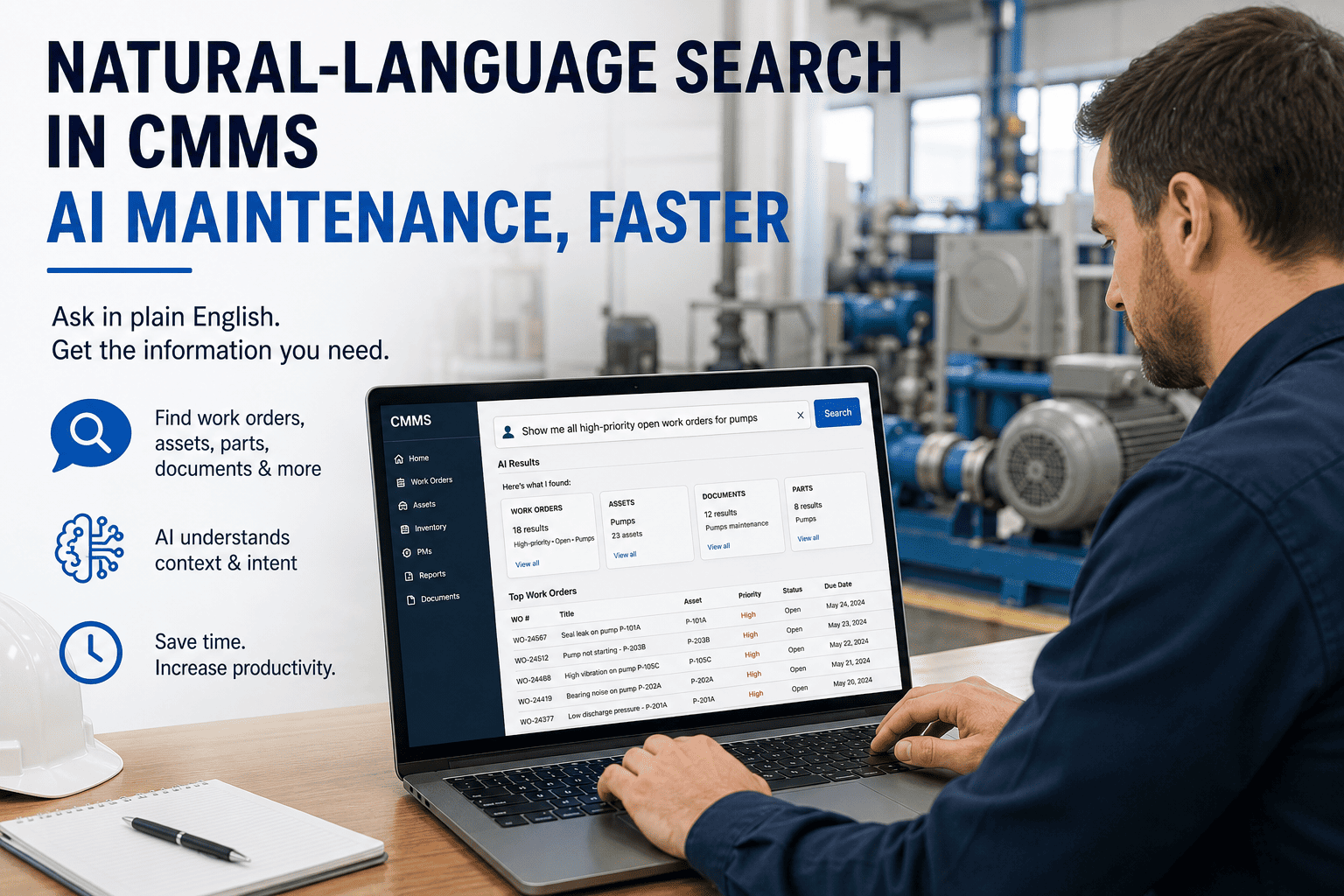
The continuous caster is where liquid steel becomes solid product — and where more catastrophic failure events originate than at any other process stage in steelmaking. A breakout at 1,550°C ruptures the partially solidified strand shell, releases molten metal into the machine frame, destroys segment rolls and bearings in seconds, and shuts the melt shop for 8–72 hours. Integrated mills experience 5–25 breakouts annually with combined costs of $5M–$30M. Every breakout is preventable. Every one has a maintenance root cause. OxMaint's continuous caster CMMS tracks every subsystem with heat-based component life management, per-sequence inspection workflows, and deficiency-to-work-order automation that prevents the maintenance failure before it becomes a production failure.
Continuous Caster Maintenance Software for Steel Plant Uptime
Heat-based component lifecycle tracking, breakout precursor inspection workflows, and segment workshop management — in one CMMS configured for caster operating reality.
The 4-Stage Breakout Cascade — Stopped at Stages 1 & 2
A breakout does not arrive without warning. It follows a detectable cascade — and most plants only catch it at Stage 3 or 4, when the damage is already irreversible.
Mold copper wear rate increases. Heat flux changes. Oscillation drifts from target. OxMaint: mold wear per heat, oscillation alert, WO generated at threshold.
Spray nozzles clog. Shell thickness becomes non-uniform. Segment bearings run hot. OxMaint: nozzle flow-rate check per sequence, bearing temp trending, zone WO.
Shell tears on withdrawal. Thermocouples spike asymmetrically. Casting speed unstable. OxMaint: thermocouple alarm-to-WO integration, emergency mold change workflow.
Liquid steel at 1,550°C floods the machine. Segment rolls, spray headers, bearings destroyed. Safety emergency. Melt shop shutdown. Total cost: $1.5M–$13M per event.
Why Calendar-Based PM Fails on a Continuous Caster
Fixed intervals — change mold every 800 heats, replace nozzles every 200 heats, rebuild segments every 50,000 tons — are conservative averages. They replace good components early when the caster runs light grades, and miss degraded components late when it runs peritectic or high-carbon grades at maximum throughput.
OxMaint tracks actual heats, tonnage, grade mix, and casting speed per component — adjusting PM triggers to real usage. A mold running peritectic grades at high throughput gets an earlier rotation than the same mold running low-carbon grades. Start a free trial to configure heat-based PM triggers.
Reactive vs OxMaint — Caster Operations Side by Side
| Caster Scenario | Reactive — Paper / Calendar | OxMaint Caster CMMS |
|---|---|---|
| Mold copper wear approaching limit | Not tracked per heat — discovered at rotation date or breakout | Wear rate per heat — rotation WO weeks before limit |
| Spray nozzle clogging in Zone 4 | No per-zone tracking — known only at defect or breakout | Zone flow deviation per sequence — flagged before shell thinning |
| Segment bearing temperature rising | No baseline — seizure is the first indicator | +12% above 90-day baseline triggers inspection WO |
| SEN at heat limit | Manual tracking — operator judgment on extension | Hard limit per grade — change WO auto-generated at limit |
| Breakout investigation records | Logs searched manually — incomplete, no resolution chain | Full subsystem history exported in 60 seconds — every WO intact |
How OxMaint Manages the Full Caster Maintenance System
Each component — mold copper, SEN, segment, nozzle set — carries its own heat or tonnage counter. PM triggers fire at the actual usage rate for the current grade mix, not a fixed calendar date.
Tracks each segment from in-machine service, removal, workshop rebuild, alignment test, to restaging. Segment availability forecast ensures rebuilt spares are always ready ahead of exchange dates.
Zone-based checklists per caster section — mold, Zone 1-N secondary cooling, withdrawal. Each captures flow rates, bearing temps, and visual condition with mandatory sign-off.
Any precursor flagged — mold wear at 90%, Zone flow deviation, bearing temp +15% baseline — triggers a Severity 1 WO with immediate escalation to the caster foreman.
Integrates with PLC and SCADA via OPC-UA and Modbus. Thermocouple deviations, oscillation drift, cooling flow anomalies auto-generate inspection WOs in under 60 seconds.
Peritectic, high-carbon, and specialty grades each carry configurable rule sets — tighter mold checks, shorter SEN life, more frequent oscillation verification per grade change.
What Steel Plants Achieve with OxMaint Caster Management
Start a free trial — configure your first caster PM schedule in under a day.
Frequently Asked Questions
How does OxMaint track mold copper wear across different steel grades?
How does OxMaint prevent in-machine segment life extensions?
Can OxMaint connect to caster PLC and SCADA to auto-generate WOs?
How does OxMaint handle breakout investigation documentation?
Every Breakout Has a Maintenance Root Cause. Every Root Cause Is Detectable.
Heat-based lifecycle management, per-sequence inspection workflows, segment workshop forecasting, and precursor escalation — preventing the $4M failure with the $4K intervention.
- Mold wear tracked per heat — grade-adjusted rotation triggers
- Segment lifecycle managed from in-machine through workshop rebuild
- Every precursor deficiency auto-generates an escalated work order
Works on slab, bloom, and billet casters — live in days