Cement plant failures rarely arrive without warning — but without a structured FMEA in place, those warnings go unread until a kiln stop or unplanned mill outage turns a $12,000 repair into a $180,000 crisis. A Failure Mode and Effects Analysis (FMEA) template built specifically for cement kilns, mills, and coolers gives your reliability team a common language to score severity, occurrence, and detection — and a ranked RPN list that tells you exactly where to act first. This page gives you a ready-to-use FMEA framework for the three highest-consequence asset groups in any cement plant, plus guidance on routing high-RPN findings directly into your CMMS work order system via Oxmaint to close the loop between risk identification and corrective action.
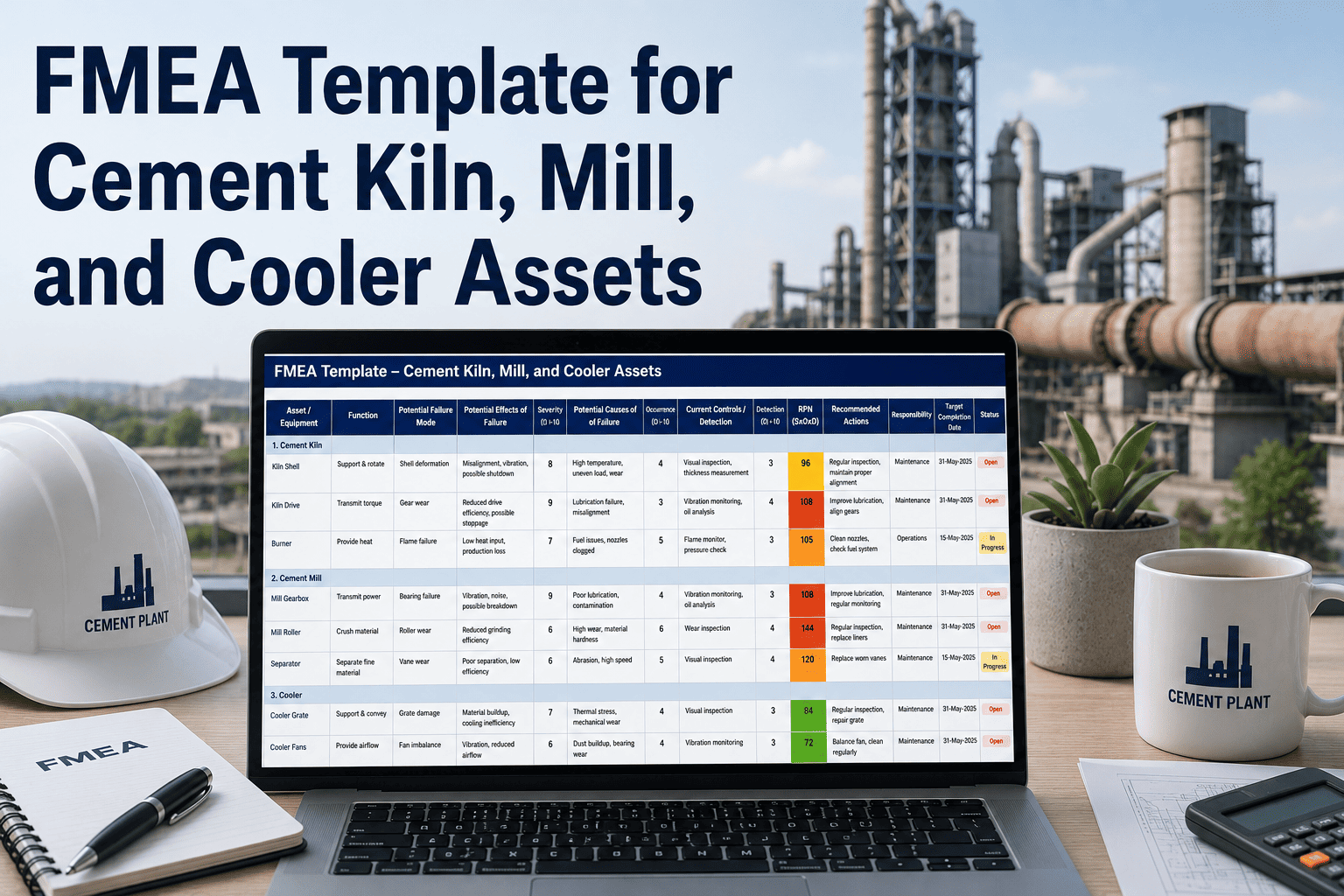
FMEA Template for Cement Kiln, Mill, and Cooler Assets
Severity, occurrence, detection scoring and RPN calculation — pre-filled for cement's highest-consequence failure modes, with CMMS mitigation routing built in.
Why Cement Needs an Asset-Specific FMEA — Not a Generic Template
A generic FMEA built for manufacturing lines does not reflect the failure physics of a rotary kiln operating at 1,450°C or a vertical roller mill running under 6,000 kN of grinding pressure. Cement plant FMEA must be built around cement-specific failure modes, cement-scale consequence ratings, and maintenance actions that match what a cement reliability engineer can actually execute — not textbook responses written for a PCB assembly line.
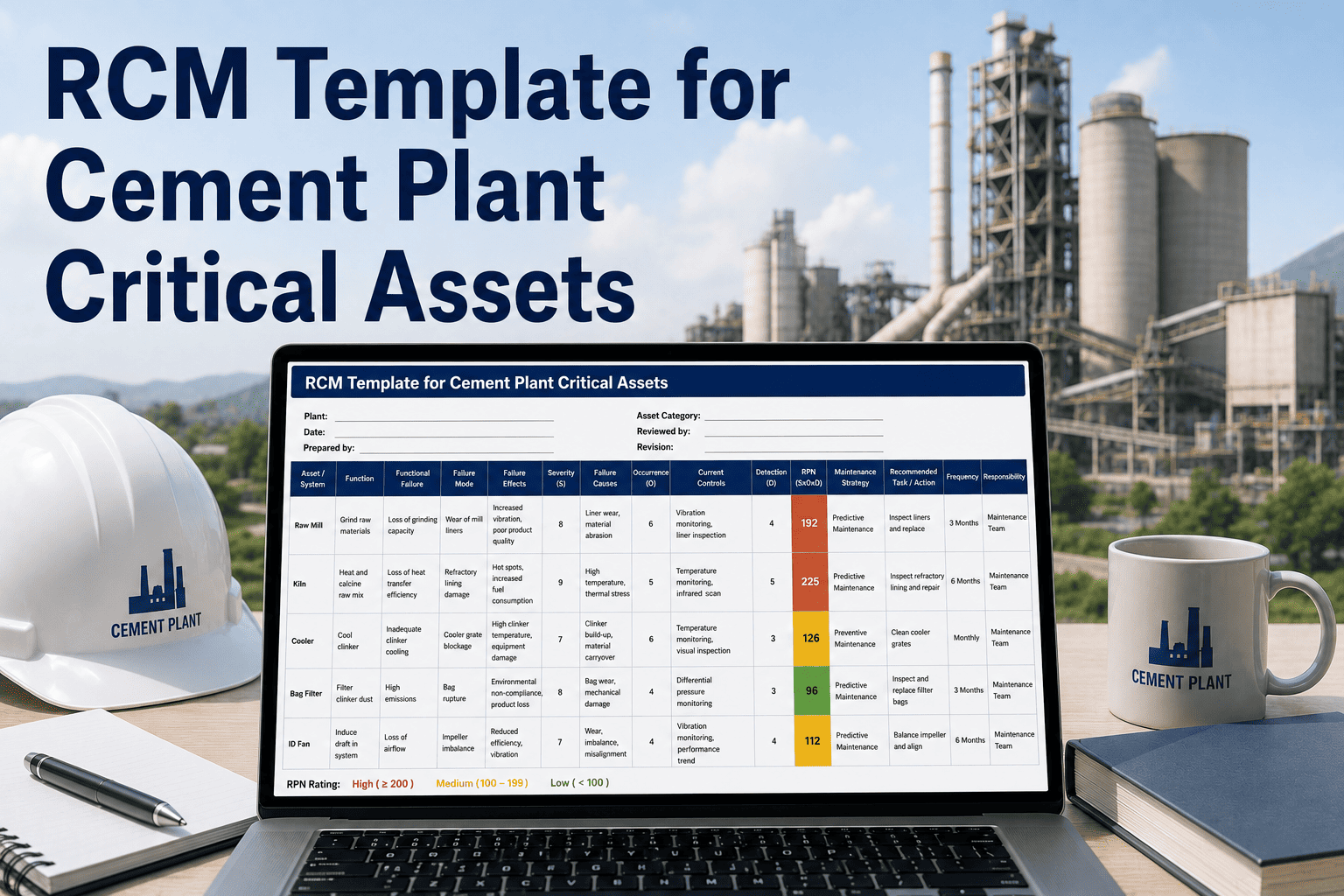
The three columns that matter most in any cement FMEA are Severity (S), Occurrence (O), and Detection (D), each rated 1–10. Multiplied together, they produce the Risk Priority Number: RPN = S × O × D. Any failure mode scoring above 200 RPN demands immediate corrective action. Any severity rating of 9 or 10 demands action regardless of RPN — even if the failure is rare and detectable.
Rotary Kiln — FMEA Failure Mode Table
The rotary kiln is the single highest-consequence asset in any cement plant. An unplanned kiln stop idles the entire production chain and triggers thermal shock refractory damage that can add 2–4 days to any unplanned outage. The failure modes below represent the five most critical kiln failure categories based on published RCM and FMEA studies from operating cement plants. Load these directly into Oxmaint as your kiln failure mode library.
| Failure Mode | Failure Effect | Cause | S | O | D | RPN | Action / CMMS Routing |
|---|---|---|---|---|---|---|---|
| Shell Hot Spot / Red Zone | Kiln shell burn-through, emergency stop, refractory collapse | Refractory brick spalling, lining wear, poor shell cooling | 9 | 4 | 5 | 180 | Thermal camera scan daily; refractory replacement WO triggered at hotspot >50°C above baseline |
| Tyre Slip / Migration | Uneven shell loading, ovality, potential shell cracking | Insufficient tyre-shell clearance, worn pads, lubrication failure | 8 | 4 | 4 | 128 | Monthly tyre migration measurement; WO auto-trigger if migration rate exceeds OEM limit |
| Thrust Roller Overload | Kiln axial drift, shell misalignment, bearing damage | Misaligned rollers, excessive kiln slope deviation, lubricant breakdown | 8 | 3 | 5 | 120 | Thrust load monitoring via hydraulic pressure gauge; quarterly alignment check WO in CMMS |
| Girth Gear / Pinion Wear | Drive failure, kiln stop, high cost emergency replacement | Inadequate lubrication, misalignment, abrasive contamination | 9 | 3 | 6 | 162 | Monthly backlash measurement, monthly grease quality check; vibration WO at 1X amplitude deviation >20% |
| Support Roller Bearing Failure | Kiln shell drop, catastrophic structural damage | Over-greasing or under-greasing, contamination, thermal overload | 10 | 3 | 6 | 180 | Severity 10 — act regardless of RPN. Daily temperature logging; bearing temp WO at >85°C |
Swipe table to view all columns on mobile
Cement Mill and Raw Mill — FMEA Failure Mode Table
Raw mills and cement mills are the upstream and downstream chokepoints of the clinker production loop. Separator bearing defects, gearbox pinion wear, and false air ingress together account for over 68% of all mill downtime events — yet each leaves a detectable signal days before it escalates. The FMEA table below covers ball mills and vertical roller mills, with RPN scores calibrated to cement plant operating context.
| Failure Mode | Failure Effect | Cause | S | O | D | RPN | Action / CMMS Routing |
|---|---|---|---|---|---|---|---|
| Main Bearing Failure (Ball Mill) | Sudden mill stop, shell drop risk, extended repair outage | Lubricant degradation, contamination, overloading | 9 | 4 | 5 | 180 | Oil analysis WO monthly; vibration trending WO if spectrum deviation >15% above baseline for 10 days |
| Gearbox Pinion Wear | Drive loss, gearbox seizure, extended downtime for replacement | Inadequate lubrication, overload, misalignment post-maintenance | 8 | 4 | 6 | 192 | Oil analysis iron particle count WO if >200 ppm; gearbox oil flush and inspection at iron threshold |
| Separator Bearing Spalling (VRM) | Separator shutdown, fineness loss, kiln feed quality drop | High radial load, inadequate grease, contamination ingress | 7 | 5 | 5 | 175 | Vibration spike detection WO; bearing replacement scheduled at next maintenance window if spall confirmed |
| False Air Ingress | Separator efficiency drop, feed moisture variation, fineness instability | Worn seals, cracked housing, poorly sealed inspection doors | 6 | 6 | 7 | 252 | Smoke test quarterly; seal inspection WO at DP deviation >10% from baseline over 5-day trend |
| Liner Wear Beyond Limit | Reduced grinding efficiency, increased power draw, ball contamination | Abrasive clinker, extended intervals between liner measurement | 6 | 5 | 6 | 180 | Liner thickness measurement WO every shutdown; replace when wear exceeds 30% of original thickness |
Swipe table to view all columns on mobile
Turn your FMEA findings into live CMMS work orders — automatically
Oxmaint connects your FMEA failure mode library to condition monitoring triggers — so when a sensor hits your RPN threshold, a corrective work order is created before the failure happens, not after.
Clinker Cooler — FMEA Failure Mode Table
The clinker cooler has the highest published RPN of any cement kiln sub-system — a crusher cooler RPN of 384 was recorded in a 12-month study using live plant CMMS data and expert interviews, driven by the high frequency of bearing failures and rotor misalignments. Cooler failures directly impact clinker quality, kiln back-pressure, and downstream mill feed temperature. Book a demo to see how Oxmaint maps cooler failure modes to automated inspection work orders.
| Failure Mode | Failure Effect | Cause | S | O | D | RPN | Action / CMMS Routing |
|---|---|---|---|---|---|---|---|
| Cooler Fan Bearing Failure | Loss of cooling air, clinker quality drop, kiln back-pressure spike | Bearing fatigue, dust contamination, inconsistent greasing intervals | 8 | 6 | 8 | 384 | Highest RPN in cooler sub-system. Weekly vibration spot-check WO; bearing replacement on schedule regardless of condition if MTBF window reached |
| Grate Plate Cracking / Wear | Clinker fallthrough, duct blockage, reduced cooler efficiency | Thermal fatigue, abrasive clinker, high-temperature cycling | 7 | 5 | 6 | 210 | Grate inspection at every shutdown; replace cracked plates as batch — partial replacement accelerates adjacent plate failure |
| Clinker Crusher Rotor Misalignment | Vibration, clinker jam, crusher shutdown | Uneven clinker load, worn rotor bearings, improper reassembly after maintenance | 8 | 5 | 6 | 240 | Vibration analysis WO monthly; laser alignment check after every rotor maintenance intervention |
| Drive Chain / Conveyor Failure | Clinker backup, cooler overload, manual clear-out required | Chain elongation, inadequate lubrication, misaligned sprockets | 6 | 5 | 5 | 150 | Chain elongation measurement WO quarterly; replace at 2% elongation — do not wait for visible link failure |
| Refractory Lining Failure (Hot End) | Shell overheating, emergency stop, extended outage for relining | Thermal shock from kiln stop-start cycles, inadequate expansion joints | 9 | 3 | 7 | 189 | Thermography scan quarterly; WO triggered at shell temp deviation >40°C above baseline in refractory zone |
Swipe table to view all columns on mobile
How to Prioritize Your Cement FMEA Findings
Once your FMEA table is complete, the RPN column becomes your action priority queue. But RPN alone does not tell the full story — a severity-9 failure mode with RPN 90 still demands immediate attention, even though a false-air ingress failure with RPN 252 sits higher in the ranking. Use the four-tier action matrix below to translate your cement FMEA output into a maintenance action plan.
Connecting FMEA Outputs to CMMS Work Orders
An FMEA that lives in a spreadsheet and never connects to your maintenance execution system is a documentation exercise, not a reliability programme. The step that makes cement FMEA valuable is routing each high-RPN failure mode to a specific CMMS trigger — so the inspection schedule, condition monitoring alert, and corrective work order are all derived from the same risk analysis your reliability team completed.
Build the Failure Mode Library in CMMS
For each asset in your kiln, mill, and cooler circuits, create a failure mode record in Oxmaint — linking the FMEA failure description, cause, and consequence to the physical asset ID. This becomes the foundation for all future PM and condition monitoring work orders.
Assign Detection Triggers per Failure Mode
Map each failure mode's detection method to a measurable trigger — vibration amplitude threshold, oil analysis iron ppm, shell temperature deviation, or chain elongation percentage. When the trigger fires, Oxmaint automatically generates an inspection or corrective work order without waiting for manual review.
Route by RPN Tier
Configure work order routing logic to match your RPN priority matrix: CRITICAL findings route to the reliability engineer and maintenance manager simultaneously, HIGH findings route to the planning team for next-window scheduling, MEDIUM findings route to the shift supervisor as a monitoring task.
Close the Loop — Record Findings to Refine FMEA
After every corrective action, the technician records actual condition found versus predicted condition. Over 2–3 maintenance cycles, this data allows you to recalibrate occurrence and detection scores — improving RPN accuracy and reducing false-positive work orders that waste technician time.
Frequently Asked Questions
Your FMEA is only as useful as the work orders it generates
Oxmaint connects cement plant FMEA failure modes to live condition monitoring alerts and automated CMMS work orders — so every high-RPN finding becomes a scheduled maintenance action, not a note in a spreadsheet.