At 11:47 PM on a Wednesday, a PLC controlling a packaging line's fill station registered a torque overload fault on the primary drive motor — fault code F-0429. The alarm flashed on the SCADA screen for 6 seconds, the operator acknowledged it, and production resumed. No work order was created. No technician was paged. Three shifts later, that drive failed completely and stopped the line for 14 hours. The data that predicted the failure had been generated, displayed, and dismissed — because nothing connected the PLC that captured it to the CMMS that could have acted on it. This is the IT/OT gap costing U.S. manufacturers $50 billion a year in unplanned downtime, and PLC-to-CMMS integration is how you close it. See how Oxmaint streams real-time PLC data directly into your maintenance workflow — register for the event.
Connect a PLC to Oxmaint in Under 30 Minutes — Live
Join Oxmaint's IIoT engineering team for a hands-on session: we'll connect a Siemens S7-1500 and a Rockwell ControlLogix to Oxmaint via OPC UA and MQTT in real time, show fault codes auto-generating work orders, and walk through condition-based PM triggers on actual sensor thresholds.
Siemens, Rockwell, Mitsubishi & Omron PLC walkthrough
OPC UA, MQTT, Modbus TCP, EtherNet/IP — all four shown live
Fault-to-work-order automation in real time
Threshold-based condition monitoring and alert routing
OT LAYER
PLC / SCADA
Fault codes, sensor reads, alarms
EDGE
Oxmaint Gateway
Translate, normalize, route
IT LAYER
Oxmaint CMMS
Auto work orders, PMs, alerts
The IT/OT Gap — And Why It's Quietly Bleeding Your Plant
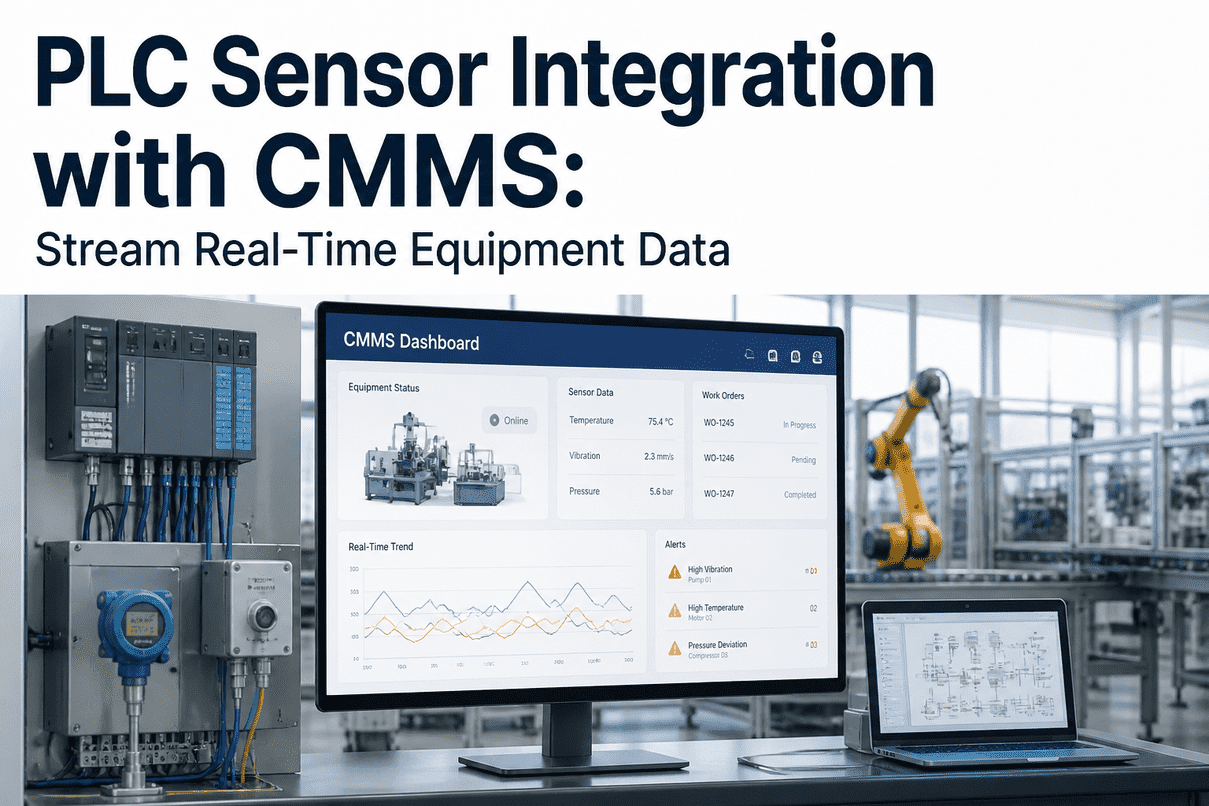
The average manufacturing facility now runs 200 to 800 PLC-monitored data points per line — drive currents, bearing temps, pressure transducers, cycle counters, fault registers. Almost all of it dies on the SCADA HMI. The maintenance team finds out hours or days later, usually when something stops moving. The plants pulling away from the pack in 2026 aren't the ones buying more sensors — they're the ones wiring the sensors they already have directly into their CMMS work order engine.
$50B
Annual U.S. manufacturing losses to unplanned downtime — most of it preventable with existing sensor data
75%
Of leading manufacturers had implemented some form of IT/OT convergence by 2025 — the rest are falling behind
42%
Of all manufacturing downtime traces back to equipment failure — exactly what PLC data predicts in advance
40%
Reduction in unplanned downtime when integrated IT-OT predictive maintenance is properly deployed
How PLC-to-CMMS Integration Actually Works — A 4-Layer Model
PLC integration isn't a single wire from the controller to the CMMS. It's a four-layer architecture, and understanding each layer is the difference between a deployment that delivers ROI in 60 days and one that stalls for 18 months in IT/OT politics.
Sensors & PLC Controllers
Vibration probes, pressure transducers, temperature RTDs, flow meters, and limit switches feed signals into Siemens S7, Rockwell ControlLogix, Mitsubishi MELSEC, Omron Sysmac, and Schneider M-series PLCs. The controllers run scan cycles every 10–100 ms and log fault registers, drive currents, cycle counts, and alarm states.
Siemens S7
Rockwell
Mitsubishi
Omron
Schneider
OPC UA, MQTT, Modbus TCP, EtherNet/IP
The language layer. OPC UA is the modern standard for semantic, secure data exchange and is supported by every major PLC built in the last decade. MQTT handles high-frequency telemetry to cloud platforms with sub-second latency. Modbus TCP and EtherNet/IP cover legacy and brownfield equipment that still runs the bulk of U.S. plant floors.
OPC UA
MQTT / Sparkplug B
Modbus TCP
EtherNet/IP
Industrial Gateway & Data Normalization
An edge gateway sits between the OT network and the IT network. It speaks every PLC protocol on the south side, encrypts and forwards data over TLS on the north side, and performs the critical work of mapping cryptic register addresses (like 40001) to human-readable asset tags ("Line 3 Filler Drive Current"). Outbound-only architecture protects the OT network from external exposure.
Tag mapping
Store-and-forward
TLS encryption
Outbound-only
Oxmaint — Where Data Becomes Action
Incoming PLC events hit Oxmaint's rules engine. Threshold breaches and fault codes auto-generate classified work orders, route them to the right technician, attach the asset history, and trigger condition-based PM cycles instead of calendar-based ones. KPIs like MTBF, MTTR, and fault recurrence update in real time on plant director dashboards.
Auto WO generation
Condition-based PMs
Smart routing
Live KPI dashboards
Choosing the Right Protocol — A Side-by-Side Look
The biggest mistake in PLC-CMMS projects is treating protocol choice as a religion. Each protocol has a sweet spot, and modern integration platforms speak all of them. Here's how the four dominant protocols compare on what actually matters in production. Talk to an Oxmaint integration engineer about which protocol fits your existing PLC fleet — book a 30-minute consult.
Protocol
Best For
Strengths
Watch Out For
Modern PLCs, secure machine-to-machine, contextual data
Built-in security, semantic data modeling, vendor-neutral, supported by every major PLC OEM
Slightly heavier than MQTT for high-volume telemetry
Edge-to-cloud telemetry, high-frequency sensor data
Lightweight, sub-second latency, store-and-forward, scales to thousands of edge devices
Needs Sparkplug B or schema layer for context
Brownfield PLCs, VFDs, power meters, flow meters
Universally supported, simple, low overhead, deeply embedded in field instruments
No native security, no semantic context — register 40001 is just a number
Allen-Bradley / Rockwell ControlLogix and CompactLogix
Native to Rockwell environments, robust real-time control
Less universal outside North American Rockwell shops
In practice, most modern deployments use OPC UA from PLC to gateway, then MQTT from gateway to cloud CMMS. This hybrid pattern combines OPC UA's semantic richness with MQTT's bandwidth efficiency. Oxmaint speaks all four protocols natively — no rip-and-replace required.
Stream Real-Time PLC Data Into Your CMMS — In 30 Minutes, Not 3 Months
Oxmaint connects to Siemens, Rockwell, Mitsubishi, Omron, Schneider, Beckhoff, and Panasonic PLCs via OPC UA, MQTT, Modbus TCP, and EtherNet/IP — no custom development, no SCADA replacement, no OT network risk. Most plants see their first auto-generated work order from a PLC fault inside the first week.
What You Actually Get — 6 Outcomes That Move the KPI Needle
PLC integration isn't a feature — it's a leverage point. Every one of these outcomes has been documented across real manufacturing deployments, and they compound: the work order automation drives MTTR down, the condition-based PMs drive MTBF up, and the dashboard visibility drives planned-vs-unplanned ratio in the right direction.
01
Auto-Generated Work Orders From Fault Codes
When a PLC raises a fault — drive overload, sensor out-of-range, cycle anomaly — Oxmaint creates a classified work order, attaches the asset history, and routes it to the right technician within seconds. No paper logs. No missed alarms.
02
Condition-Based PMs Replace Calendar PMs
Stop greasing a bearing every 720 hours when the PLC tells you it actually ran 412 hours under load. Cycle counters, runtime hours, and load-weighted operating time trigger PMs based on real usage, cutting up to 30% of wasted PM labor.
03
Real-Time Threshold Alerts & Anomaly Detection
Vibration crossing 4.5 mm/s, motor current 12% above baseline, bearing temp drifting 8°C — Oxmaint's rules engine catches the trend weeks before a hard failure and pages the right technician with the data already attached.
04
Live MTBF, MTTR & OEE Dashboards
Maintenance KPIs update from real PLC events, not from technicians filling out timesheets at end of shift. Plant directors see fault frequency, recovery time, and asset health at a glance — and can drill into any spike without leaving the dashboard.
05
Closed-Loop Root Cause Investigation
Every work order arrives with the PLC data trail attached — the 30 minutes of sensor history before the fault, the alarm sequence, the operator response. Root cause analysis drops from 4 hours of forensic spreadsheet work to 4 minutes of reviewing a timeline.
06
Brownfield-First — No Sensor Replacement Required
Most plants already have 200–500 condition data points feeding the existing PLC fleet. Oxmaint connects to that infrastructure as-is. No new sensors, no DCS changes, no production interruption — first integration typically online in under a week.
Expert Perspective — What Actually Determines Success
"The technical part of PLC-CMMS integration is solved. OPC UA, MQTT, and modern gateways have made the connectivity layer almost trivial. What still trips up 70% of projects is governance: who owns the tag mapping, who approves which fault codes auto-generate work orders, who tunes the thresholds. The plants that succeed treat the first 30 days as a tagging and rules workshop, not a software install. By the time data is flowing, the rules are already mapped to real maintenance decisions — and the first prevented failure usually shows up within weeks, not quarters."
Tag Mapping Is the Real Project
Translating PLC register addresses into asset-meaningful tags ("Line 3 Filler Drive Current" instead of "DB42.DBD16") is 60% of the deployment effort and 90% of the long-term value. Get this right once and every future analytics use case is unlocked.
Start With 5 Assets, Not 500
The fastest path to ROI is integrating the 5 assets that cause 80% of your unplanned downtime. Document the prevented failures, build the business case from real numbers, then expand. Plants that try to integrate everything at once usually integrate nothing.
Outbound-Only Beats Air-Gap Anxiety
A properly configured edge gateway with outbound-only TLS connections gives the IT team the security posture they need and the OT team the connectivity they want. This single architectural decision unblocks more PLC integration projects than any other.
Your 30-60-90 Day PLC Integration Roadmap
You don't need a 12-month program or a six-figure capital request to start. The roadmap below mirrors how the most successful Oxmaint customers deploy — measurable value at every checkpoint, no big-bang risk. Register for the upcoming Oxmaint event and walk through this exact roadmap with our integration team.
DAYS 1–30
Pilot — Top 5 Critical Assets
Identify the 5 assets responsible for the most unplanned downtime in the last 12 months
Connect Oxmaint gateway to those PLCs via OPC UA or Modbus TCP — outbound-only, no firewall changes
Map 20–30 critical tags per asset to human-readable names
Outcome: Live PLC data flowing into Oxmaint, baseline thresholds being captured
DAYS 31–60
Automate — Work Orders & Condition PMs
Configure fault-code-to-work-order rules for the most common 10 PLC alarm codes
Convert calendar-based PMs to runtime-hour and cycle-count triggers from the PLC
Set vibration, temperature, and current threshold alerts on rotating equipment
Outcome: First auto-generated work orders documented, calendar-PM waste reduced
DAYS 61–90
Scale — Dashboards & Plant-Wide Rollout
Activate live MTBF, MTTR, and fault-recurrence dashboards for plant leadership
Expand integration to next 15–25 critical assets across additional lines
Document first prevented failures and recovered ROI for the business case
Outcome: First prevented forced outage typically recorded — full program payback in a single event
Stop Letting PLC Data Die on the SCADA Screen
Oxmaint's PLC sensor integration brings every fault code, threshold breach, and runtime counter into a maintenance workflow that actually acts on it. Real-time work orders. Condition-based PMs. Live KPI dashboards. Brownfield-friendly. Most plants document their first prevented failure inside 60 days.
Frequently Asked Questions
Do I need to replace my existing PLCs or SCADA system to integrate with a CMMS?
No. The vast majority of PLCs deployed in U.S. manufacturing in the last 15 years already support OPC UA or Modbus TCP, and modern integration platforms work directly with that existing infrastructure. Oxmaint connects to Siemens, Rockwell, Mitsubishi, Omron, Schneider, Beckhoff, and Panasonic controllers as-is, using whichever protocol the PLC already speaks. An edge gateway translates and forwards data to the CMMS over an outbound-only TLS connection — no SCADA replacement, no DCS reconfiguration, no production downtime to deploy. Plants typically have their first PLC integrated and streaming data into Oxmaint within a single shift.
Which protocol should I use — OPC UA, MQTT, Modbus TCP, or EtherNet/IP?
For most modern deployments, the answer is hybrid: OPC UA from the PLC to the edge gateway (semantic richness, native security), then MQTT from the gateway to the cloud CMMS (lightweight, scalable, store-and-forward for unreliable networks). Modbus TCP remains the right choice for legacy PLCs and field instruments that don't run an OPC UA server, and EtherNet/IP is native for Rockwell ControlLogix environments. Oxmaint speaks all four protocols, so you don't have to standardize on one before starting — connect each PLC using whatever it already supports, and the platform normalizes everything downstream.
Is PLC-to-cloud integration safe for the OT network?
Yes, when architected correctly. The single most important principle is outbound-only connectivity from the OT network. The edge gateway initiates an outbound TLS-encrypted connection to the CMMS cloud — no inbound ports are opened on the OT side, no external system can initiate a connection into the plant network. This pattern aligns with the ISA/IEC 62443 zones-and-conduits model that's now standard for industrial cybersecurity. Combined with certificate-based authentication, role-based access controls, and audit logging, it gives the IT team the security posture they need without forcing the OT team to choose between connectivity and isolation.
What's the realistic ROI timeline for PLC-CMMS integration?
A focused pilot on the 5 highest-downtime assets typically shows positive ROI within 60–90 days. The math is simple: equipment failure causes roughly 42% of all manufacturing downtime, the average plant loses around 30 hours per month to unplanned stoppages, and even mid-sized U.S. manufacturers face $39,000+ per hour of lost output. Preventing a single 8-hour failure recovers roughly $300,000 — more than enough to fund the entire CMMS and integration program for the year. Across full deployments, properly implemented predictive maintenance has been shown to reduce unplanned downtime by 30–40%, with most plants reaching full payback inside 12 months.
What kinds of work orders can be automatically generated from PLC data?
Three categories cover most of the value. First, fault-code-driven work orders: when a PLC raises a defined fault (drive overload, sensor fault, communication loss, safety interlock trip), Oxmaint auto-creates a classified work order with the asset history attached and routes it to the appropriate technician. Second, threshold-driven work orders: when a sensor reading crosses a configured warning or critical threshold (vibration, temperature, current, pressure), an inspection or PM work order is generated before the failure progresses. Third, runtime-driven PMs: cycle counts, operating hours, and load-weighted runtime from the PLC trigger PMs based on actual usage instead of calendar dates — typically eliminating 20–30% of wasted PM labor on equipment that hasn't run as much as the schedule assumed.