 sigma gained represents a major competitive quality advantage.
DMAIC: Five Phases That Take a Defect From Unknown Root Cause to Permanent Fix
DMAIC is not a suggestion framework — it is a sequential, data-gated methodology. You cannot move to Analyse until Measure is complete. You cannot move to Improve until root causes are statistically validated. This rigour is exactly why DMAIC produces lasting results where brainstorming sessions produce only temporary fixes.
Define the problem in measurable terms: which product, which process, what defect rate, what is the financial impact. A strong project charter includes a quantified baseline, a target, and a hard deadline. Without this, the project has no way to declare success.
Collect sufficient process data to calculate the current sigma level, validate that your measurement system is reliable (MSA), and establish the baseline you will improve against. Most plants discover their measurement system is the problem before any process issue — fix this first.
Statistically verify which input variables (Xs) actually drive the output defect (Y). Correlation is not causation — regression analysis and hypothesis testing are required to confirm root causes. This phase typically reveals that 2–3 variables drive 80% of the defect volume.
Design the solution using DOE to find the optimal process settings. Test it in a controlled pilot before full-scale implementation. Poka-Yoke (mistake-proofing) is applied here to make the correct process outcome the only physically possible outcome — eliminating human error as a variable entirely.
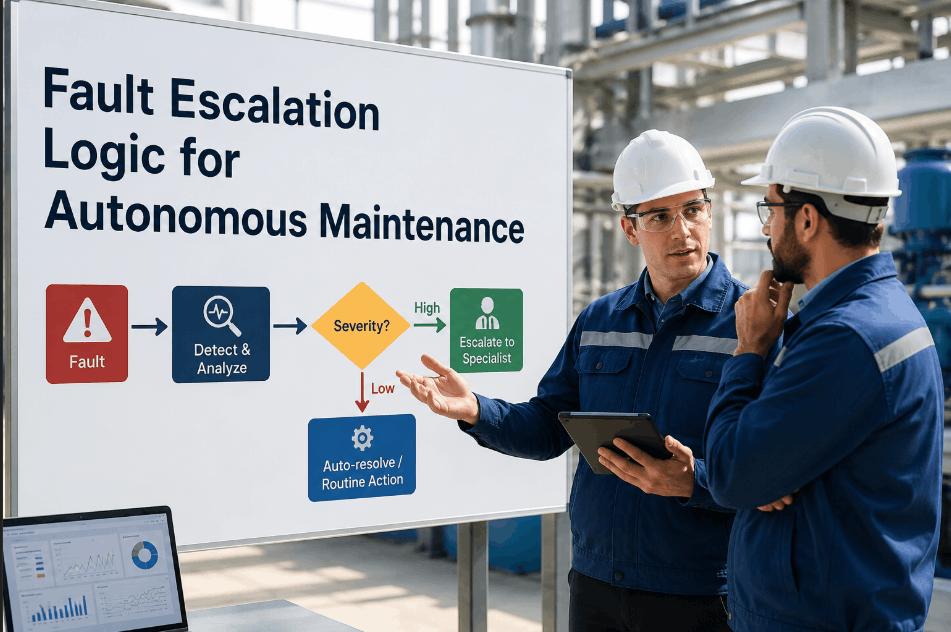
Implement Statistical Process Control to monitor the improved process in real time. Any deviation from the control limits triggers an immediate maintenance or process response — automated in OxMaint. Without a locked Control phase, 70% of improvements regress within 12 months.
OxMaint Connects Your DMAIC Control Phase to Automated Work Orders — Automatically.
SPC control chart violations, process parameter deviations, and quality alerts all feed directly into OxMaint maintenance work orders. The Control phase no longer depends on someone manually monitoring a chart — OxMaint monitors it continuously and acts the moment a process drifts out of spec. No deviation missed. No improvement lost to process drift.
What DMAIC Projects Actually Deliver Across Industries
Six Sigma DMAIC is not theoretical — every result below comes from documented manufacturing case studies. The common pattern: one focused DMAIC project, 3–6 months, targeting a single process, with a measurable defect as the Y variable.
| Industry | Problem (Y Variable) | Baseline Sigma | Result After DMAIC | Key Root Cause Found |
|---|---|---|---|---|
| Automotive — rubber seals | 5.5% rejection rate — weather strips | 3.9σ | 3.08% rejection · 4.45σ in 3 months | Process parameter variation across shifts |
| Auto parts — die casting | High defect rate in die casting + machining | 3.4σ | Sigma raised to 4.0σ · Defect rate halved | Mould temperature + injection speed |
| Lighting poles — metal | High CLP defect rate — dimensional nonconformance | Pp 3.23 | Pp raised to 6.22 · Zero out-of-control points | Material variability + process drift |
| Pharmaceutical — tablets | Variability in tablet compression weight | 3.05σ | 5.4σ achieved — powder stage | Humidity + feed rate interaction |
| Optical — microlens | Visual defects — contamination + surface polish | Below 3σ | Two primary root causes isolated and eliminated | Cleaning protocol + polishing parameter |
The 8 Core Tools — Which Phase They Belong To and What They Do
The power of Six Sigma comes from using the right analytical tool at the right phase. Using a Fishbone diagram in the Control phase, or a Control Chart in the Define phase, wastes time and produces nothing actionable. Here is the definitive tool-to-phase mapping for manufacturing teams.
Maps Suppliers, Inputs, Process, Outputs, Customers. Gives every team member the same understanding of process boundaries before data collection begins. Prevents scope creep — the single biggest reason DMAIC projects fail.
Measurement System Analysis validates that your data collection method is reliable. If 30% of your measured variation is actually measurement error, your entire analysis is wrong. Most plants skip this and wonder why their improvements do not hold.
Quantifies how well your current process meets specification limits. A Cpk below 1.0 means your process is statistically guaranteed to produce defects. A Cpk above 1.33 is the minimum target for a capable process.
Structures root cause brainstorming across six categories (Machine, Method, Material, Man, Measurement, Environment). Generates hypotheses — not confirmed root causes. Every bone on the fishbone must be tested statistically before it can be called a root cause.
Ranks defect types or causes by frequency and cumulative impact. In most manufacturing processes, 20% of defect causes account for 80% of defect volume. The Pareto tells you which causes to solve first for maximum impact.
Tests multiple process variables simultaneously to find the combination that minimizes defects. Far more efficient than one-factor-at-a-time testing — a full factorial DOE tests all interactions. This is how optimal process settings are found scientifically rather than through trial and error.
Makes the wrong process outcome physically impossible through fixture design, interlocks, or sensors. A perfectly designed Poka-Yoke eliminates human error as a root cause variable entirely — no retraining needed, no reliance on operator attention.
Monitor the improved process in real time using statistical control limits (UCL/LCL). Any point outside control limits signals process instability before it produces a defect batch. Connected to OxMaint, a control chart violation automatically creates a maintenance work order — no manual monitoring required.
Six Sigma Alone vs. Lean Six Sigma: Which One Does Your Plant Need?
Six Sigma and Lean are complementary methodologies that address different types of manufacturing loss. Understanding which to apply — and when to combine them — determines how fast you see results.
If your primary pain is a specific, measurable defect type, start with Six Sigma DMAIC — it is faster and more targeted. If waste (overproduction, waiting, motion) is as large a problem as quality, start with Lean Six Sigma. More than 70% of Fortune 500 manufacturers use Lean Six Sigma as their combined framework. Book a demo to see how OxMaint supports both approaches through its process quality and maintenance integration modules.
Frequently Asked Questions About Six Sigma in Manufacturing
How long does a DMAIC project typically take in a manufacturing environment?
A well-scoped DMAIC project targeting a single process and a single measurable defect type typically completes in 3–6 months — Define and Measure in weeks 1–4, Analyse in weeks 5–10, Improve pilot in weeks 11–16, and Control implementation in weeks 17–24. Projects that exceed 6 months have typically either scoped too broadly or stalled in the Analyse phase waiting for statistical significance. OxMaint's process quality module accelerates the Measure and Control phases by providing automated data collection and SPC monitoring from day one of connection — eliminating the manual data-gathering bottleneck that delays most DMAIC projects.
What sigma level should a manufacturing plant realistically target in a first DMAIC project?
Most manufacturing plants operating on manual quality logs are at 3σ–3.5σ. A single focused DMAIC project typically moves the targeted process to 4σ–4.5σ — a defect reduction of 85–90% on that specific process. Targeting 6σ in a first project is unrealistic and discourages teams. The goal is one project, one measurable improvement, one documented gain. Book a demo to see how OxMaint calculates your current process sigma level from connected sensor and production data — establishing the baseline your first DMAIC project needs before the team writes a single line on a project charter.
What is the difference between a control chart UCL/LCL and a specification limit?
Specification limits (USL/LSL) are set by the customer or engineering — they define what the product must achieve. Control limits (UCL/LCL) are calculated from actual process data and define what the process naturally produces. A process can be in statistical control (all points within UCL/LCL) and still produce defects if the control limits are wider than the spec limits — this is a Cpk below 1.0, and it means the process is too variable regardless of whether it is "in control." OxMaint's SPC module displays both limits simultaneously and triggers work orders when either is breached — giving your team visibility into both process stability and process capability in real time.
How does OxMaint support the Control phase of a DMAIC project?
OxMaint connects to your PLCs and sensors to monitor SPC control charts in real time — when any point breaches UCL/LCL or a run rule is violated, OxMaint automatically creates a maintenance or process investigation work order assigned to the correct team. This removes the dependency on someone manually monitoring charts every shift — the single biggest reason Control phase improvements regress. Calibration PMs for measurement equipment are also auto-scheduled, ensuring your MSA baseline remains valid. Book a demo to see a live SPC control chart violation triggering a work order in OxMaint — the 60-second loop that closes the gap between the Control plan and the maintenance team.
Your Defects Have a Root Cause. DMAIC Finds It. OxMaint Makes Sure It Stays Fixed.
The Control phase is where most Six Sigma improvements fail — not because the root cause was wrong, but because nobody was watching the process drift back. OxMaint monitors your SPC control charts continuously, creates work orders the moment a process deviates, and keeps your improvement alive shift after shift. Start free — connect your first process today and have your baseline sigma level calculated before the week is out.