Every steel grade change in a continuous casting or rolling mill generates transition scrap — off-grade material between product specifications that cannot be shipped to customers. For a mid-size integrated steel plant producing 2 million tonnes annually, grade change scrap accounts for 1.5–3% of total output, representing $8 million to $25 million in lost revenue each year. The root cause is not equipment failure but coordination failure: the melt shop, caster, and rolling mill operate on disconnected schedules, sequence optimization is manual, and chemistry transitions are tracked in spreadsheets rather than a unified production system. OxMaint's analytics and reporting platform connects grade transition logic directly to maintenance workflows — sequencing heats by chemistry window, flagging optimal change points, and tracking transition scrap volumes per grade pair. Book a demo to see how steel producers reduce transition scrap by 30–50% with integrated grade change management.
Steel Production · Grade Change Optimization · Scrap Reduction
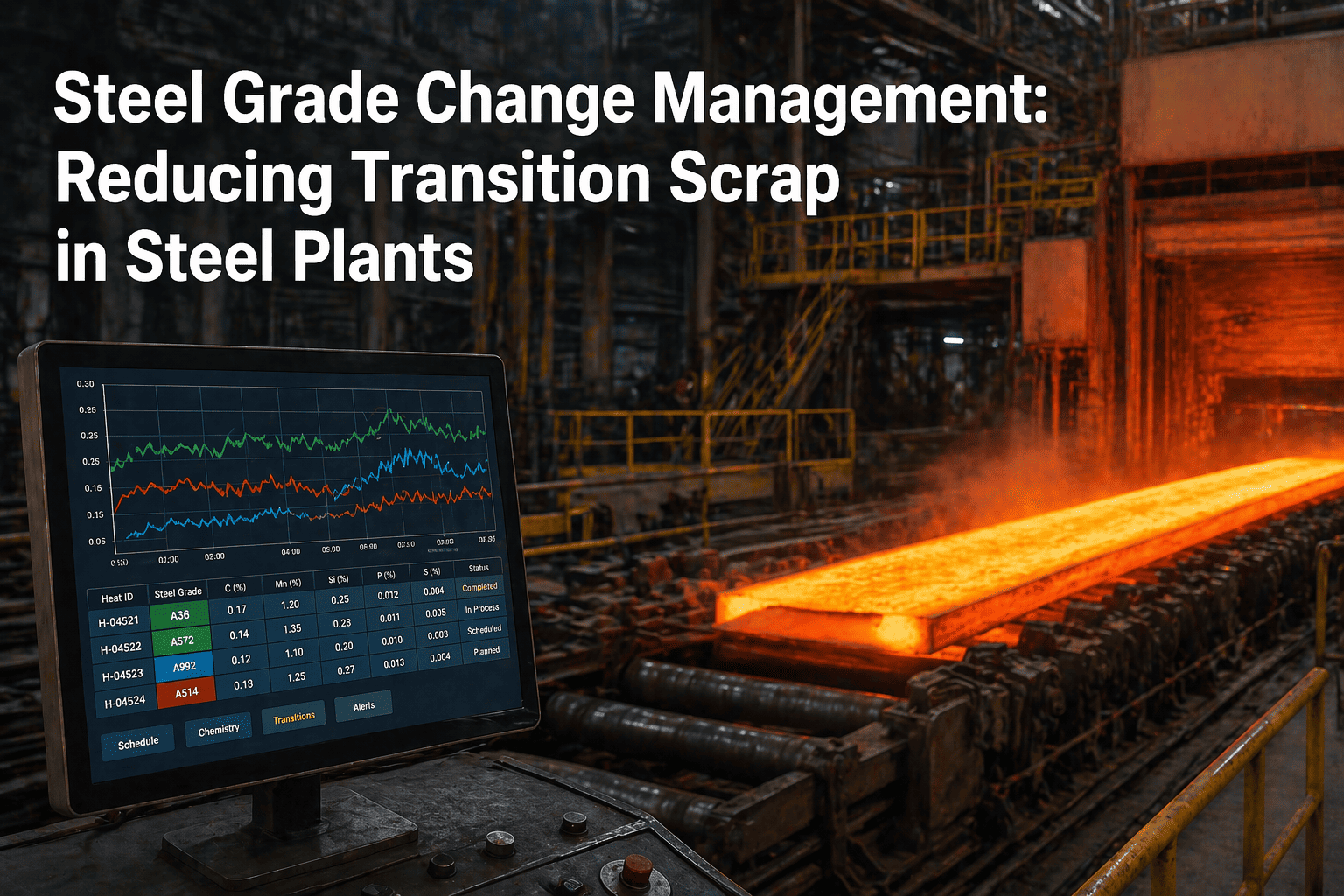
Steel Grade Change Management: Reducing Transition Scrap in Steel Plants
Sequence optimization, chemistry monitoring, transition scrap tracking — the complete framework for minimizing off-grade material during steel grade changes.
1.5-3%Annual output lost to grade change scrap
$8M-25MLost revenue per 2M tonne/year plant
30-50%Scrap reduction achievable with integrated grade management
Turn grade change scrap from a cost center into a controlled variable. OxMaint sequences heats by chemistry window, flags optimal transition points, and tracks transition scrap volumes per grade pair — reducing off-grade material by 30–50%.
Grade Change Cost Model
The True Cost of Unoptimized Grade Transitions
Grade change scrap is not a fixed cost — it varies dramatically by transition direction, chemistry proximity, and caster sequence. A transition from low-carbon to high-alloy steel generates 3–5x more off-grade material than a transition between similar chemistries. Understanding these cost drivers is the first step toward reduction.
← Swipe to see full table →
| Transition Type |
Typical Scrap Tonnage |
Primary Cost Driver |
Mitigation Strategy |
| Low-carbon to High-carbon |
15-25 tonnes |
Carbon target difference >0.20% |
Sequence low→high carbon; use intermediate grades |
| Low-carbon to Alloy (Cr, Ni, Mo) |
25-45 tonnes |
Alloy additions require ladle and tundish flush |
Batch alloy grades together; minimize Cr/Ni transitions |
| High-strength low-alloy (HSLA) to High-carbon |
20-35 tonnes |
Micro-alloy residuals (Nb, V, Ti) persist in tundish |
HSLA→mild steel→high-carbon buffer sequence |
| IF Steel to High-carbon |
30-50 tonnes |
Titanium removal delays grade change completion |
Batch IF steel grades; use Ti-free buffer grades |
Scrap Reduction Strategies
Six Operational Changes That Cut Transition Scrap
01
Sequence by Alloy Content
Order heats from lowest to highest alloy content. Moving from low-carbon to high-alloy reduces transition length by 30–50% compared to the reverse order.
02
Buffer Grade Heats
Schedule 1-2 intermediate-grade heats between high-scrap transitions (e.g., IF steel → mild steel → high-carbon). Buffer heats convert transition material from scrap to saleable product.
03
Tundish Sampling
Sample tundish chemistry every 5 minutes during grade change. Confirm new grade is "clean" before returning to prime specification — reduces overestimated transition length by 30–50%.
04
Ladle Cleanliness Management
High-residual grades (HSLA, alloy) require clean ladles. Track ladle usage to ensure high-residual heats follow low-residual heats, never the reverse.
05
Batch Similar Grades
Group heats by grade family (IF steels, HSLA, alloy) to minimize transition frequency. A 10-heat sequence of IF steel has zero transitions; a mixed sequence of 10 heats has 9 transitions.
06
Grade Pair Performance Tracking
Track transition scrap by grade pair (e.g., IF Steel → HSLA). Identify which grade pairs consistently produce excess scrap — then target those specific transitions for process improvement or buffer grade addition.
"Grade change scrap is the largest controllable loss in most continuous casting operations — and it is consistently under-measured because transition material is often classified as general 'crop loss' rather than tracked by grade pair. The facilities that have reduced transition scrap from 2.5% to 1.2% did not build new equipment. They implemented three changes: real-time chemistry tracking from ladle to tundish to slab, sequence optimization rules in their production scheduling system, and daily transition scrap reporting by grade pair. The same changes are available to any plant with the right data infrastructure."
Thomas Bauer, PhD Metallurgy
Former Caster Optimization Manager, ThyssenKrupp Steel · 18 years continuous casting and grade change process improvement
Frequently Asked Questions
How does OxMaint integrate with steel plant production systems for grade change tracking?
OxMaint integrates with melt shop L2 systems, caster PLCs, and rolling mill production schedules via OPC-UA, REST APIs, or manual data entry. The platform tracks each heat's target grade, actual chemistry (C, Mn, Cr, Ni, Mo, etc.), and caster sequence position. For each grade pair, OxMaint calculates historical transition scrap tonnage, identifies the scrap-minimizing sequence order, and sends alerts when heats are sequenced in high-scrap order.
Book a demo to see grade change analytics.How can steel plants reduce grade change scrap without capital investment?
The highest-ROI actions are operational, not capital: (1) Sequence heats by increasing alloy content — moving from low to high alloy minimizes chemistry transitions. (2) Implement a "clean grade buffer" system — schedule 1-2 intermediate-grade heats between high-scrap transitions. (3) Use caster tundish chemistry sampling to confirm transition completion before returning to prime grade. (4) Track transition scrap by grade pair to identify which transitions consistently produce excess off-grade material — then target those specific grade pairs for process improvement.
Start a free trial to track transition scrap by grade pair.What is the role of tundish chemistry in grade change management?
The tundish holds 20–60 tonnes of liquid steel between the ladle and the mold. During a grade change, the tundish must be flushed of the previous grade's chemistry before the new grade reaches specification. Tundish chemistry sampling at 5-minute intervals during transition allows operators to know exactly when the new grade is "clean." Without sampling, the transition length is overestimated by 30–50%, adding unnecessary scrap. Automated tundish sampling integrated with grade tracking reduces transition scrap by 15–25%.
Book a demo to see tundish chemistry integration.How does caster sequence length affect grade change scrap?
Longer caster sequences (more heats between tundish changes) reduce the frequency of grade change transitions, lowering scrap per tonne. A sequence of 10 heats has one transition between heat 5 and 6. A sequence of 5 heats has 4 transitions — each transition generating scrap. Optimizing sequence length for the grade mix is a production planning function with direct scrap impact. Facilities moving from 6-heat to 10-heat average sequences report 25–40% reduction in grade change scrap.
Start a free trial to optimize caster sequence planning.
Turn Grade Change Scrap from a Cost Center into a Controlled Variable
OxMaint's analytics platform connects grade transition logic directly to production workflows — sequencing heats by chemistry window, flagging optimal change points, and tracking transition scrap volumes per grade pair. Reduce off-grade material by 30–50% without capital investment.
.png)




