A 2% drift in blast temperature at a major integrated steel mill went undetected for three weeks. The result? 4,200 tons of off-spec pig iron, $2.3 million in reprocessing costs, and a 12% spike in coke consumption. That thermal inefficiency—entirely preventable with proper energy monitoring—cost more than five years' worth of monitoring system investment. Blast furnaces are the heart of integrated steelmaking, consuming 60-70% of a steel plant's total energy. These massive reactors operate continuously for 15-20 years between relines, transforming iron ore into molten pig iron through carefully balanced chemical reactions. Understanding and optimizing energy flow isn't optional; it's the difference between profitable operation and hemorrhaging costs.
$8.2B+
Annual Energy Costs for Global Blast Furnace Operations
Steel plants with AI-powered blast furnace monitoring reduce energy consumption by 15-25% and extend campaign life by 2-3 years
The global industrial energy management market is projected to reach $75.3 billion by 2030, with steel manufacturing accounting for over 35% of heavy industry energy consumption. Blast furnaces sit at the center of this transformation—where extreme temperatures meet razor-thin efficiency margins. Schedule a consultation to discover how AI-powered monitoring can transform your blast furnace operations.
Why Blast Furnaces Demand Specialized Energy Monitoring
Blast furnaces operate under conditions unlike any other industrial equipment. With internal temperatures exceeding 2,300°C, pressures up to 4 bar, and continuous material throughput measured in thousands of tons per day, these reactors demand precise energy balance to maintain stable operation.
Thermal Balance
2,300°C+ Core Temperature
Heat distribution across 12+ tuyeres must stay within ±15°C to prevent scaffold formation, hanging, and irregular descent of the burden.
Gas Utilization
40-50% Efficiency Target
Top gas composition and temperature indicate reduction efficiency. Poor utilization means wasted coke and increased CO₂ emissions per ton of hot metal.
Burden Distribution
±2% Layer Precision
Uneven ore/coke distribution creates cold and hot zones, channeling gas flow and reducing overall reduction efficiency by 5-10%.
Hot Blast Optimization
1,100-1,300°C Range
Every 100°C increase in blast temperature reduces coke consumption by 15-20 kg/thm. Stove cycling must maximize blast temperature consistency.
The Hidden Energy Drain
Suboptimal blast furnace operation doesn't just waste fuel. It accelerates refractory wear, shortens campaign life by 2-4 years, increases maintenance costs by 25%, and can trigger unplanned shutdowns costing $500K-$2M per day in lost production.
The Real Cost of Unmonitored Blast Furnace Operations
Many steel plant operators accept energy waste as inevitable due to the inherent complexity of blast furnace operations. But when you calculate the true cost across fuel, productivity, maintenance, and environmental penalties, the numbers are staggering.
Annual Energy Impact CalculatorTypical 10,000 thm/day blast furnace operation
Want to calculate your blast furnace's energy savings potential? Our engineers will analyze your operational data and identify optimization opportunities.
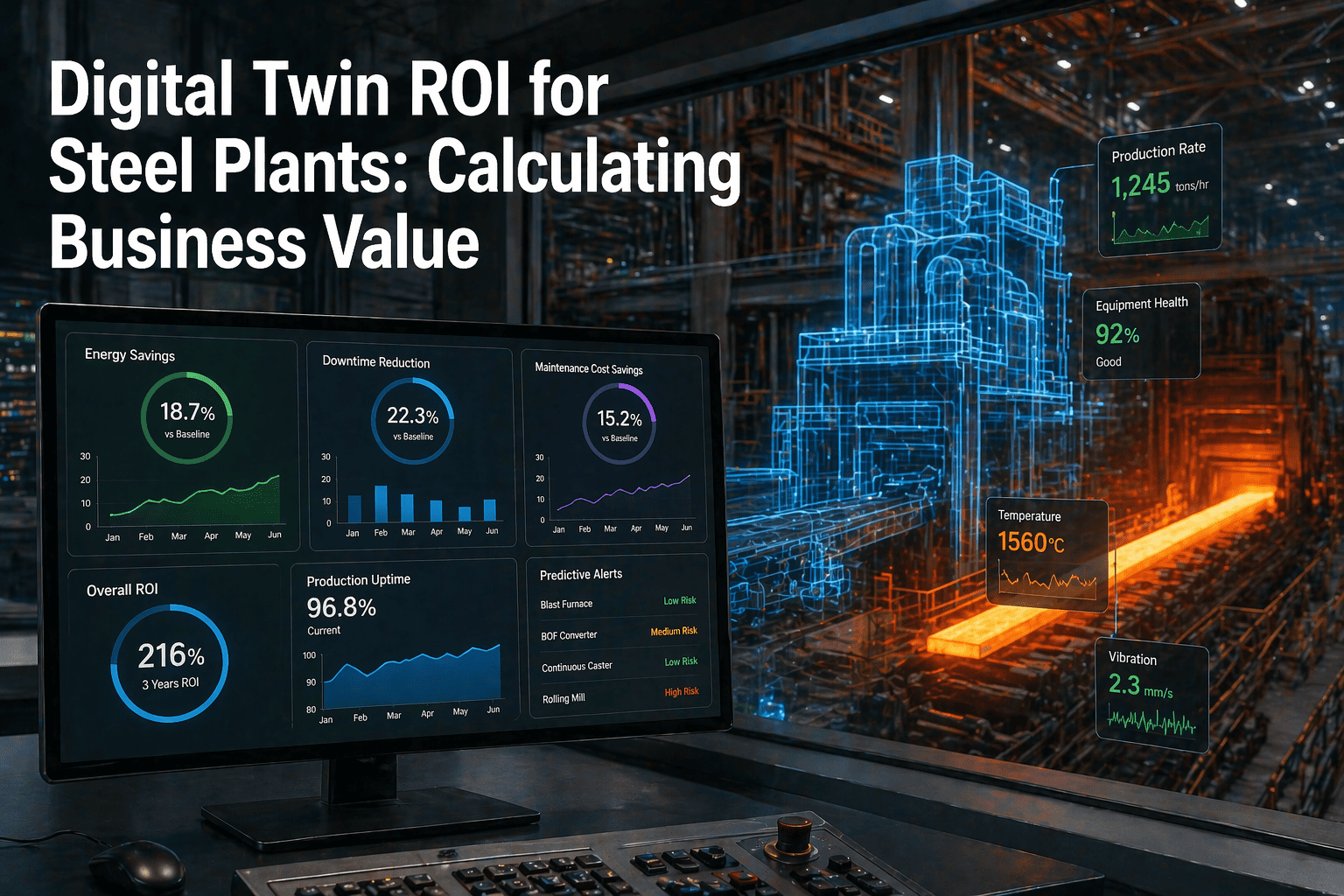
Modern blast furnace energy monitoring combines hundreds of sensors, real-time process models, and AI-powered analytics to optimize every aspect of furnace operation. The system continuously calculates heat balances, predicts thermal state, and recommends operational adjustments.
When blast furnace energy monitoring integrates with your computerized maintenance management system (CMMS), anomalies automatically trigger work orders—ensuring efficiency issues get addressed before they escalate into major losses. Create your free Oxmaint account to see how integrated monitoring transforms reactive firefighting into proactive optimization.
Key Energy Parameters to Monitor
Not all energy parameters matter equally in blast furnace operations. Focus monitoring resources on the metrics that directly impact fuel consumption, productivity, and campaign life.
Critical
Coke Rate (kg/thm)
Target< 320 kg/thm
The primary indicator of blast furnace efficiency. Each 10 kg/thm reduction saves $1.1-1.5M annually for a 10,000 thm/day furnace.
Critical
Gas Utilization Rate (ηCO)
Target> 48%
Calculated as CO₂/(CO+CO₂) in top gas. Each 1% improvement in gas utilization reduces coke rate by 8-10 kg/thm.
High
Hot Blast Temperature
Target> 1,200°C average
Every 100°C increase reduces coke by 15-20 kg/thm. Optimal stove cycling maximizes average blast temperature while maintaining stability.
High
PCI Rate & Efficiency
Target> 150 kg/thm, > 0.9 replacement
Pulverized coal injection replaces expensive coke at 0.85-0.95 kg/kg ratio. Monitoring combustion efficiency ensures maximum benefit.
Medium
Top Gas Temperature
Target120-180°C
Indicates thermal efficiency of the furnace. Temperatures above 200°C suggest poor heat exchange and wasted sensible heat.
Medium
Cooling Water Heat Extraction
Target< 1.5 GJ/thm
Heat lost to cooling represents wasted energy. Monitoring identifies hot spots indicating refractory wear or scaffold buildup.
Not sure which parameters to prioritize? Our engineers will assess your blast furnace and recommend optimal monitoring points.
The difference between traditional monitoring and AI-powered systems isn't just about technology—it's about transforming how your team optimizes blast furnace energy consumption.
Energy Monitoring Approach Comparison
Traditional Monitoring
⚠️
Reactive response to efficiency drops
Manual heat balance calculations
Shift-based operator experience
Fixed operating recipes
Weekly/monthly energy reviews
340-380kg coke/thm typical
AI-Powered Monitoring
✅
Predictive optimization 4-8 hours ahead
Continuous heat balance modeling
AI-captured best practices
Dynamic parameter adjustment
Real-time energy dashboards
290-320kg coke/thm achievable
Proven Results from Energy Monitoring Programs
Steel plants that implement comprehensive blast furnace energy monitoring consistently achieve dramatic improvements in fuel consumption, productivity, and environmental performance.
Documented Industry Outcomes
15-25%
Reduction in coke consumption
3-5%
Increase in productivity (thm/day)
20-30%
Reduction in CO₂ emissions/thm
8-12mo
Typical ROI payback period
"
After implementing AI-powered energy monitoring integrated with our CMMS, we reduced coke rate from 365 to 308 kg/thm within 18 months. The system paid for itself in the first quarter and continues to identify optimization opportunities we never knew existed.
— Chief Technology Officer, Integrated Steel Works
Implementation Roadmap
Deploying blast furnace energy monitoring requires careful planning to integrate with existing Level 2 systems while adding advanced analytics capabilities without disrupting continuous operations.
1
Assessment & Baseline
Week 1-3
Existing sensor inventory and data quality audit
Historical energy performance analysis
Gap analysis for monitoring requirements
2
Data Integration & Modeling
Week 4-8
Connect to Level 2 systems and historians
Deploy additional sensors if needed
Configure heat balance and process models
3
AI Training & Validation
Week 9-14
Train predictive models on historical data
Validate predictions against actual operation
CMMS integration for automated work orders
4
Optimization & Expansion
Ongoing
Continuous model refinement with new data
Operator training and feedback integration
Extension to hot stoves, gas cleaning, TRT
Choosing the Right Monitoring Solution
The blast furnace energy monitoring market offers solutions ranging from basic data historians to sophisticated AI-driven platforms. For steel plant applications, prioritize these capabilities:
✓
Real-Time Heat Balance Calculation
Continuous thermal state estimation using all available process data, not just periodic manual calculations.
✓
Predictive Thermal Modeling
AI/ML algorithms that forecast silicon content, hot metal temperature, and gas utilization 4-8 hours ahead.
✓
Level 2 System Integration
Native connectivity to existing automation systems (ABB, Siemens, Primetals) without requiring data re-entry.
✓
CMMS/EAM Integration
Automated work order generation when efficiency metrics indicate maintenance needs or equipment degradation.
✓
Carbon Tracking & Reporting
Built-in CO₂ emissions calculation per ton of hot metal for environmental compliance and carbon credit management.
Frequently Asked Questions
How does energy monitoring improve blast furnace campaign life?
Energy monitoring detects thermal anomalies that indicate refractory wear, scaffold formation, or hot spots early—often weeks before they become critical. By maintaining optimal thermal profiles and avoiding thermal shocks, plants typically extend campaign life by 2-3 years. Schedule a demo to see how predictive monitoring protects your investment.
What's the typical ROI for blast furnace energy monitoring?
Most steel plants achieve payback within 8-12 months through reduced coke consumption alone. A 10,000 thm/day furnace reducing coke rate by just 20 kg/thm saves approximately $2.2M annually. Additional benefits from improved productivity, reduced emissions, and extended campaign life typically double the total value.
Can monitoring integrate with our existing Level 2 automation?
Yes. Modern energy monitoring platforms connect to all major automation vendors (ABB, Siemens, Primetals, Danieli) via standard OPC-UA or proprietary interfaces. The system reads existing sensor data without requiring additional instrumentation in most cases—though gap sensors may be recommended for optimal coverage.
How does energy monitoring connect to maintenance management?
When integrated with a CMMS like Oxmaint, energy anomalies automatically generate work orders with relevant operational data attached. For example, if cooling water heat extraction spikes in a specific stave zone, the system creates a maintenance task to inspect that area—ensuring issues get addressed through your standard maintenance workflow. Sign up for free to explore integration capabilities.
Transform Your Blast Furnace Energy Performance
Oxmaint connects blast furnace energy monitoring with your entire maintenance operation—transforming operational data into actionable work orders, predictive insights, and documented savings.