The electric arc furnace is the most violently productive vessel in modern steelmaking. Every 35-60 minutes, an EAF converts 80-150 tonnes of scrap steel into liquid metal using 30-150 MW of electrical power — enough to light a small city — concentrated through graphite electrodes that reach 3,500°C at their tips. The inside of an operating EAF is a controlled inferno: arcing plasma, exploding scrap, molten steel splashing against water-cooled panels, and supersonic oxygen jets cutting through the charge. No other industrial vessel subjects its components to such extreme and rapid thermal, mechanical, and electrical abuse.
This violence creates a maintenance intensity that's unmatched in steelmaking. Water-cooled panels leak and burn through. Electrodes consume at 1.5-2.5 kg per tonne of steel. Roof deltas crack and deform. Hydraulic systems cycle thousands of times per day under enormous loads. The electrical system delivers power at levels that would be considered a utility-scale installation. Yet the EAF must achieve 90-95% availability and tap-to-tap times under 45 minutes to meet production targets. Oxmaint's EAF maintenance platform manages this complexity by treating the furnace as an integrated system where every component's condition is tracked, trended, and linked to production impact — enabling maintenance decisions that maximize both uptime and tap-to-tap efficiency.
35-60 Minute Heat Cycles. 30-150 MW Power. Zero Room for Unplanned Stops.
EAF Anatomy: 8 Systems, 8 Maintenance Challenges
An EAF is a complex integration of electrical, mechanical, hydraulic, refractory, and water-cooling systems. Each has distinct failure modes, inspection techniques, and maintenance strategies:
Electrode System
Consumable cost: 30-40% of conversion costConsumption: 1.5-2.5 kg/tonne liquid steel (UHP furnaces). At $4,000-$8,000/tonne for premium UHP electrodes, this represents $500K-$2M/month for a single furnace.
Water-Cooled Panels
40-60% of unplanned EAF stopsRefractory Lining
Reline: 5-14 days downtimeHydraulic System
3,000-5,000 cycles/dayElectrical Power System
30-150 MW deliveryOxygen & Carbon Injection
Critical for tap-to-tap timeOff-Gas System
Environmental complianceMechanical Structure
Foundation of everything8 Systems. 16+ Failure Modes. One Platform That Tracks Them All.
Oxmaint manages every EAF component from electrode consumption to off-gas baghouse — linking real-time condition data to maintenance scheduling for maximum uptime and minimum tap-to-tap time.
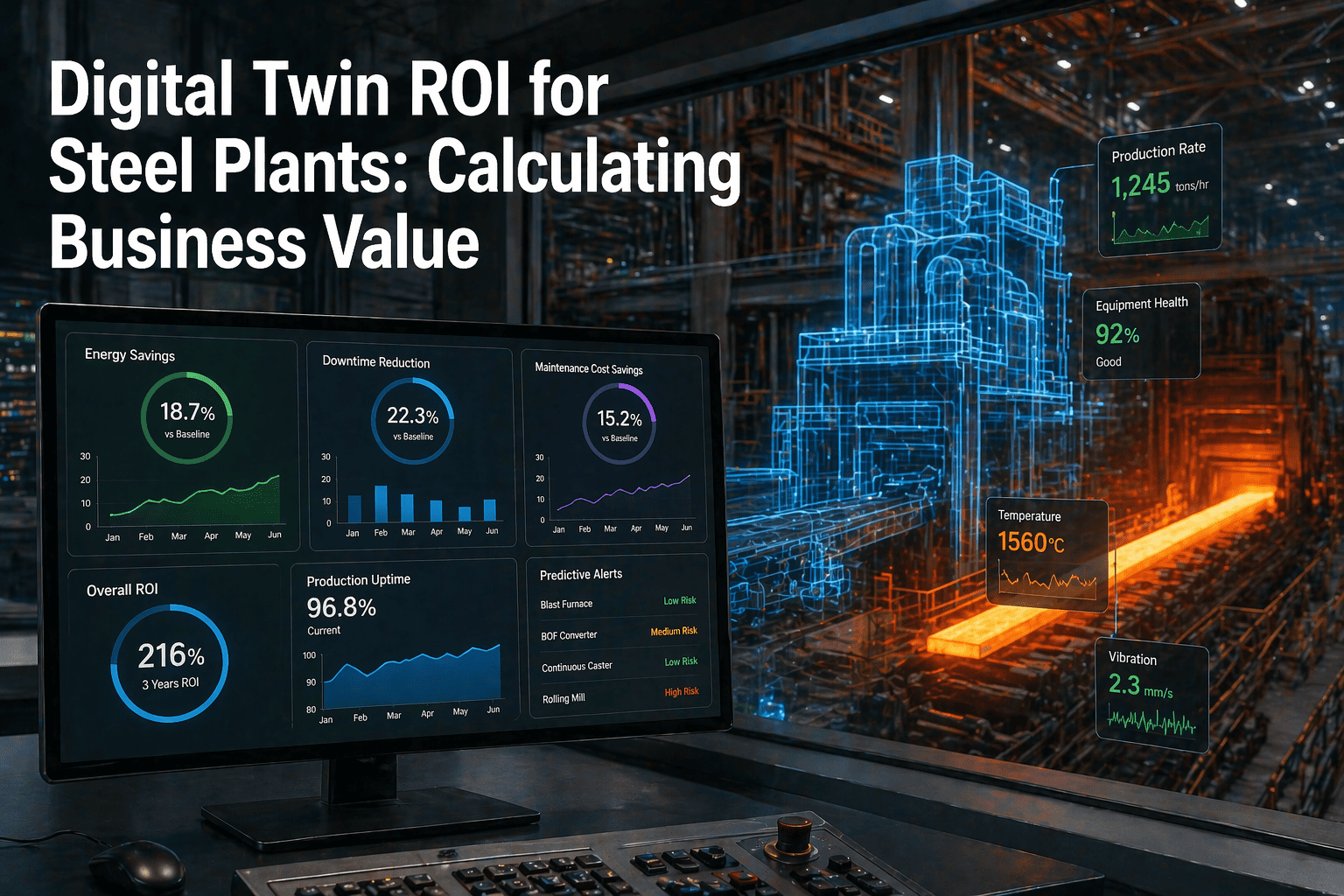
Tap-to-Tap Optimization: Where Maintenance Meets Production
Every minute added to the tap-to-tap cycle costs $500-$2,000 in lost production. Maintenance-related delays are the #1 controllable cause of extended heat times. Here's how equipment condition affects each phase of the heat cycle:
3-8 min
15-25 min
5-12 min
3-5 min
3-8 min
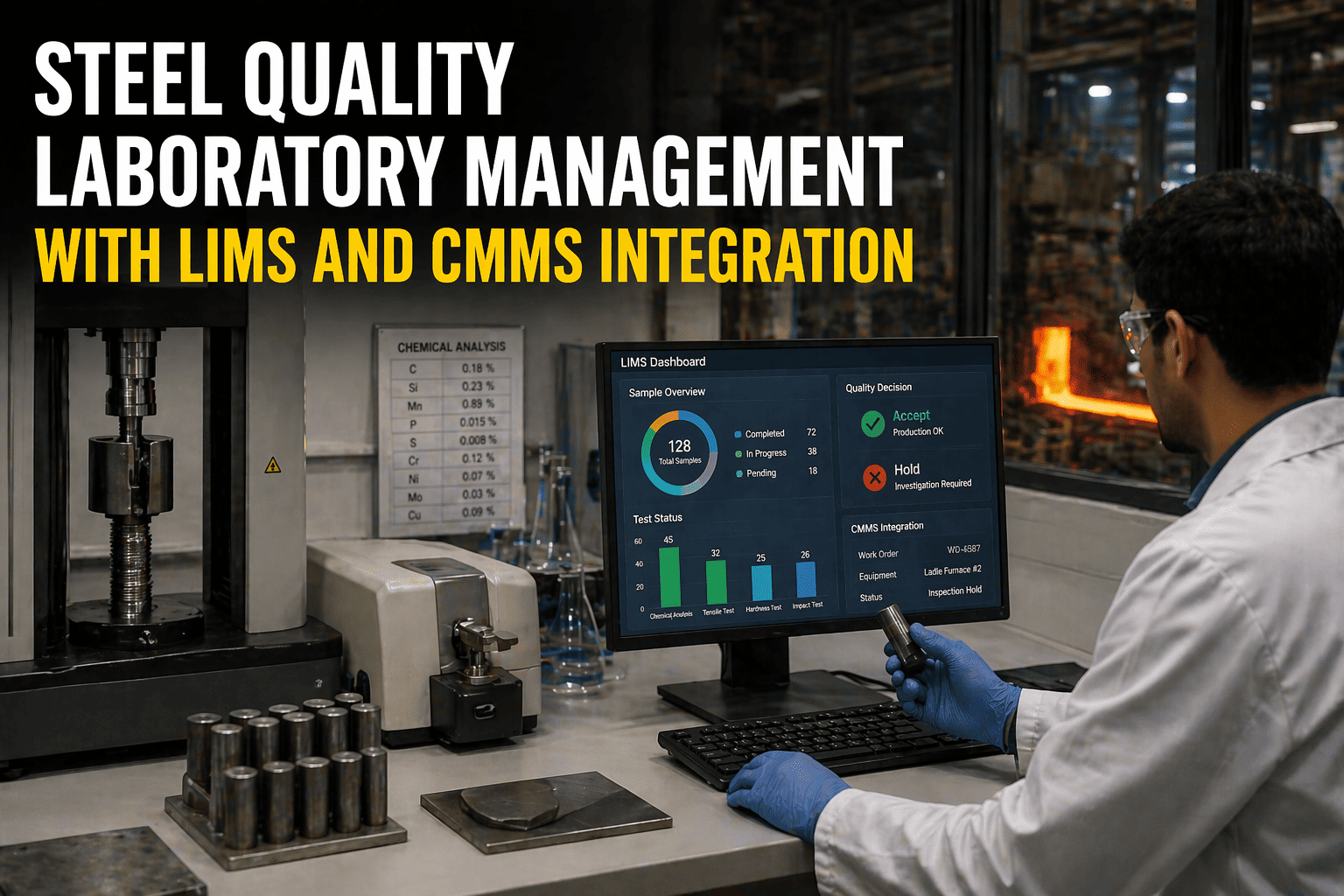
Oxmaint EAF Dashboard Capabilities
Purpose-built for electric steelmaking operations, Oxmaint's EAF module delivers real-time maintenance intelligence across all eight systems:
Electrode Consumption Tracking
Kg/tonne trending per heat, per campaign. Correlates consumption with power profile, regulation performance, and operating practices. Identifies when consumption deviates from baseline indicating equipment or practice issues.
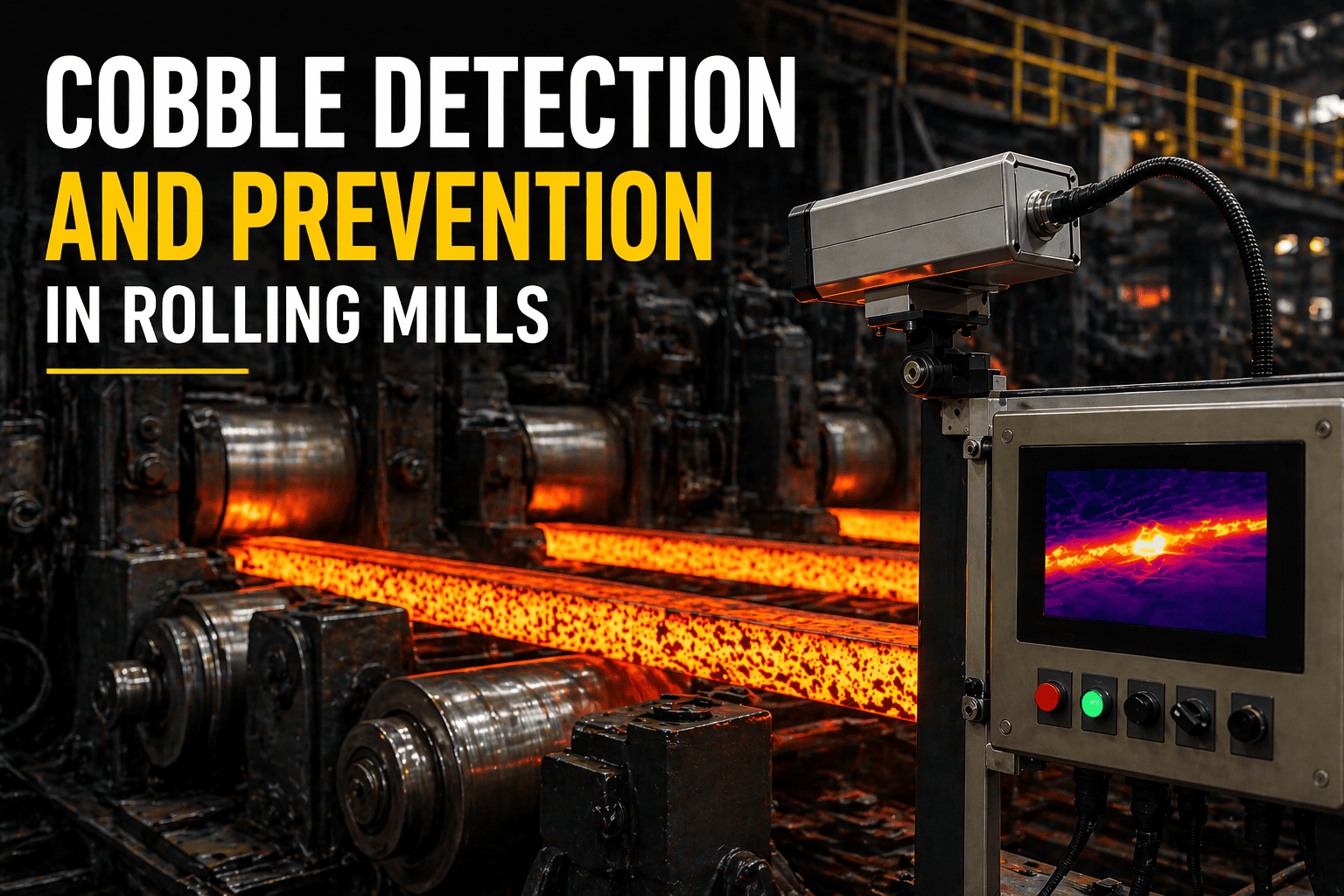
Panel Leak Detection
Real-time water balance per cooling circuit. Flow differential monitoring detects leaks as small as 2-5 L/min before they become catastrophic. Auto-generates urgent work orders when leak rate exceeds threshold with affected panel identification.
Refractory Wear Mapping
Heat-based wear model calibrated to vessel-specific conditions. Tracks remaining lining by zone with laser scan data integration. Projects campaign end date and reline scheduling window. Slag line gunning effectiveness tracked per repair event.
Heat-Based PM Scheduling
PM work orders triggered by heat count rather than calendar: every 50 heats, 200 heats, 500 heats, and 1,000 heats. Ensures maintenance frequency scales with actual furnace usage regardless of production rate variability.
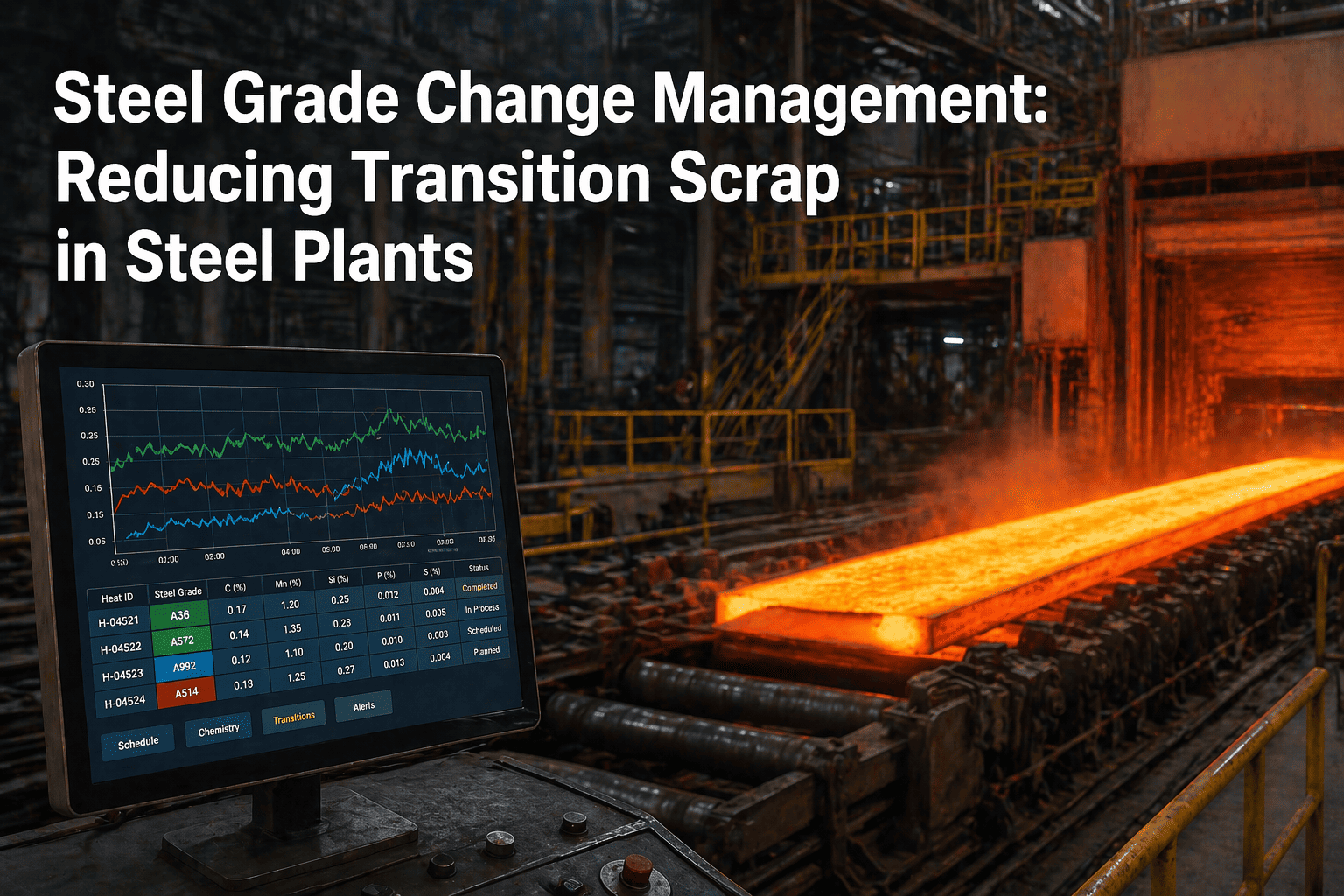
Tap-to-Tap Analysis
Breaks down every heat into phases (charge, melt, refine, tap, turnaround) and identifies which phases are running long. Correlates extended phase times with equipment condition to reveal maintenance-driven delays worth fixing.
Safety System Monitoring
Tracks water cooling system integrity, hydraulic safety interlocks, tilt limit switches, emergency power-off systems, and off-gas temperature alarms. Any safety system degradation triggers mandatory corrective action before next heat.
Faster Heats. Longer Campaigns. Lower Conversion Costs. All Start With Better Maintenance.
Oxmaint's EAF module gives melt shop teams the data and scheduling tools to achieve 90-95% availability with optimal tap-to-tap performance.
Frequently Asked Questions
How does Oxmaint track water-cooled panel condition between planned inspections?
Oxmaint integrates with the EAF's cooling water monitoring system to track three critical parameters per panel circuit in real time: flow rate differential (inlet vs. outlet — a difference indicates a leak), temperature differential (measures heat extraction — declining delta-T indicates scale buildup or reduced panel contact with the furnace), and turbidity/conductivity (spikes indicate contamination from a leak introducing furnace material into the cooling water). When any parameter crosses its threshold, Oxmaint generates an urgent work order identifying the specific panel circuit and recommending action — from increased monitoring frequency to immediate replacement at next heat turnaround. Historical trending reveals which panel positions have the highest failure rates, enabling preemptive replacement during planned shutdowns.
What's the ROI of reducing electrode consumption by 0.1 kg/tonne?
For a 120-tonne EAF producing 1.2 million tonnes/year: 0.1 kg/t reduction = 120 tonnes/year fewer electrodes consumed. At $5,000-$7,000/tonne for UHP graphite electrodes, that's $600K-$840K/year in savings from a seemingly tiny improvement. Oxmaint contributes to electrode consumption reduction by: tracking regulation system response time (slow regulation causes electrode tip damage), monitoring clamp contact resistance (poor contact wastes energy and accelerates oxidation), correlating consumption with operating practices (charge bucket size, bore-down depth, power profile), and identifying electrode breakage patterns (joint quality, column alignment, thermal shock from water contact). Most EAF shops find 0.2-0.5 kg/t reduction opportunities through systematic tracking.
How do you schedule maintenance on an EAF that runs 24/7?
EAF maintenance uses three scheduling tiers: Inter-heat maintenance (3-8 minutes between heats) for quick inspections, slag door repair, electrode additions, and gunning. Oxmaint pre-assigns specific inter-heat tasks to each turnaround period so nothing is missed. Planned delays (2-8 hours, scheduled weekly or bi-weekly) for panel replacements, hydraulic cylinder swaps, injector tip changes, and electrical inspections. These are coordinated with the melt shop production schedule to align with ladle turnarounds or upstream/downstream constraints. Campaign shutdowns (5-14 days, 1-3 per year) for refractory reline, major structural work, transformer maintenance, and baghouse overhaul. Oxmaint manages all three tiers with escalating scope and lead time requirements.
Can Oxmaint manage EAF transformer condition monitoring?
Yes — and given that an EAF transformer has a 6-18 month replacement lead time and $5-15M cost, this is one of the most critical condition monitoring applications in the melt shop. Oxmaint integrates with on-line DGA systems to continuously monitor dissolved fault gases. The system applies industry-standard interpretation methods (Duval triangle, Rogers ratios, key gas) to detect developing faults: partial discharge, hot spots, arcing, and cellulose degradation. Additionally, Oxmaint tracks tap changer operation (contact wear from 200-500+ operations per day), cooling system performance (oil temperature trending, fan/pump operation), and bushing condition (power factor testing, oil level). For EAF transformers specifically, the system accounts for the unique stress pattern: extreme load cycling, harmonic content, and frequent short circuits during bore-down.
How many work orders does a single EAF generate?
A single EAF generates 8,000-15,000 work orders per year: approximately 4,000-7,000 heat-based PM work orders (triggered at defined heat intervals across all eight systems), 2,000-4,000 corrective work orders from inspections and condition monitoring, 1,000-2,000 inter-heat task records, and 500-1,500 shutdown work orders across planned delays and campaign shutdowns. A twin-shell EAF operation doubles these numbers. Oxmaint's mobile completion and template-based PM work orders reduce documentation time by 50-70%, allowing furnace maintenance crews to focus on wrench time rather than paperwork. The platform also tracks heat count per component automatically, so heat-based PM triggers are always accurate without manual counting.