According to the global LIMS market for metals and mining is projected to reach $1.8 billion by 2028, driven by steel plants seeking to automate quality testing workflows. However, 76% of steel quality laboratories still operate with disconnected LIMS and maintenance systems — creating a gap where failed tensile, chemical, or metallurgical tests generate paper notifications that reach maintenance teams hours or days later. A single out-of-specification (OOS) result for ladle chemistry, rolling temperature compliance, or finished product tensile strength can trigger a production hold costing $50,000–250,000 per hour until the root cause is identified and corrected. When LIMS detects a failure but no automated work order reaches the maintenance team, the hold duration extends from an average of 4 hours to 18+ hours. OxMaint's LIMS-CMMS Integration Module connects quality testing results directly to equipment-level maintenance actions — automatically creating work orders for failed steel quality parameters, tracking root cause analysis, and closing the loop between lab results and process correction. Book a demo to see how integrated steel plants are reducing quality-related production holds by 40–60% through automated LIMS-to-maintenance workflows.
01
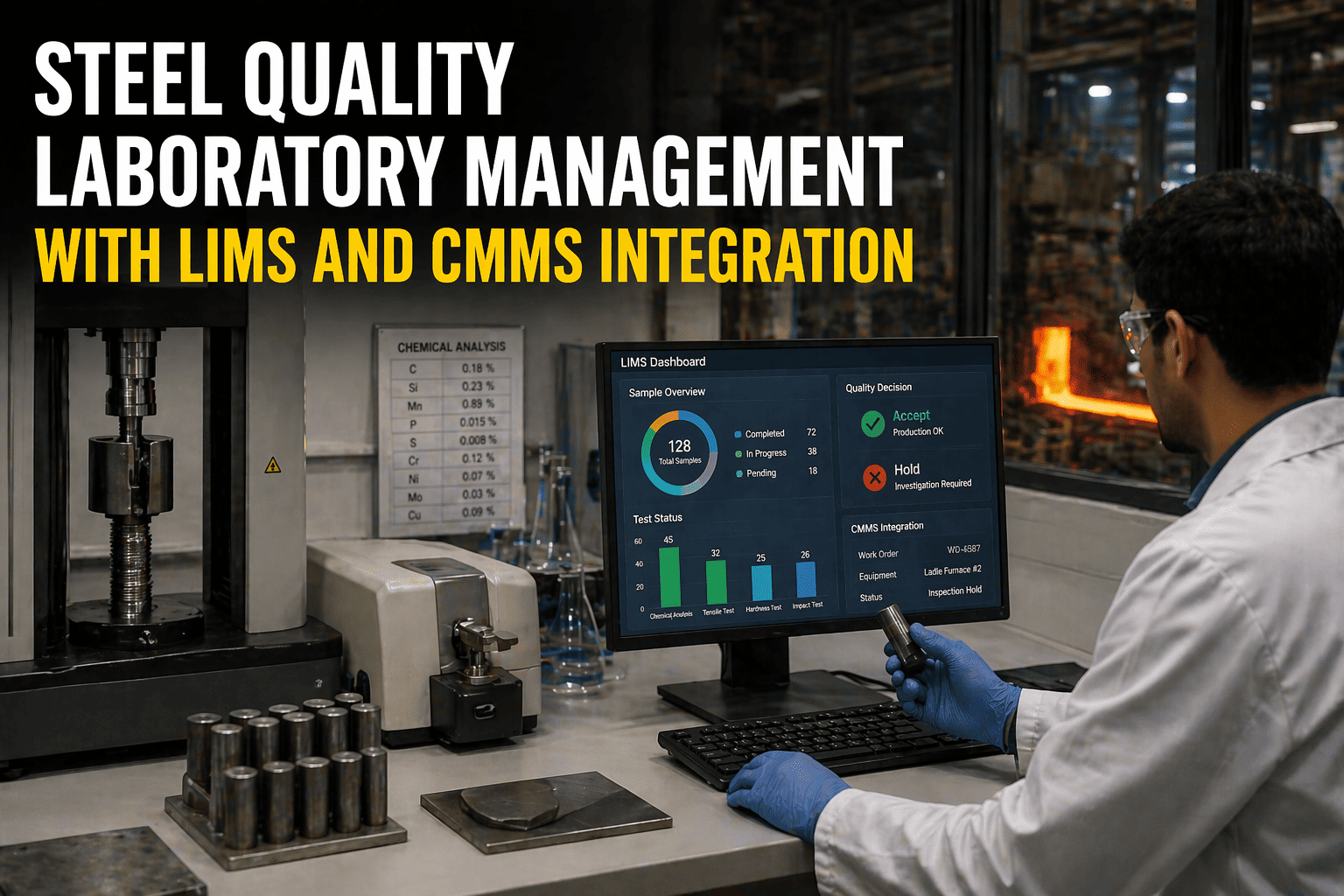
Steel Quality Laboratory Management with LIMS and CMMS Integration
LIMS · CMMS · Quality workflows · Production holds · Root cause analysis · Automated testing
76%Of steel quality labs operate with disconnected LIMS and maintenance systems
$50K–250KProduction hold cost per hour for out-of-spec steel quality
40–60%Reduction in quality-related production holds with integrated workflows
Steel Quality Testing by the Numbers
500–2,000
Quality tests per day in an integrated steel plant laboratory
Ladle, tundish, rolling, finished product
2–4 hrs
Production hold duration with integrated LIMS-CMMS
Automated root cause identification
18+ hrs
Hold duration with disconnected paper-based notification
Manual RCA + maintenance notification delays
Five Quality Parameters That Require LIMS-CMMS Integration
01
Ladle & Tundish Chemistry — OOS Carbon, Sulfur, Alloy Elements
Ladle metallurgy requires precise carbon (0.03–0.08% for low-carbon grades), sulfur (below 0.015% for quality steels), and alloy element (Mn, Cr, Ni) control. OOS chemistry triggers production hold. LIMS-CMMS integration automatically creates work orders for degasser calibration, alloy feeder inspection, or ladle refractory condition — reducing hold duration from 6–12 hours to 1–2 hours.
02
Reheat Furnace Temperature Uniformity
Slab reheat furnace must maintain ±10°C uniformity across zones. Thermocouple drift or burner imbalance causes temperature variation — leading to rolling defects. LIMS tracks slab surface temperature profiles; OOS results trigger CMMS work orders for thermocouple calibration, burner inspection, or combustion control tuning. Integration cuts mean time-to-diagnosis from 8 hours to 90 minutes.
03
Rolling Mill Dimensional Tolerance
Hot strip and plate mills require thickness tolerances within ±0.005 inches for quality grades. Out-of-tolerance products (gauge variation, width deviation, profile defects) trigger quality holds. LIMS-CMMS integration automatically routes work orders to roll grinding and setup calibration — reducing rework and scrap by 25–40%.
04
Tensile & Mechanical Testing — UTS, Yield, Elongation
Finished product certification requires tensile testing (ultimate tensile strength, yield strength, percent elongation) per ASTM A370 or customer specification. Failed tensile results indicate processing issues — improper cooling rate, incorrect tempering temperature, or microstructure anomalies. LIMS flags failures; CMMS receives work orders for cooling bed adjustments, temperature recorder verification, or quench system inspection.
05
Metallographic & Microstructure Analysis
Microstructure examination (grain size, inclusion rating, decarburization depth, phase distribution) determines final product suitability for automotive, pipeline, or structural applications. Abnormal microstructure (excessive grain growth, untempered martensite, inclusion clusters) triggers root cause investigation. Integrated workflow links failed micrographs to specific heat treatment equipment work orders, cooling rate verification, or ladle refining records.
LIMS-CMMS Integration Checklist for Steel Laboratories
01
Connect LIMS to Equipment Asset Hierarchy
Map each quality test to specific production equipment: ladle chemistry → ladle metallurgy station, rolling temperature → reheat furnace zones, tensile strength → cooling bed + tempering furnace. Enables automated root cause determination.
Enables auto RCA
02
Configure OOS-to-Work Order Rules
Define thresholds: carbon deviation >0.005% → instrumentation WO, tensile below spec → cooling bed inspection WO, decarb depth >0.2mm → furnace atmosphere WO. Each rule maps to maintenance job plan.
Auto WO generation
03
Production Hold Workflow Automation
LIMS OOS result automatically sends hold notification to production control, pauses related work orders, and creates quality hold log. Release only after corrective maintenance work order is signed off.
Reduces hold duration
04
Root Cause Analysis Database
All OOS results stored with associated maintenance actions. Trend analysis identifies recurring failures: ladle turret alignment causing carbon variation, thermocouple drift pattern, roll grinding frequency optimization.
Prevents recurrence
05
Calibration & Standardization Tracking
Laboratory equipment calibration (spectrometers, tensile testers, hardness testers) linked to CMMS. Overdue calibrations block sample login. Calibration certificates stored with LIMS quality records for audit traceability.
Maintains lab accuracy
06
Customer Quality Certification Reporting
LIMS-CMMS integration provides complete traceability for customer certifications: all quality test results + associated equipment condition + corrective maintenance actions. Critical for automotive (IATF 16949) and pipeline (API) customers.
Enables certification
Quality Parameter to Maintenance Action Mapping
| Quality Test | OOS Condition | Likely Root Cause | Auto-Generated Work Order | Typical Hold Reduction |
| Ladle Chemistry (Spectrometer) |
Carbon ±0.005% off specAlloy feeder drift / electrode wearCalibrate alloy feeders / replace electrodes6 hrs → 1.5 hrs Reheat Furnace TemperatureZone uniformity >±15°CThermocouple drift / burner imbalanceCalibrate thermocouples / inspect burners8 hrs → 1.5 hrs Rolling Gauge VariationThickness ±0.007" off specRoll wear / screwdown drift / backup bearingSchedule roll grinding / calibrate screwdown4 hrs → 1 hr Tensile Strength (UTS)UTS below minimum specCooling rate / tempering temperatureInspect cooling bed / verify tempering furnace12 hrs → 2 hrs Metallography — Decarb DepthDecarb >0.20mm (for spring/rail steel)Furnace atmosphere / soaking timeCheck atmosphere control / review profile24 hrs → 4 hrs
Source: OxMaint steel industry LIMS-CMMS deployments 2023–2025. Hold reduction varies by plant, equipment availability, and root cause complexity.
ROI Impact at a Glance — Integrated Steel Quality Lab
40–60%
Reduction in quality-related production hold duration
Integrated vs. disconnected workflows
$850K–2.2M
Annual value from hold reduction + scrap reduction
2–4 holds/month average steel plant
6–12 mo.
Payback period for LIMS-CMMS integration
Software + integration services
"The most expensive quality failure in a steel plant isn't the rejection of a single heat — it's the delay between test failure and root cause identification. I've managed quality systems in integrated mills producing 3M+ tonnes annually. A ladle chemistry OOS triggers a production hold. With disconnected LIMS and maintenance systems, the lab prints a failure report, walks it to the metallurgy office, who calls the melt shop supervisor, who calls maintenance, who starts looking for root causes. That chain takes 6–12 hours before a work order is opened. During those hours, the production hold is costing $150,000 per hour. With LIMS-CMMS integration, the spectrometer result exceeding carbon tolerance at 2:14 AM automatically creates a ladle metallurgy station work order by 2:15 AM. The maintenance team is assigned, parts are checked, and root cause analysis begins within 30 minutes. The payback on integration is measured in a single production hold reduction. Everything after that is margin."
— Dr. Hans-Peter Schmidt, PhD Metallurgy · Quality & Lab Manager — Integrated European Steel Plant · 24 Years Steel Quality Systems and LIMS Deployment · ISO 17025 Lead Assessor
Stop losing production hours to disconnected quality and maintenance systems. Connect LIMS directly to CMMS — and close the loop from OOS to corrective action.
Frequently Asked Questions
What is the typical implementation timeline for LIMS-CMMS integration in a steel plant?
A complete LIMS-CMMS integration for a steel plant quality laboratory typically requires 10–16 weeks from kickoff to production go-live. Phase 1 (4–6 weeks): Requirements & mapping — identify all quality tests, define OOS thresholds per product grade, map test results to equipment assets. Phase 2 (3–5 weeks): API/connector development — build integration between existing LIMS (LabVantage, StarLIMS, SampleManager, LabWare) and OxMaint CMMS. Phase 3 (2–3 weeks): Testing & validation — run parallel paper and digital workflows for 200–500 OOS scenarios, validate work order generation rules. Phase 4 (1–2 weeks): Training & go-live — laboratory technicians, metallurgists, and maintenance planners on new workflows. Steel plants with modern LIMS (API-enabled) complete Phase 2 faster; legacy LIMS requiring middleware or manual CSV export add 2–4 weeks.
Book a demo to receive a site-specific implementation timeline.
Can LIMS-CMMS integration handle customer-specific quality specifications and tolerances?
Yes. OxMaint's integration platform supports grade-specific and customer-specific quality rules. The LIMS sends test results with product grade and customer code; the integration engine applies the correct specification table (e.g., ASTM A36 vs. customer-specific carbon max). OOS thresholds vary by grade: low-carbon steel may require carbon 0.05–0.08%, while high-strength low-alloy (HSLA) allows 0.10–0.15%. The same test result can be in-spec for one customer and OOS for another. The integration automatically creates work orders only when the result exceeds the grade-specific or customer-specific specification. Customer certification reports also pull from these dynamic specifications — ensuring each customer receives test results compared to their agreed tolerances.
Start a free trial to configure grade-specific quality rules.
What laboratory equipment can be integrated with OxMaint's LIMS-CMMS solution?
OxMaint integrates with steel laboratory instruments at two levels: direct instrument-to-LIMS interfaces (via LIMS system) and LIMS-to-CMMS interface (via OxMaint). Supported instrument types include: optical emission spectrometers (OES) for ladle and finished product chemistry (ThermoFisher ARL, Bruker Q4, Spectro, Hitachi OES), X-ray fluorescence (XRF) analyzers, universal testing machines (UTM) for tensile (Instron, ZwickRoell, MTS), hardness testers (Rockwell, Brinell, Vickers), metallographic microscopes with image analysis, and on-line thickness and width gauges. The LIMS aggregates all instrument data; OxMaint connects to the LIMS database via API or middleware. For plants without a modern LIMS, OxMaint can capture instrument outputs directly via serial connection, OPC, or manual entry — with work order triggers based on configured tolerances.
Book a demo to see integration architecture for your specific laboratory instruments.
How does LIMS-CMMS integration support ISO 17025 and IATF 16949 laboratory accreditation?
LIMS-CMMS integration supports accreditation requirements in five areas: Equipment calibration — CMMS tracks calibration due dates for spectrometers, tensile testers, and hardness testers; overdue calibrations block sample login in LIMS. Measurement traceability — each test result links to instrument ID and calibration certificate stored in CMMS. Corrective action — OOS results trigger documented corrective action in CMMS, with root cause analysis, corrective measures, and effectiveness verification — all timestamped and auditable. Proficiency testing — CMMS schedules proficiency test participation and stores results. Management review — integrated dashboards show quality performance metrics (OOS rate by equipment, mean time to corrective action) for laboratory management review meetings. Accreditation auditors (A2LA, UKAS, DAkkS) accept timestamped, user-stamped records from integrated LIMS-CMMS systems as equivalent to paper records with digital signatures.
Sign in to access ISO 17025-compliant quality dashboard templates.
LIMS-CMMS INTEGRATION — OXMAINT
Every Out-of-Spec Quality Result Should Create a Work Order in Seconds — Not Hours
Connect your steel quality laboratory directly to maintenance action. Chemistry OOS, temperature deviation, tensile failure, or microstructure anomaly — auto-generated work orders with root cause mapping, production hold automation, and certification-ready traceability.
-checklist.png)