Calendar-based maintenance schedules apply the same logic to a rotary kiln main bearing and a conveyor idler roller — yet one failure costs $800,000 and stops the entire plant, and the other costs $200 and takes 20 minutes to fix. Reliability Centered Maintenance fixes this by analyzing every critical cement plant asset against its actual functions, failure modes, and the real consequence of each failure before selecting any maintenance task. This page gives you a structured RCM template built specifically for cement plant critical assets — kiln, preheater, mill, and cooler — with function statements, failure mode mapping, consequence categories, and CMMS task routing. Load your cement asset hierarchy into Oxmaint free and start building RCM-derived work orders from day one.
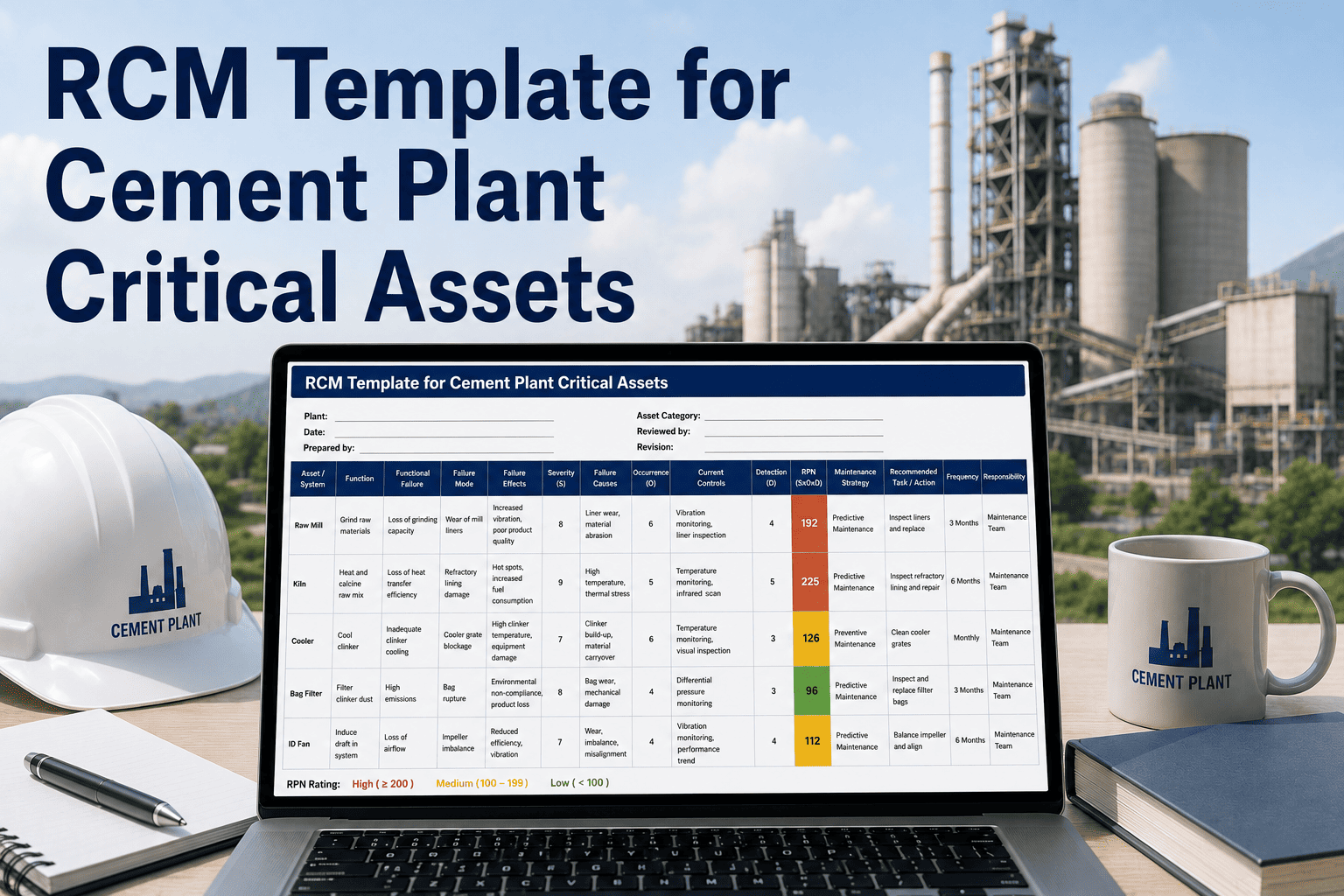
RCM Template for Cement Plant Critical Assets
Function, functional failure, failure mode, consequence category, and CMMS task — pre-mapped for kiln, preheater, mill, and cooler assets based on SAE JA1011 methodology.
The 7 RCM Questions Every Cement Plant Must Answer
SAE JA1011 — the international standard governing Reliability Centered Maintenance — requires that any process calling itself RCM must answer seven questions in sequence for every asset. No shortcuts: skipping any question or applying tasks without consequence analysis disqualifies the process under the standard. Here is what each question means in a cement plant context.
How RCM Classifies Failure Consequences for Cement Assets
The consequence category determines how aggressively you maintain each failure mode. RCM defines four categories under SAE JA1011 — and the category assigned in Q5 is the most important output of the entire analysis. Get this wrong and every task selection that follows will also be wrong.
Stop applying the same PM schedule to every asset in your plant
Oxmaint maps each failure mode to its consequence category and generates the right maintenance task automatically — condition-based, time-based, or failure-finding — based on your plant's actual risk profile.
RCM Analysis Template: Cement Plant Critical Asset Register
The table below applies all seven RCM questions to the highest-consequence assets in a cement plant production chain. Each row represents one failure mode — not one asset. A single asset like the rotary kiln has 8–12 distinct failure modes, each with its own consequence category and task. Oxmaint's cement FMEA library pre-loads these failure mode records for your asset hierarchy on setup.
| Asset | Function Statement | Functional Failure | Failure Mode | Consequence Cat. | RCM Task | Task Type | CMMS Trigger |
|---|---|---|---|---|---|---|---|
| Rotary Kiln | Rotate at 3.5 RPM; maintain 1,450°C; produce 4,000 t/day clinker | Shell temperature exceeds safe operating limit | Refractory brick spalling / hot spot formation | Safety | Continuous shell thermal camera scan; refractory relining at hotspot >50°C deviation | On-Condition | Auto WO at threshold breach |
| Rotary Kiln | Rotate at 3.5 RPM; maintain 1,450°C; produce 4,000 t/day clinker | Drive torque insufficient — kiln rotation stops | Girth gear / pinion wear from inadequate lubrication | Operational | Monthly backlash measurement; vibration at 1X amplitude; grease quality check | On-Condition | Inspection WO monthly; corrective WO at threshold |
| Rotary Kiln | Rotate at 3.5 RPM; maintain 1,450°C; produce 4,000 t/day clinker | Kiln shell deforms — ovality exceeds tolerance | Tyre slip / migration beyond OEM limit | Operational | Monthly tyre migration measurement; pad wear inspection at each shutdown | Scheduled Restoration | Measurement WO monthly; pad replacement at wear limit |
| Kiln Support Roller | Support kiln shell load; maintain axial position within ±10mm | Roller bearing seizes — kiln shell loses support | Bearing overtemperature from lubrication failure or contamination | Safety | Daily bearing temperature logging; auto-alarm at 85°C; quarterly grease analysis | On-Condition | Continuous temp monitoring; WO at alarm |
| Preheater ID Fan | Maintain negative pressure of -400 Pa through preheater to sustain kiln draft | Draft falls below minimum — kiln process disrupted | Impeller blade erosion causing imbalance and bearing overload | Operational | Monthly vibration spectrum analysis; blade inspection at each shutdown | On-Condition | Vibration WO if 1X amplitude rises >20% |
| Preheater Cyclones | Pre-heat raw meal to 850°C using kiln exhaust gases at design DP per stage | Stage DP deviates — heat exchange efficiency drops or blockage develops | Refractory cone wear / cone lining failure | Safety | Quarterly thermography; cone inspection at shutdown; DP trend monitoring | On-Condition | DP deviation WO at >15% from design; thermography hotspot WO |
| Raw Mill (VRM) | Grind raw meal to 90-micron residual below 12%; throughput 400 t/hr | Mill stops — kiln feed interrupted | Main bearing failure from lubricant degradation or overload | Operational | Oil analysis monthly (viscosity, iron ppm, particle count); vibration trend | On-Condition | Oil analysis WO monthly; corrective WO at iron >200 ppm |
| Raw Mill (VRM) | Grind raw meal to 90-micron residual below 12%; throughput 400 t/hr | Product fineness outside specification | Separator bearing spalling — separator efficiency loss | Operational | Vibration monitoring on separator drive; bearing inspection at shutdown | On-Condition | Vibration spike WO; planned replacement at next shutdown window |
| Clinker Cooler | Cool clinker from 1,400°C to below 100°C; maintain cooler efficiency above 72% | Cooling efficiency drops — clinker too hot for downstream transport | Cooler fan bearing failure from dust contamination and fatigue | Operational | Weekly vibration spot-check; bearing replacement at MTBF window regardless of condition (high recurrence rate) | Scheduled Discard | Vibration WO weekly; scheduled replacement WO at interval |
| Clinker Cooler | Cool clinker from 1,400°C to below 100°C; maintain cooler efficiency above 72% | Cooler shell overheats — structural damage risk | Refractory lining failure at hot end from thermal shock cycling | Safety | Thermography quarterly; shell temperature scan continuous; relining at shutdown | On-Condition | Shell temp WO at >40°C above baseline; thermography hotspot WO |
| Coal Mill | Grind coal to 10% residual on 90-micron sieve; maintain inert atmosphere | Mill produces explosive atmosphere — safety system failure | Explosion vent degradation — pressure relief not functional when required | Safety | Explosion vent function test at statutory interval; visual inspection quarterly | Failure-Finding | Statutory test WO — non-deferrable regardless of condition |
| Backup Lube Pump (Kiln) | Provide lubrication to support roller bearings within 30 seconds of primary pump failure | Backup pump fails to start on demand — bearings unlubricated during primary failure | Motor winding failure or pump seizure — hidden until tested | Hidden | Monthly function test: simulate primary pump trip, confirm backup starts within 30 seconds | Failure-Finding | Monthly function test WO — hidden failure requires testing, not monitoring |
Swipe table to view all columns on mobile
Choosing the Right RCM Task Type for Each Cement Failure Mode
RCM evaluates three proactive task types in order of preference before falling back to default actions. Understanding which task type fits each failure mode is the core skill in cement plant RCM implementation — and the most common source of error in poorly executed programmes.
How to Roll Out RCM at Your Cement Plant in 90 Days
RCM does not require analysing every asset before it delivers value. The 20% of cement plant assets responsible for 80% of unplanned downtime — typically kiln system, primary grinding circuit, and preheater fan — can be brought under RCM-derived maintenance in 90 days. Book a demo with Oxmaint to map this sequence to your plant configuration and existing CMMS.
Frequently Asked Questions
Your cement plant's most expensive failures are predictable — if you have the right framework
Oxmaint gives you cement-specific RCM templates, failure mode libraries, and automated CMMS work order routing — built for kiln, mill, preheater, and cooler assets from day one.