A blocked preheater cyclone does not give much warning. Differential pressure drifts, a cone discharge slows, refractory thins — and within hours the kiln is down, costing anywhere from $180,000 to $650,000 in lost output and emergency clearing labour. The plants that avoid these shutdowns are not lucky — they follow a structured, documented inspection and cleaning programme tied directly to their CMMS so nothing is missed between outage windows. Start tracking preheater cyclone inspections in OxMaint free — digital checklists, DP trending, dip tube wear records, and automated work order generation, all pre-configured for cement plant maintenance teams. Book a demo with an OxMaint cement specialist to walk through your tower stage by stage.
Cement Plant Checklist · Shutdown Maintenance · Preheater Tower
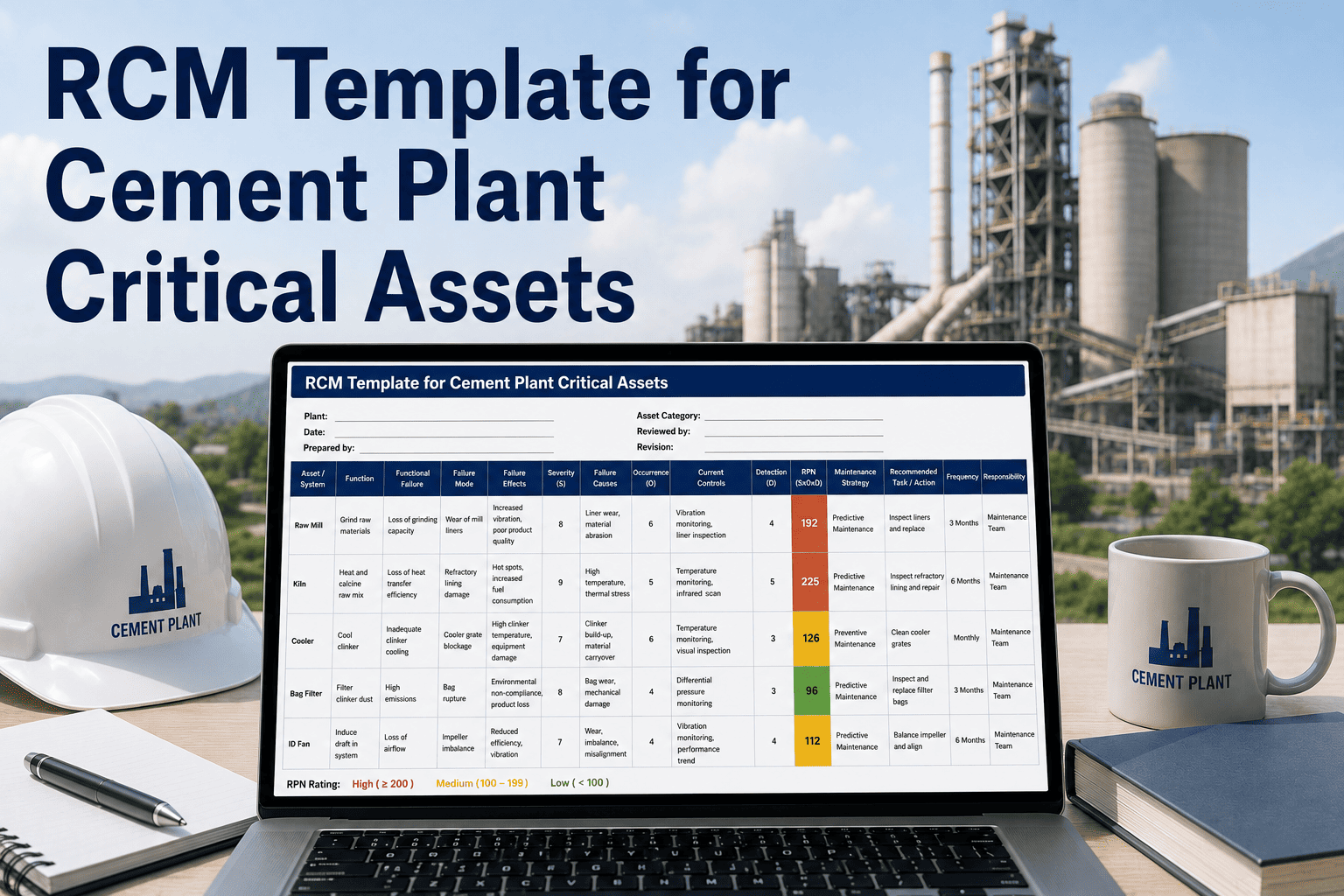
Preheater Cyclone Cleaning & Inspection Checklist
Cone discharge, dip tube wear, refractory thickness, DP trending, flap valve function, and CMMS sign-off — every item your shutdown team needs to clear a stage safely and record the condition accurately.
Stage 1
Stage 2
Stage 3
Stage 4
Stage 5
Calciner
$180K–$650K
Cost per unplanned blockage event — lost output plus emergency clearing
8–36 hrs
Typical unplanned kiln downtime from a single cyclone blockage event
60%+
Of blockage events originate at Stage 4 or Stage 5 — the most alkali-loaded zones
2–6 hrs
Lead time that DP trending gives before a developing blockage becomes critical
Why Preheater Cyclones Block — And Where It Happens First
Alkali-Sulfur Coating
High-alkali raw mixes deposit sticky coatings inside Stage 3, 4, and 5 cyclone walls and riser ducts. In plants with alkali inputs above 1%, buildup can reach critical restriction in as little as 8–12 weeks.
Cone Discharge Buildup
Material accumulates at the cone tip and flap valve seat. When the flap valve sticks or wears, material backs up and partial blockage builds within days — often missed until DP readings shift noticeably.
Worn Dip Tube
The dip tube (thimble) controls gas-solid separation efficiency. Wear beyond 15% of original profile drops separation below 92% — fine particles escape with exhaust gas, wasting raw meal and degrading heat exchange.
Refractory Thinning
Stage 2 and Stage 3 refractory sees the most aggressive alkali-sulfur chemical attack. Zones below 60% of original thickness become structural risks — shell hot spots appear weeks before visible cracking.
False Air Infiltration
Every 1% of false air above the 5% threshold raises exhaust heat loss by approximately 3 kcal/kg clinker. Failed expansion joints and worn flange gaskets are the primary entry points — both detectable during shutdown inspection.
DP Drift Without Action
Differential pressure across a cyclone stage falls 20–35% below expected value when cone buildup begins. Plants without DP trending logged in CMMS miss this signal entirely — and respond only after the kiln stops.
OxMaint Tracks DP Trending, Dip Tube Wear, and Refractory Condition — Automatically
Pre-configured for cement plant preheater towers. Stage-level inspection schedules, buildup threshold alerts, and CMMS work order generation without manual spreadsheets.
Pre-Shutdown Safety and Permit Checklist
Every item below must be completed and signed off before any team member enters or clears material from a preheater cyclone stage.
Critical — Permit and Isolation
Kiln stopped and in locked out / tagged out (LOTO) state — all drive isolations confirmed, energy isolation certificate signed by shift manager
Responsible: Shift Manager + Electrical Technician · Before any entry
Air blasters isolated — supply line air valves shut off at each stage to prevent hot material ejection during cone clearing or poke-hole opening
Responsible: Maintenance Lead · Before cone access
Preheater exhaust gas temperature confirmed below 200°C at all stages before internal access — confirm via CCR DCS reading, not estimated cool-down time
Responsible: CCR Operator · Logged and signed
Confined space entry permit issued — minimum two-person clearing team, rescue team on standby, communication channel open to CCR throughout clearing operation
Responsible: Safety Officer · Entry permit signed
PPE verified for each team member — leather gloves, helmet with chin strap, dust mask (P3 minimum), face shield, heat-resistant apron, and steel-toe boots
Responsible: Team Lead · Checked before entry
Operational — Control Room Readiness
CCR operator advised and monitoring preheater exhaust gas temperature continuously — if temperature rises above 450°C during active clearing, all poke work stops immediately
Responsible: CCR Operator · Continuous during clearing
ID fan draught adjusted to maintain required negative pressure in cyclone system throughout clearing — cooler excess air kept running to aid negative pressure management
Responsible: CCR Operator · Per clearing procedure
OxMaint work order for this shutdown event opened — all findings to be entered in real time from mobile device by field team lead, not transcribed post-shutdown
Responsible: Maintenance Lead · Work order number recorded
Cone Discharge Cleaning Checklist — All Active Stages
Stage 1 & 2
Lower Risk
Open small poke hole to visually confirm buildup before any large access door is opened
Probe through poke hole to determine exact blockage position and estimate retained material volume
Clear buildup progressively — small openings first, not full door at once
Record cone discharge condition: clear / partial restriction / full blockage
Inspect cone tip for erosion or deformation — photograph and log in OxMaint
Stage 3, 4 & 5
High Alkali Zone — Priority Inspection
Drop-ball test before any poke hole opening — confirms whether material column is free or retained above
Open poke hole incrementally — hot material under pressure at Stage 4–5 can eject without warning
Record coating thickness at cone wall by probe — compare against last shutdown record in OxMaint
Photograph all coating deposits at cone tip and lower barrel — upload to OxMaint stage asset record
Collect alkali coating sample for laboratory analysis if buildup rate has increased vs previous shutdown
Inspect riser duct bend at base of each stage — buildup at bends is the most common blockage initiation point
Dip Tube (Thimble) Inspection — Per Stage
15%
Maximum allowable wear before dip tube replacement — beyond this, separation efficiency falls below 92%
92%
Critical separation efficiency threshold — below this, raw meal bypasses heat exchange and exits with exhaust gas
72 hrs
Typical scaffold-based dip tube inspection duration — drone access reduces this to under 8 hours per tower
Dip Tube Condition Assessment — Checklist
Measure dip tube wall thickness at 4 quadrant positions using calipers or ultrasonic gauge — record all 4 readings per tube, not just minimum
Tool: Calipers / UT gauge · Record in OxMaint asset history
Perform hammer test on all dip tube segments — hollow sound indicates delamination or refractory backing separation behind the steel shell
Immediate flag if any hollow zone detected — photograph and mark location
Inspect dip tube lower edge for erosion profile and deformation — asymmetric wear indicates gas channeling from raw meal maldistribution in the riser duct above
Flag if wear profile is asymmetric — root cause may be feed pipe position or spreading device failure
Check dip tube clamp tightness and seating — loose clamps allow hot gas bypass around the tube outside wall, creating localised hot spots and shell damage
Retighten all clamps to OEM specification — record torque applied
Compare current wall thickness against previous two shutdown records in OxMaint — calculate wear rate in mm per month and project next replacement window
Tool: OxMaint Asset History · Flag if wear rate has accelerated vs prior period
Record replacement decision: no action / monitor / replace at next planned stop / replace this shutdown — enter in OxMaint with justification and thickness data
Approver: Reliability Engineer · CMMS sign-off required before close
Refractory Inspection — Stage-by-Stage Thickness Survey
| Cyclone Stage |
Typical Refractory Type |
High-Risk Zones |
Action at 60% Remaining |
Inspection Frequency |
| Stage 1 (Top) |
Castable — medium duty |
Gas inlet duct, inner vortex |
Flag for replacement at next stop |
Every planned shutdown |
| Stage 2 |
Castable — alkali resistant |
Cone zone, lower barrel |
Replace this shutdown if accessible |
Every planned shutdown |
| Stage 3 |
High-alumina castable |
Entire cone and lower third |
Replace this shutdown |
Every shutdown — high priority |
| Stage 4 |
High-alumina castable |
Cone, riser duct junction |
Replace this shutdown |
Every shutdown — high priority |
| Stage 5 (Bottom) |
Silicon carbide / special wear brick |
Cone tip, discharge throat |
Immediate replacement |
Every shutdown — critical |
| Calciner Walls |
High-alumina brick / castable |
Burner zones, meal feed points |
Replace this shutdown |
Every planned shutdown |
Refractory Inspection Checklist Items
Measure refractory remaining thickness at all Stage 3, 4, and 5 cone zones using ultrasonic thickness gauge — minimum 3 readings per zone, 12 zones per cyclone
Record in OxMaint stage refractory record — trend against prior two shutdowns
Perform hammer test on all accessible refractory surfaces — hollow zones indicate delamination or debonding; mark with chalk and photograph for CMMS record
Hollow zone area exceeding 0.5m² — flag for replacement before kiln restart
Inspect all expansion joints between cyclone body and riser duct — check fabric condition, clamp tightness, and thermal damage; leaking joints are the primary false air entry point
Replace any joint showing cracking, gap, or fabric degradation before restart
Inspect all flange joints and inspection door gaskets for gap, deformation, or missing hardware — each millimetre of gap is a false air infiltration point that compounds thermal losses
Record condition: good / replace gasket / requires re-facing before restart
Check weld seams on cyclone covers and gas inlets for cracks — visual and dye-penetrant test at any suspect zone identified during previous inspection cycle
Flag any crack for engineering review before kiln restart authorisation
Flap Valve and Meal Chute Inspection Checklist
Flap Valve (Pendulum) Function
Operate each flap valve manually — confirm it swings freely through full range with no binding or sticking
Check valve plate for erosion and cracking — a worn plate allows gas bypass from lower stage, disturbing meal flow
Grease and lubricate all flap valve bearings per OEM specification — record lubrication in OxMaint PM record
Confirm counterweight position and set angle — misadjusted counterweight causes either meal backup or gas bypass, both damaging
Record valve condition: good / rebalance / replace plate / replace full assembly — enter in OxMaint with photograph
Meal Chute and Downcomer Pipe
Clean all meal chutes — remove any retained buildup from interior walls; check for blockage at bends and diameter transitions
Measure chute wall thickness at highest-wear bends — downcomer elbows erode from abrasive raw meal flow; flag below 50% remaining
Inspect feed pipe position and spreading device — misaligned feed pipe causes raw meal channeling, reducing temperature gain per stage by 30–50°C
Check all cleaning door hinges, latches, and seals — a poorly sealed cleaning door is a continuous false air source between shutdowns
Record dip tube wear measurement and chute wall thickness in OxMaint against this specific shutdown work order for trend analysis at next cycle
Differential Pressure (DP) Trending — Between-Shutdown Monitoring
DP monitoring between shutdowns is the primary tool for detecting developing blockages 2–6 hours before they become critical. These are the thresholds and response protocols your team should have configured in CMMS before kiln restart.
Normal Operating Range
Stage DP stable within ±10% of post-shutdown baseline reading. No action required — continue scheduled logging interval.
Action: Log reading, no work order
Advisory — 20–35% Drop Below Baseline
Material accumulating at cone or riser duct bend. Stage is partially restricted. OxMaint generates an inspection work order automatically at this threshold.
Action: Inspection work order — stage-level assessment within 48 hrs
Critical — Below 35% of Baseline
Full or near-full cone blockage developing. Kiln shutdown and clearing required within shift. Emergency clearing costs 3–5x planned clearing labour.
Action: Urgent work order — clear before next shift change
DP Trending Configuration Checklist — For CMMS
Record post-shutdown baseline DP reading for each active stage within 4 hours of kiln reaching stable production rate — this is the reference for all trending
Responsible: Process Engineer · Entered in OxMaint stage record at each restart
Configure Advisory alert at 20% DP drop from baseline in OxMaint — auto-generates inspection work order assigned to maintenance lead, not just a dashboard notification
Responsible: CMMS Administrator · Configured per stage, not tower-average
Configure Critical alert at 35% DP drop from baseline — escalates to maintenance manager and plant manager simultaneously with automated urgent work order
Responsible: CMMS Administrator · Escalation timing: immediate, not after 2-hour delay
Set separate alert thresholds for Stage 3, 4, and 5 vs Stage 1 and 2 — high-alkali stages build up faster and warrant tighter advisory thresholds (15% rather than 20%)
Responsible: Reliability Engineer · Review after 3 production cycles and adjust if nuisance rate is high
Log every DP reading manually or via DCS integration into OxMaint at minimum once per 8-hour shift — trend data with gaps of more than 24 hours is unreliable for blockage prediction
Responsible: CCR Operator · OxMaint mobile form takes under 90 seconds per reading
CMMS Sign-Off and Documentation Checklist
Every inspection cycle must produce a documented record in CMMS before the kiln is authorised to restart. These are the sign-off fields that constitute a complete preheater cyclone inspection record.
01
Cone Discharge Condition
Each stage: clear / partial restriction / full blockage cleared. Cone tip erosion rating: good / monitor / replace. Coating thickness at cone wall (mm) vs last shutdown.
02
Dip Tube Wear Record
Wall thickness at 4 quadrant positions per tube. Calculated wear rate vs prior record. Replacement decision with engineering sign-off. Photograph of lower edge condition.
03
Refractory Thickness Survey
Thickness at all high-risk zones per stage (mm remaining vs original design). Hollow zone map if any detected. Replacement scope authorised and parts confirmed in stores.
04
Flap Valve and Chute Status
Each valve: good / rebalanced / plate replaced / assembly replaced. Meal chute wall thickness at bends. Feed pipe position confirmed correct. Cleaning door seals replaced if worn.
05
Expansion Joint and Gasket Record
Each joint: good / replaced. Flange gasket condition. Estimated false air volume at last measurement. Any new gap or leak location photographed and logged.
06
Management Sign-Off and Restart Auth
All open findings either rectified or deferred with risk acceptance documentation. Maintenance manager signature. Plant manager restart authorisation. Work order closed in OxMaint.
Frequently Asked Questions
How often should preheater cyclones be cleaned and inspected in a cement plant?
Planned cleaning frequency depends on raw mix alkali content. Standard plants run full inspections every 6–12 months during kiln shutdowns. Plants with alkali inputs above 1% should inspect Stage 4 and Stage 5 every 8–12 weeks due to accelerated buildup. DP trending logged in OxMaint between shutdowns is the best trigger for unscheduled cleaning events — it catches buildup 2–6 hours before a blockage.
Start configuring DP alerts in OxMaint free to monitor between planned stops.
What are the main signs that a preheater cyclone is developing a blockage between shutdowns?
The earliest indicator is a differential pressure drop of 20–35% below the post-restart baseline at any single stage. IR checks on the cyclone body showing cold zones more than 30°C below adjacent stages is a secondary visual indicator. Flap valve sticking or irregular swinging — observable during operator rounds — is the third signal. Any one of these should generate an inspection work order in CMMS before the shift ends.
Book a demo to see how OxMaint automates this alert-to-work-order flow.
When should a preheater cyclone dip tube be replaced?
Replace the dip tube when measured wall thickness at any quadrant position is below 85% of original design thickness — this is the 15% wear limit. Asymmetric wear greater than 5mm between opposite quadrant readings indicates gas channeling from raw meal maldistribution and warrants investigation of the feed pipe and spreading device above, not just tube replacement. Wear rate trending in OxMaint allows proactive replacement scheduling so tubes are never changed under emergency conditions.
Can CMMS software manage the full preheater cyclone inspection record automatically?
Yes — when set up correctly. OxMaint pre-configures the tower as a structured hierarchy: tower, stage, cyclone body, dip tube, flap valve, meal chute. Each component has its own PM schedule, inspection checklist, and measurement fields. Readings entered via mobile during shutdown populate the trend record automatically. When DP crosses a threshold between shutdowns, a cleaning work order generates automatically with the specific stage, access location, and last inspection record attached.
Start free in OxMaint to see the preheater module configured for your tower.
What is the correct safety procedure for clearing a blocked preheater cyclone cone while the kiln is running?
Isolate all air blasters at the affected stage. Open a small poke hole first — never a full access door — to visually confirm buildup and estimate retained material volume. CCR must monitor exhaust gas temperature continuously; if it rises above 450°C, all clearing stops immediately and draught is increased. Minimum two-person team with full PPE. Document the clearing event as an unplanned work order in OxMaint with the stage, clearing method, and estimated volume removed — this data is critical for buildup rate calculation.
Book a demo to see how OxMaint logs emergency clearing events and feeds the DP trend record.
Replace Paper Checklists With a Live Preheater Inspection Programme — In 2 Weeks
OxMaint pre-configures your tower hierarchy, stage-level PM schedules, dip tube wear records, DP trending alerts, and CMMS sign-off workflows. Every shutdown is documented. Every DP drift triggers a work order. Every dip tube gets a wear rate trend — automatically.