Clinker cooler heat recovery is one of the highest-leverage efficiency levers in cement manufacturing, yet most plants leave 3 to 6 percentage points of recoverable heat on the table — not because the technology is wrong, but because grate plate wear is never tracked systematically enough to act on before efficiency degrades. This case study documents how one cement plant recovered 4 full percentage points of clinker cooler heat recovery efficiency over 14 months by deploying Oxmaint to track grate plate wear campaigns, optimize grate replacement intervals, and connect condition data to preventive maintenance scheduling. The thermal energy value of that 4-point improvement, at typical cement plant output and fuel costs, exceeded $680,000 per year. If your plant manages clinker cooler maintenance through manual checks and reactive replacements, sign up for Oxmaint to see what structured wear tracking delivers.
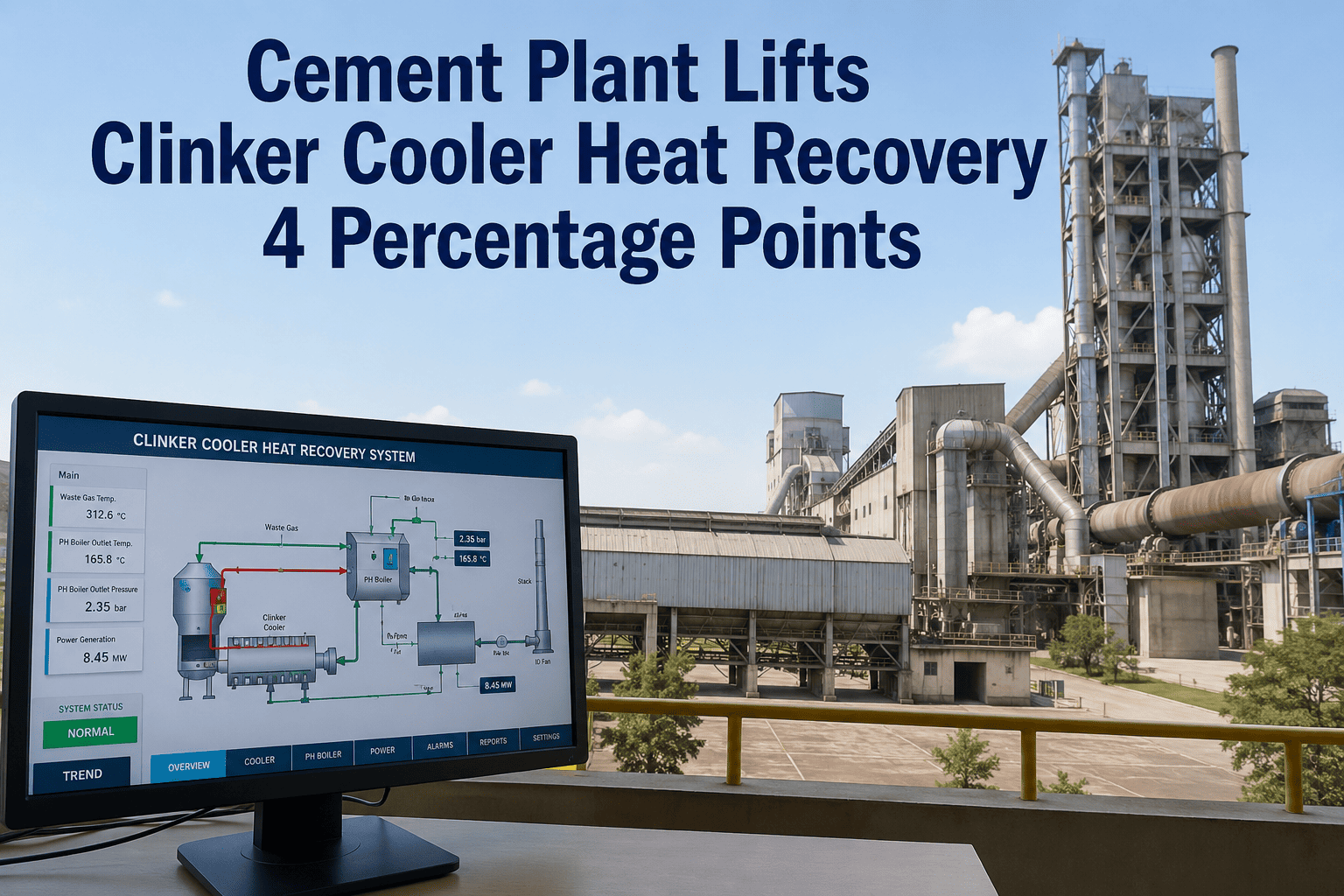
Clinker Cooler Heat Recovery Up 4 Percentage Points
How one cement plant recovered lost thermal efficiency by digitizing grate plate wear tracking and optimizing PM intervals — delivering over $680,000 per year in recovered fuel value.
The Hidden Cost of Untracked Grate Plate Wear
A clinker cooler recovers thermal energy from clinker exiting the rotary kiln at around 1,200°C. In a well-maintained cooler, that waste heat is recaptured as secondary and tertiary air returning to the kiln and calciner — reducing fuel consumption by a measurable percentage of total kiln energy input. Grate plates are the wear components that manage airflow distribution across the clinker bed. When they wear unevenly, airflow channels develop, hot spots form, heat distribution degrades, and recovery efficiency drops — often by 3 to 5 percentage points — without a single alarm going off. The problem is slow, invisible, and cumulative. Tracking it requires systematic wear measurement, not just annual replacement campaigns.
~1,200°C Clinker
Grate Plates
Air Recovery
Consumption
What Changed When Wear Tracking Became Systematic
Calculate Your Heat Recovery Opportunity
Most cement plants running without systematic grate plate wear tracking are losing 3 to 5 percentage points of heat recovery efficiency. Oxmaint gives your maintenance team the wear data to recover it — with PM scheduling and condition records built for cement plant operations.
How the Wear Tracking Program Was Built in Oxmaint
The clinker cooler was divided into six grate zones — inlet, mid-inlet, two mid-zones, mid-outlet, and outlet — with each zone registered as a separate asset in Oxmaint. Each zone asset captured plate count, material specification, installation date, and design wear limit.
At every planned shutdown, maintenance technicians captured plate thickness readings using a standardized inspection form in Oxmaint — three measurement points per plate in high-wear zones, one in low-wear zones. Readings were timestamped to the shutdown event and linked to the zone asset record.
After two measurement cycles, wear rate per zone became calculable from the thickness measurement history. Inlet zone PM intervals were shortened from 180 days to 90 days. Outlet zones remained at 150 days. Total grate plate spend decreased because targeted replacements replaced only plates that needed replacing, not whole campaigns.
Cooler exit temperature, secondary air temperature, and calculated heat recovery percentage were entered as inspection readings alongside each grate campaign. The relationship between high-wear zone plate replacement and subsequent efficiency recovery became visible across three campaigns, confirming that grate condition was the primary efficiency driver.
Key Metrics Across the 14-Month Program
Questions About Clinker Cooler Maintenance Programs
Well-maintained modern grate coolers typically achieve 68 to 75% heat recovery efficiency. Plants running worn grate plates without systematic replacement programs often see 58 to 63%. Each percentage point of recovery improvement translates to roughly 4 to 6 kcal/kg clinker in fuel savings — meaningful at cement plant scale. Most plants have at least 3 to 5 points of recoverable efficiency waiting in their maintenance program.
Inlet zone grate plates — which carry the highest thermal load and wear fastest — should be measured at every planned shutdown, typically every 60 to 90 days. Mid and outlet zone plates can typically be measured every 120 to 180 days. The key is capturing enough data points to calculate zone-specific wear rates, which then drive interval optimization. Oxmaint structures this measurement program as recurring PM inspection tasks with wear data captured in structured form fields.
Inlet zones always wear faster due to higher clinker temperature, abrasiveness, and airflow pressure. Uneven kiln feed distribution, clinker chemistry variations, and partial grate plate failures that alter airflow can create accelerated wear in specific sub-zones. Systematic zone-level tracking exposes these patterns — which fixed-schedule campaigns replace everywhere or nowhere miss entirely.
Wear measurements captured in Oxmaint inspection forms are stored against the zone asset record with timestamps. Maintenance planners can review thickness measurement history per zone, calculate wear rate, and adjust the PM work order interval accordingly. When a zone's wear rate increases — indicating changing conditions — the PM interval can be shortened before the plates reach wear limit. Book a demo to see this configured for a clinker cooler circuit.
Even at half the output of a large plant, a 4-point heat recovery improvement represents $300,000 to $400,000 in annual fuel savings at typical coal and petcoke prices. The software and implementation cost is recovered within the first operational year in most cases. Additionally, the reduction in unnecessary plate replacement campaigns typically offsets 30 to 40% of the maintenance program cost in material savings alone.
4 Percentage Points of Heat Recovery Are Recoverable in Your Plant Too
This case study plant recovered $680,000 per year by tracking what was already happening to their grate plates. Oxmaint gives your maintenance team the tools to do the same — wear tracking by zone, PM scheduling by wear rate, and performance correlation built into the same system.