The plant manager was sitting in a quarterly review when her phone buzzed. Line 3's filler had dropped to 78% speed—a pattern the AI recognized as a developing valve seal issue. She tapped the alert, saw the vibration trend chart, approved the maintenance work order, and assigned it to the technician on shift—all without leaving the meeting. Three years ago, the same failure mode had gone unnoticed for six days until the valve failed completely, halting production for 14 hours and spoiling $42,000 of product in the surge tank. The difference wasn't a better maintenance team or more expensive equipment. The difference was a mobile app that put real-time AI intelligence, production data, quality metrics, and maintenance controls in every stakeholder's pocket—24 hours a day, from anywhere in the plant or anywhere in the world. Book a Demo to see how Oxmaint's mobile platform puts AI-powered plant operations in your team's hands.
This guide examines how unified mobile applications transform FMCG plant operations—giving operators, supervisors, quality managers, and executives real-time access to production data, AI-driven alerts, maintenance workflows, and quality dashboards from a single platform that eliminates the information silos costing FMCG plants millions annually. Sign Up to start managing plant operations from your mobile device.
The Mobile-First FMCG Plant: Real-Time Intelligence Everywhere
73%
Faster Response to Critical Alerts
Mobile-equipped teams vs. radio/pager-based notification
45%
Less Unplanned Downtime
Plants with mobile AI alert and work order systems
8.2hrs
Weekly Time Saved Per Manager
Eliminated walks to check screens, chase paperwork, find data
Why FMCG Plants Need Unified Mobile Operations
FMCG manufacturing generates thousands of data points per minute across production, quality, maintenance, and safety systems—but this data lives in separate screens bolted to separate machines in separate departments. The production supervisor checks OEE on the HMI. The quality manager reviews test results in LIMS. The maintenance lead checks work orders on the CMMS desktop. The plant manager gets a summary email the next morning. By the time everyone has the same information, the problem has already cost hours of production, thousands of dollars in waste, or a compliance violation that could have been prevented. A unified mobile app collapses these information silos into a single real-time platform accessible from any location in the plant—or outside it. Sign Up to start connecting your plant data on mobile.
Real-Time Production Dashboard
Live OEE, line speed, output counts, and efficiency metrics for every line—updated every 15 seconds on your mobile device
See problems as they happen, not hours later
AI Predictive Alerts
Machine learning detects equipment degradation, process drift, and quality anomalies—pushing alerts to the right person instantly
5–14 days advance warning on equipment failures
Mobile Work Order Management
Create, assign, approve, and close work orders from anywhere. Attach photos, parts used, and time logs directly from the field
60% faster work order cycle time
Quality Dashboard & Compliance
Real-time quality KPIs, SPC charts, hold/release status, and audit readiness scores accessible anywhere in the plant
Instant access to compliance documentation
Safety & Incident Reporting
One-tap incident reporting with photo capture, GPS tagging, and automatic notification to safety coordinators and management
90% faster incident documentation
Executive Intelligence
Multi-plant summary dashboards showing production, quality, maintenance, and cost KPIs—refreshed continuously for leadership visibility
Board-ready data at your fingertips
Your Entire Plant, In Your Pocket
Oxmaint's mobile platform unifies production, quality, maintenance, and safety data into one app—giving every role the real-time intelligence they need to act faster and smarter.
Role-Based Mobile Experiences for Every Plant Stakeholder
A unified mobile app doesn't mean everyone sees the same screen. AI personalizes each user's experience based on their role, responsibilities, and the decisions they need to make—surfacing the right data at the right time without information overload. Book a Demo to see role-based mobile dashboards in action.
Production Operator
Line speed, current OEE, reject counts, and active alerts for their assigned line. One-tap downtime logging with reason codes. AI-suggested speed adjustments based on current product and conditions.
Key action: Log downtime, acknowledge alerts, execute AI recommendations
Shift Supervisor
All-lines overview showing OEE, active alarms, staffing status, and production vs. schedule. Escalation management for unresolved issues. Shift handover notes with AI-generated summary of key events.
Assigned work orders with equipment history, manuals, and parts inventory. AI predictive alerts with vibration trends and recommended actions. Photo documentation and time logging at point of work.
Key action: Execute work orders, document repairs, verify completions
Quality Manager
Real-time SPC charts, hold/release status, supplier quality scores, and audit calendar. AI anomaly alerts when process parameters drift toward spec limits before defects occur.
Plant-wide KPI summary: production output, quality metrics, maintenance backlog, safety incidents, and cost per unit. AI highlights the single biggest improvement opportunity each day.
Cross-plant comparison dashboards showing production efficiency, quality compliance, maintenance spend, and sustainability KPIs. AI identifies which plant practices should be replicated across the network.
Key action: Benchmark plants, allocate capital, drive best practice adoption
AI-Powered Mobile Features That Drive Results
The mobile app isn't just a screen for viewing data—it's an AI-powered operations platform that actively helps users make better decisions faster. These capabilities separate a genuine smart factory mobile experience from a simple dashboard viewer.
Predictive Equipment Alerts
AI monitors vibration, temperature, current draw, and cycle times—sending mobile alerts 5–14 days before equipment fails with specific failure mode and recommended action
50% fewer unplanned breakdowns
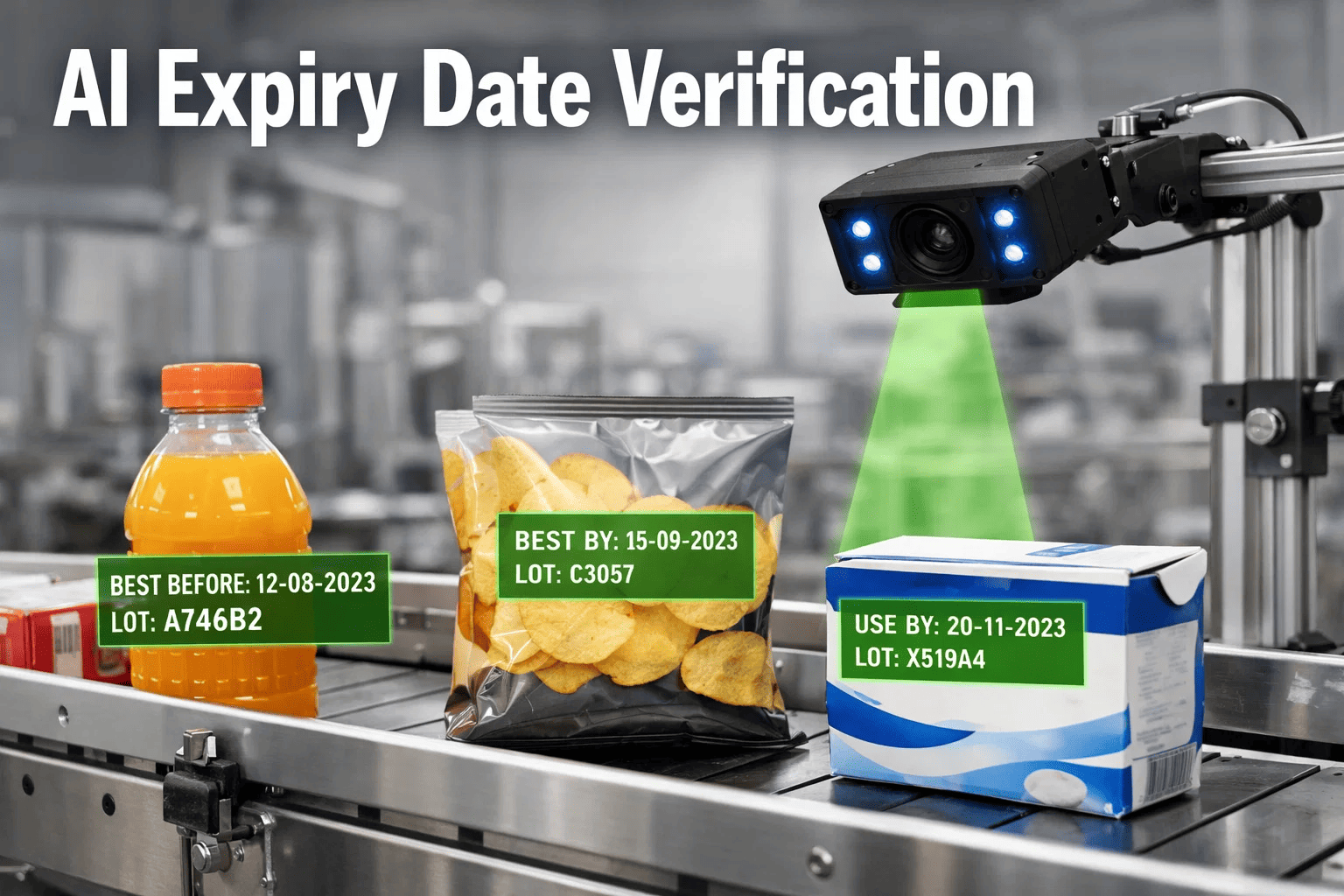
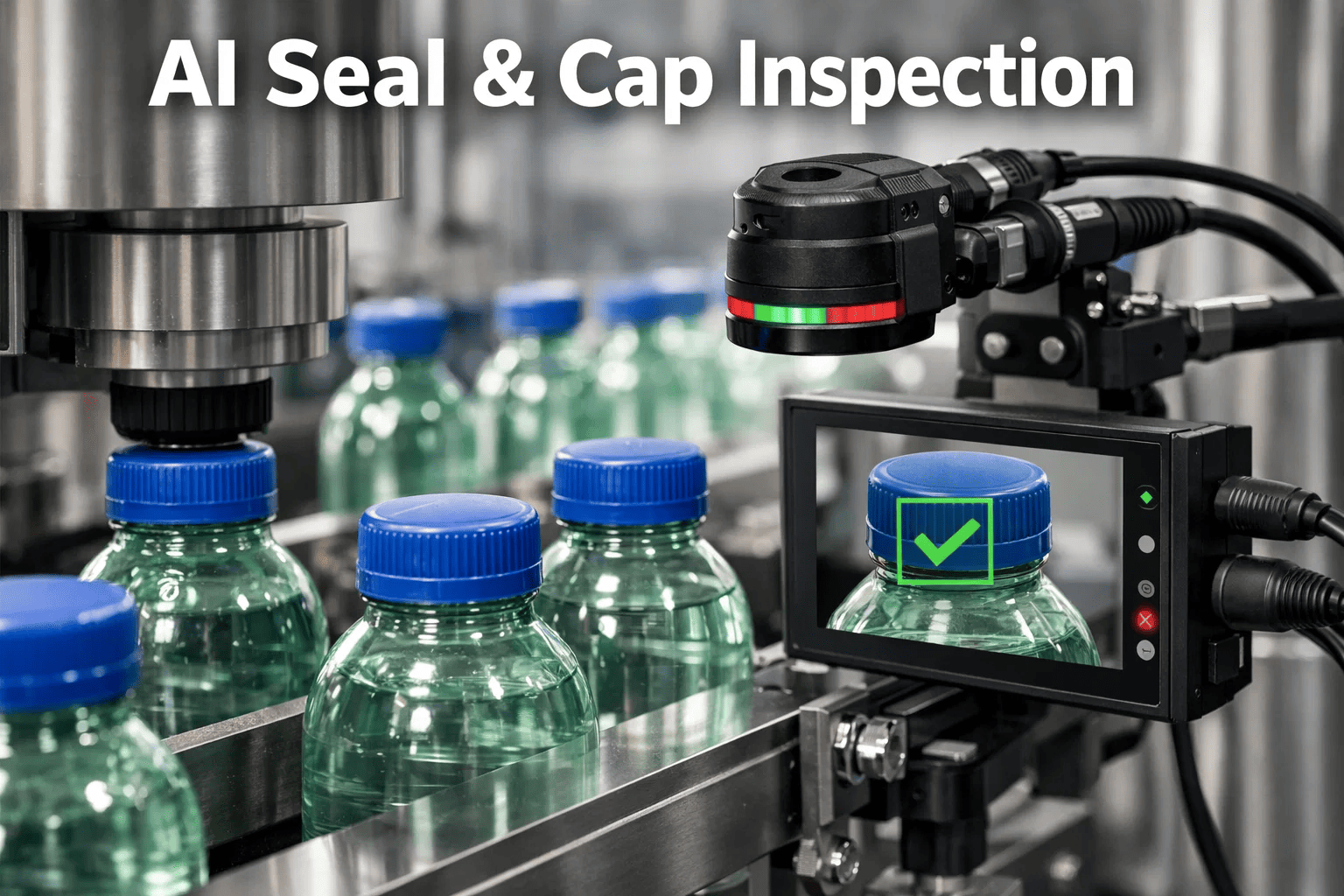
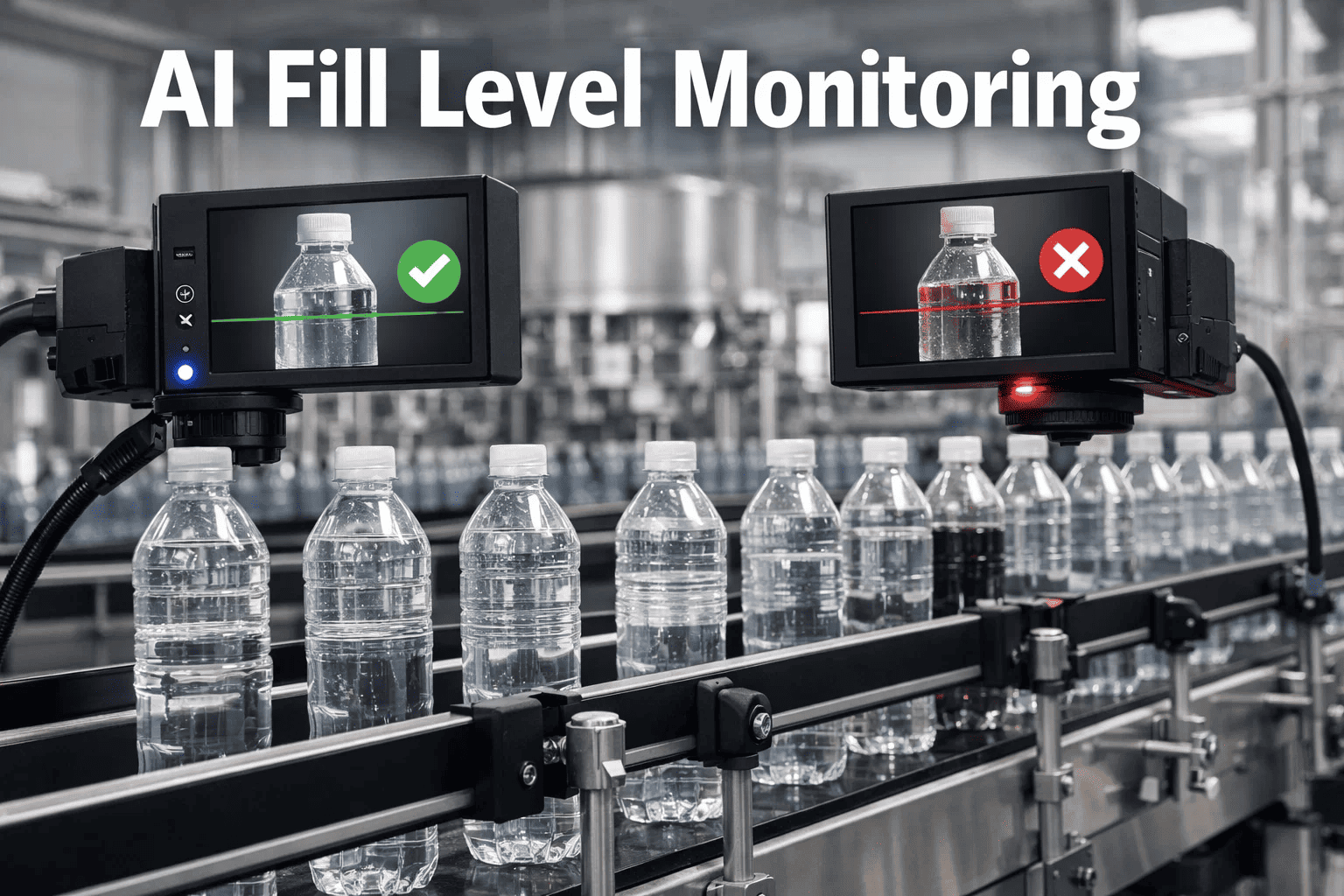
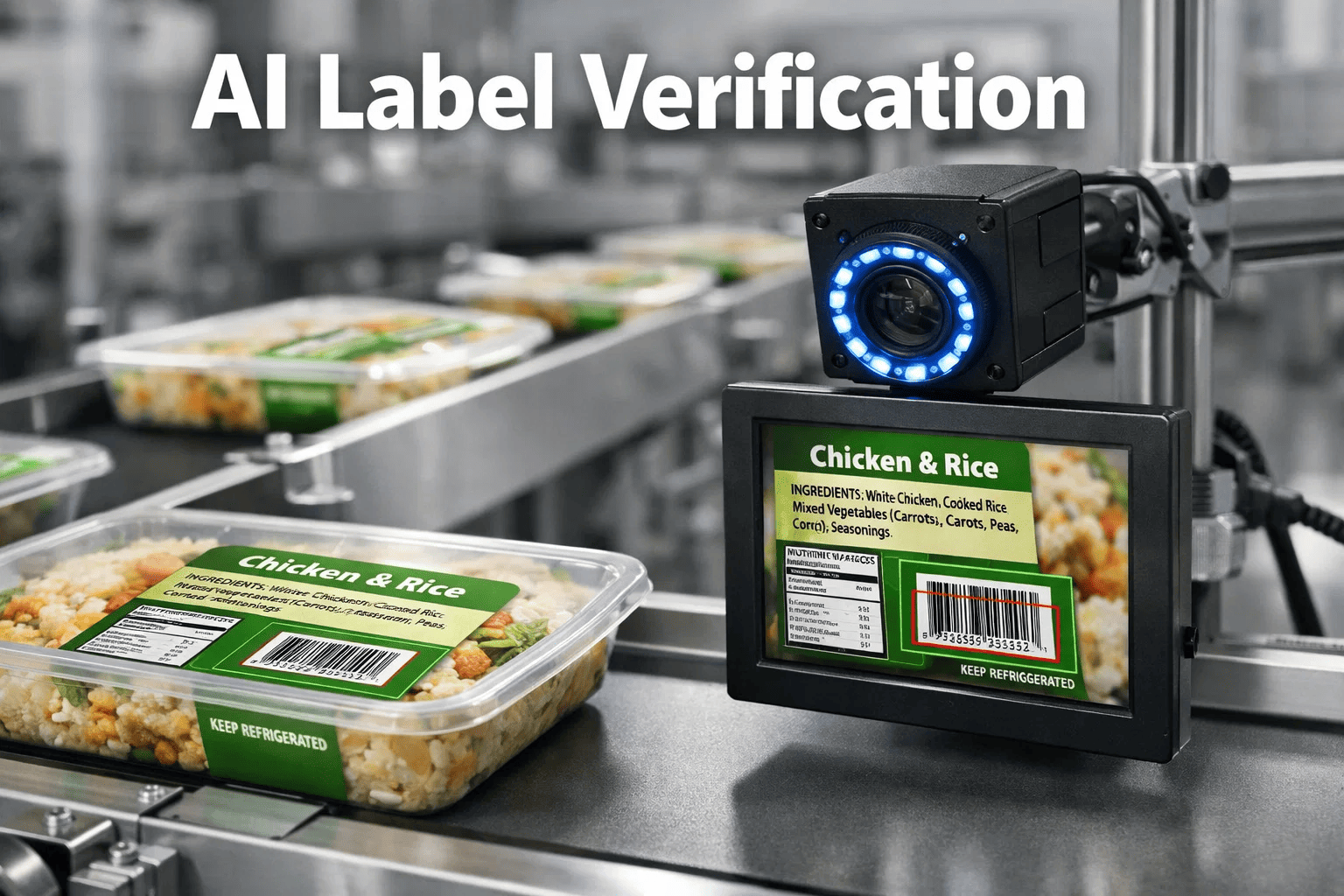
Visual Inspection via Phone Camera
Point your phone camera at a product, label, or equipment nameplate—AI identifies the item, pulls up its record, and performs visual quality checks instantly
Equipment lookup in under 3 seconds
Intelligent Notifications
AI filters and prioritizes alerts based on severity, user role, and current context—eliminating alert fatigue by surfacing only what each person needs to act on now
80% reduction in non-actionable notifications
Offline-Capable Operations
Full functionality in areas without WiFi—cold storage, basement mechanical rooms, exterior loading docks. Data syncs automatically when connectivity returns
Zero coverage gaps in any plant zone
Voice-Activated Commands
Hands-free operation for technicians wearing gloves or working in tight spaces—log readings, create work orders, and pull up equipment history by voice command
Hands-free data entry in the field
QR/NFC Asset Access
Scan any equipment QR code or tap an NFC tag to instantly access maintenance history, PM schedules, manuals, spare parts inventory, and open work orders for that asset
Complete asset history in one tap
Stop Walking to Screens. Start Acting From Anywhere.
Every minute a supervisor spends walking to an HMI panel, searching for a paper logbook, or waiting for an email report is a minute the problem grows. Mobile-first plant operations eliminate the physical distance between data and decision-making.
Set up role-based dashboards, connect to existing SCADA/PLC/CMMS/LIMS data sources, configure alert rules and escalation paths
1–2 weeks
2
Pilot & Train
Deploy to 10–20 pilot users across maintenance, production, and quality. Train on mobile workflows. Collect feedback and refine
2–4 weeks
3
Scale Plant-Wide
Roll out to all users. Enable AI predictive features. Integrate with shift handover, quality, and safety workflows
4–8 weeks
4
Optimize & Expand
Refine alert thresholds based on usage data. Add advanced AI features. Expand to additional plants across the network
Ongoing
Expected ROI from Mobile Plant Operations
73%
Faster Alert Response Time
45%
Less Unplanned Downtime
60%
Faster Work Order Completion
8.2hrs
Weekly Time Saved Per Manager
90%
Faster Incident Documentation
3–6mo
Typical Full ROI Timeline
Frequently Asked Questions
How does a mobile CMMS differ from simply accessing the desktop system on a phone browser?
A purpose-built mobile CMMS is fundamentally different from a responsive desktop interface. Native mobile apps deliver push notifications that reach technicians instantly — desktop browser tabs don't push alerts when the screen is off. Mobile apps support offline functionality so work orders, checklists, and asset records remain accessible in cold storage rooms, basement mechanical areas, and exterior loading zones where WiFi doesn't reach. Camera integration allows one-tap photo documentation attached directly to work orders without the download-upload-attach cycle of browser-based systems. QR and NFC scanning lets technicians pull up complete asset histories by pointing their phone at a tag rather than typing equipment IDs into search fields. GPS and timestamp verification proves that inspections were physically performed at the correct asset location at the documented time — something browser-based systems cannot verify. The cumulative effect is 60% faster work order completion because every interaction is designed for the way technicians actually work in the field rather than forcing a desktop workflow onto a small screen. Book a Demo to see the difference between browser access and native mobile operations.
What happens when mobile devices lose connectivity inside the plant?
Connectivity dead zones are a reality in every FMCG plant — cold storage rooms with insulated metal walls, basement mechanical spaces, exterior dock areas, and zones near high-power electrical equipment all create WiFi blackouts. A properly designed mobile platform caches all active work orders, PM checklists, asset records, equipment manuals, and parts inventory data locally on the device. Technicians continue logging readings, completing inspections, attaching photos, and closing work orders exactly as they would with full connectivity. When the device reconnects — whether seconds or hours later — all data syncs automatically to the central system with original timestamps preserved. Conflict resolution handles the rare case where two users modified the same record offline. The key is that zero work gets lost and zero inspections need to be re-done because of a connectivity gap. Plants running fully offline-capable mobile platforms report identical documentation completeness rates regardless of their facility's WiFi coverage.
How do AI predictive alerts actually work on the mobile app?
AI predictive alerts start with continuous data collection from equipment sensors — vibration, temperature, current draw, pressure, cycle time, and acoustic signatures. Machine learning models trained on your plant's specific equipment and failure history establish normal operating baselines for each asset. When sensor readings begin drifting outside established patterns — even subtly — the AI identifies the specific failure mode developing, estimates time-to-failure, and pushes a prioritized mobile notification to the assigned maintenance technician and their supervisor. The notification includes the equipment identifier, location, predicted failure mode, confidence level, recommended corrective action, required spare parts with current inventory status, and a pre-populated work order ready for one-tap approval. Most plants see useful predictive accuracy within 60–90 days of deployment as the AI accumulates enough operating data to distinguish normal variation from genuine degradation. Alert thresholds automatically refine over time as the system learns from confirmed versus false-positive predictions. Sign Up to start building your plant's AI baseline.
Can the mobile platform integrate with our existing SCADA, ERP, and LIMS systems?
Integration with existing plant systems is foundational — not optional — for a mobile platform to deliver value. Standard integration pathways connect to SCADA and PLC systems for real-time production data (OEE, line speed, output counts, alarm states), ERP systems for production scheduling and materials data, LIMS for quality test results and SPC data, and BMS for utility and environmental monitoring. Most FMCG plants achieve initial SCADA and CMMS integration within the first two weeks of deployment, with ERP and LIMS connections following in weeks three through six. The mobile app becomes the unified presentation layer that surfaces data from all these systems in role-appropriate dashboards — so the production supervisor sees OEE from SCADA alongside maintenance backlog from CMMS alongside quality holds from LIMS in a single view, rather than logging into three separate systems.
How do you prevent alert fatigue when every system is sending mobile notifications?
Alert fatigue is the fastest way to undermine a mobile operations platform — if technicians start ignoring notifications because 80% are irrelevant, the 20% that matter get missed too. AI-powered notification management solves this through role-based filtering (operators see only their assigned line alerts, not plant-wide noise), severity-based escalation (informational items go to dashboards, critical items push to lock screens), contextual suppression (known maintenance windows automatically suppress related alerts), and intelligent grouping (twelve related alarms from a single root cause consolidate into one actionable notification instead of twelve separate buzzes). The system also learns from user behavior — alerts that get consistently acknowledged without action get automatically downgraded, while alerts that trigger immediate work order creation get prioritized. Plants running AI-filtered notifications report 80% fewer non-actionable alerts compared to plants pushing raw alarm streams to mobile devices. The goal is that every notification a user receives on their phone requires and deserves their attention. Book a Demo to see intelligent notification management in action.
What ROI timeline should we expect from deploying mobile plant operations?
Most FMCG plants achieve measurable ROI within 3–6 months of full deployment, with the fastest returns coming from three sources: reduced unplanned downtime (45% reduction translating to recovered production hours worth $50,000–$500,000 annually depending on line throughput), faster work order completion (60% cycle time reduction freeing maintenance capacity equivalent to 0.5–1.5 FTE per plant), and eliminated paper-based documentation processes (8.2 hours per manager per week recovered from walking to check screens, chasing paper forms, and manually compiling reports). Secondary ROI follows from reduced quality holds through earlier SPC drift detection, lower spare parts inventory through better demand visibility, and improved audit readiness that reduces the weeks of preparation before FDA, BRC, or SQF inspections. Plants with multiple facilities see additional returns from cross-plant benchmarking that identifies best practices at one facility and deploys them across the network. The implementation investment — typically $25,000–$75,000 for a single plant including configuration, integration, and training — typically pays for itself with the first prevented unplanned shutdown event.
Put AI-Powered Plant Intelligence in Every Pocket
Oxmaint's unified mobile platform connects production, quality, maintenance, and safety into a single app—giving every role from operator to executive the real-time data and AI insights they need to drive performance, prevent failures, and ensure compliance from anywhere.