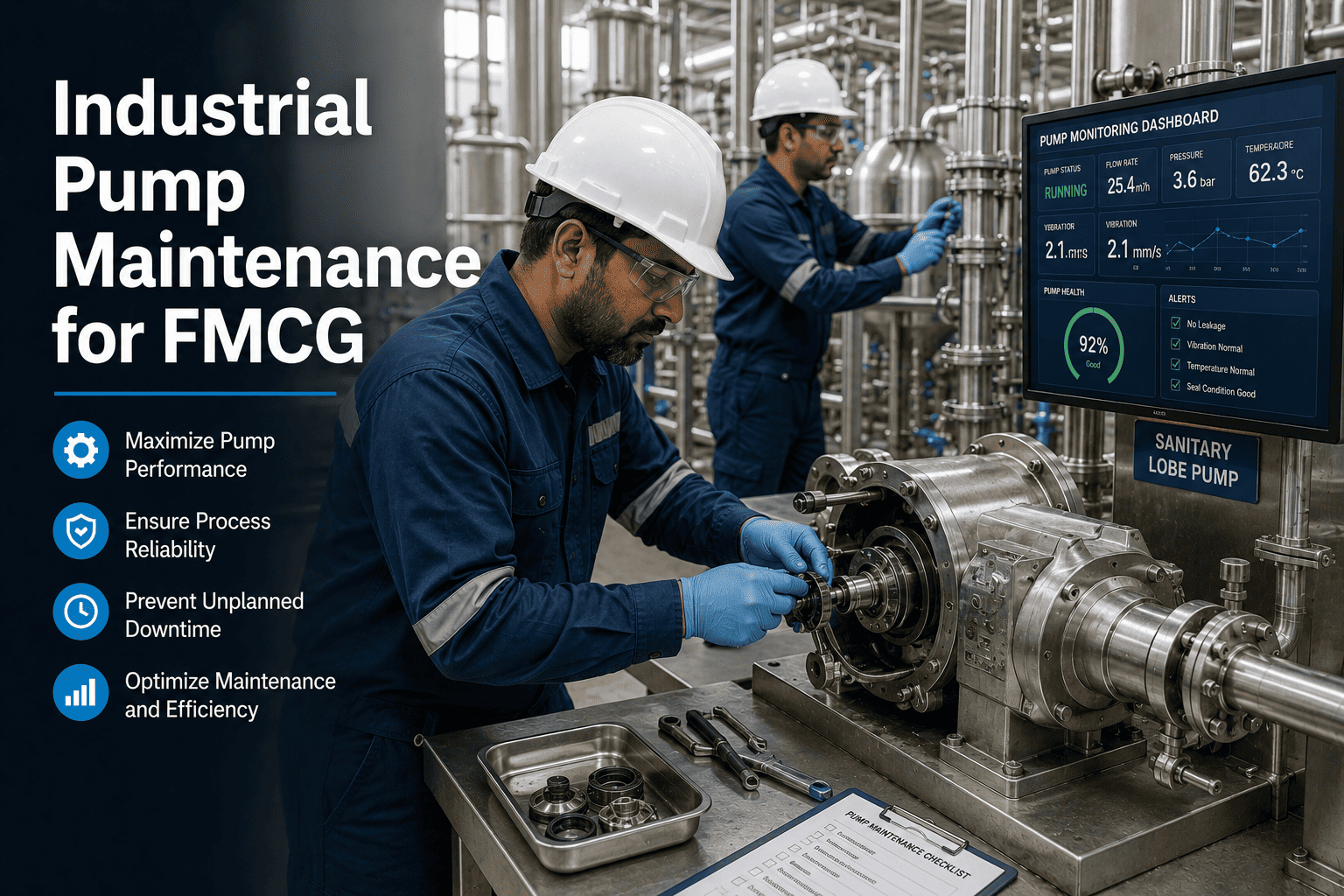
In an FMCG plant, the pump population is the silent infrastructure that decides whether production runs. A typical mid-size beverage or dairy facility runs 80 to 140 pumps across centrifugal, positive displacement, and sanitary categories — and unplanned pump failures still account for 12 to 18% of all process downtime hours across European and North American FMCG sites. Mechanical seal failure alone drives roughly half of all pump-related work orders globally, and the cost of a single failed seal in a sanitary lobe pump on a yogurt line can exceed $9,000 by the time you count lost batch, sanitation re-run, and overtime labour. Across US Grade A dairy operations, EU EHEDG-certified beverage plants, and GCC FMCG facilities serving the Gulf, the underlying pump physics are identical — but the maintenance discipline almost never is. The plants that hold pump availability above 97% have stopped treating pumps as a single asset class and started treating them as three architecturally distinct systems with three different failure-mode signatures. Operations leaders see Oxmaint in action or book a demo to see how Oxmaint's pump-class workflow handles centrifugal, positive-displacement, and sanitary lines as the distinct systems they are.
FMCG · Industrial Pump Maintenance
Three Pump Architectures. Three Failure Signatures. One Maintenance Workflow.
Centrifugal, positive displacement, and sanitary pumps treated as architecturally distinct systems — with the right PM cadence, the right condition-monitoring inputs, and the right spares logic for each, across US, European, and Gulf FMCG operations.
FLEET POPULATION · MID-SIZE FMCG PLANT
Centrifugal · process transfer
Positive Displacement · viscous
Sanitary · 3-A / EHEDG
PUMP RELIABILITY BOARD
110-pump fleet · 7-day rolling
CENT
End-Suction · CIP Supply
MTBF 4,820 hr · 57 units
STABLE
PD
Lobe · Yogurt Line
MTBSF 1,840 hr · 12 units
STABLE
SAN
Sanitary Centrifugal · Milk Loop
SEAL #P-047 · 6,210 hr · trend up
WATCH
PD
Progressing Cavity · Sauce
Stator hr: 2,140 / 3,200 OEM
STABLE
12–18%
share of FMCG process downtime hours attributable to unplanned pump failures
50%+
of pump-related work orders globally trace back to mechanical seal failure
$9,000+
average direct cost of a failed sanitary lobe-pump seal on a dairy or beverage line
80–140
typical pump population in a mid-size beverage or dairy plant across all three architectures
What Pump Maintenance Actually Requires Across Three Architectures
Industrial pump maintenance in FMCG operations is the structured set of asset-linked PMs, condition-monitoring inputs, seal-management decisions, and spares-stocking logic that keeps every pump in the plant running within its design envelope. The complexity is that "pump" is not one category. A centrifugal water-transfer pump fails by cavitation, impeller erosion, and bearing wear. A positive-displacement lobe pump fails by rotor-to-rotor clearance loss, over-pressure damage, and gearbox wear. A sanitary pump on a dairy line carries all the mechanical failure modes plus a sanitation-failure risk that can scrap an entire batch and trigger a PMO or EHEDG re-inspection.
Where most FMCG plants lose value is by treating all 80 to 140 pumps as a single maintenance class with a generic monthly inspection PM. The result is over-maintenance of the easy assets and under-monitoring of the high-risk ones — particularly the sanitary lobe and progressing-cavity pumps where seal failures compound into contamination events. A working program splits the pump population into the three architectures, assigns each its own PM cadence and condition-monitoring inputs, and ties seal-management as a discrete asset under each pump. Teams that start a free trial can configure all three pump classes against their asset register in under an hour.
The Six Pump Sub-Classes Most FMCG Operations Actually Run
Inside the three main architectures, six sub-classes cover the substantial majority of FMCG pump applications. Each has its own design envelope, dominant failure mode, and PM cadence.
01
End-Suction Centrifugal
Single-stage centrifugal pumps for water, CIP fluid, and low-viscosity process transfer. Cavitation at suction inlet, impeller erosion, and seal-face wear are the failure signatures. Vibration trending plus amp-draw monitoring catch most events 4 to 8 weeks before failure.
Application: CIP supply · water transfer · cooling loop
02
Multi-Stage Centrifugal
High-pressure boiler-feed, RO-permeate, and high-head applications. Stage-to-stage seal integrity and inter-stage bearing condition are the focus. PMs require both mechanical and hydraulic performance verification.
Application: boiler feed · RO water · pressure boost
03
Lobe Pump (Sanitary PD)
Twin-rotor positive-displacement pumps for viscous dairy, beverage, and pharma-grade fluids. Rotor-to-rotor clearance, timing-gear backlash, and seal integrity drive PM cadence. 3-A and EHEDG hygienic standards govern materials and surface finish.
Application: yogurt · cream · syrup · viscous beverage
04
Progressing-Cavity Pump
Single-screw helical-rotor pumps for shear-sensitive products with particulates (fruit pieces, cottage cheese, meat sauce). Rotor wear, stator elastomer degradation, and CV-joint failures dominate. Cycle-count PM beats time-based PM.
Application: fruit yogurt · sauce · particulate dairy
05
Gear / Internal-Gear Pump
Metered transfer of edible oils, glycerin, syrups, and viscous liquids. Gear-tooth wear and shaft-seal failure are primary. Volumetric efficiency trending against design point flags wear 8 to 12 weeks before throughput loss.
Application: edible oil · glycerin · concentrate transfer
06
Centrifugal Sanitary (3-A)
Hygienic single-stage centrifugal pumps with polished interior surfaces, sanitary seal, and CIP-cleanable design. Used for low-viscosity dairy and beverage transfer where shear is acceptable. Seal-failure detection plus sanitation logging are non-negotiable.
Application: milk · juice · beer · low-viscosity hygienic
Each sub-class needs its own asset template, PM cadence, and failure-mode taxonomy. Book a demo to see Oxmaint's pump module configured against your plant's specific sub-class mix.
50% / 1 seal
— roughly half of all pump work orders globally start with a single failed mechanical seal. Seal management is not a sub-task of pump PM; it is the discipline.
Where FMCG Pump Programs Actually Break Down
FMCG plants do not fail at pump reliability because their teams cannot rebuild a seal. They fail because the workflow treats all pumps the same and misses the architecture-specific signals. Four patterns repeat across most operations.
A
Generic Monthly Pump PM
Every pump in the plant gets the same monthly inspection checklist regardless of architecture. The sanitary lobe pump that needs weekly seal-face verification gets it monthly; the cooling-loop centrifugal that needs nothing more than quarterly vibration gets the same monthly attention.
B
Seal Management as a Sub-Task
Mechanical seal kits are stocked at the storeroom level but not tracked against specific pumps. Mean-time-to-seal-failure data is impossible to assemble because seal events get logged as "pump leak" without distinguishing seal model, lot, or service hours.
C
No Condition-Monitoring Integration
Vibration analyzer routes are run quarterly by a third-party contractor. The report arrives as a PDF, gets filed, and never enters the work-order queue. By the time the next failure occurs, the prior report's warning is forgotten.
D
CIP and Pump Workflows Disconnected
Sanitary pumps get CIP'd through the line CIP cycle, but the CIP record and the pump asset record live in different systems. When a CIP cycle runs short or weak, nobody flags the downstream pumps for sanitation re-verification.
Each pattern is a workflow integration gap that an architecture-aware pump module closes — start a free trial to see how Oxmaint splits the population by architecture and ties seal management to each pump.
How Oxmaint Operationalizes Multi-Architecture Pump Maintenance
Oxmaint's pump module classifies every pump by architecture and sub-class on import, then applies the right PM cadence, condition-monitoring inputs, seal-management workflow, and spares logic — for US Grade A operations, EU EHEDG-certified plants, and Gulf FMCG facilities alike.
Architecture-Specific PM Templates
Centrifugal, PD lobe, progressing cavity, gear, and sanitary centrifugal each carry their own PM checklist, cadence, and inspection criteria. No more monthly-pm-for-everything.
Seal as a Discrete Asset
Every mechanical seal modeled as a sub-asset against its pump. Service hours, model number, replacement lot, and failure mode tracked individually. MTBSF (mean time between seal failures) calculable per pump and per seal model.
Vibration & CMMS Integration
Vibration data from SKF, Fluke, Emerson AMS, and Bently Nevada systems imports directly into the asset record. Out-of-tolerance readings auto-generate work orders with the analyzer report attached.
CIP & Sanitation Linkage
Sanitary pumps linked to upstream CIP records. CIP cycles that fail concentration, temperature, or duration spec trigger sanitation re-verification work orders on every pump in the loop.
Hydraulic Performance Trending
For multi-stage centrifugal and gear pumps, volumetric efficiency calculated continuously from flow and pressure inputs. Wear trends visible 8 to 12 weeks before throughput impact.
3-A / EHEDG Audit Export
Hygienic-design verification records, sanitation logs, seal integrity checks, and material-of-construction documentation exportable in US 3-A, EU EHEDG, and GCC GSO-aligned formats.
Six gaps closed in one architecture-aware pump workflow — book a demo to map the configuration against your plant's specific pump population.
Generic Pump PM vs Oxmaint Architecture-Aware Workflow
The difference between treating all 80 to 140 pumps the same and treating each by architecture shows up directly in availability, MTBF, and seal-failure rates.
Outcomes Reported by FMCG Operators Across NA, EU, and ME Markets
Results from FMCG operations — dairy, beverage, personal care, and consumer-packaged food — that adopted Oxmaint's architecture-aware pump workflow within the past 12 to 18 months.
47%
reduction in unplanned pump failures within first six months
2.6x
increase in mean time between seal failures across sanitary pump fleet
$680K
average annual recovery per mid-size plant from pump-driven downtime reduction
28%
reduction in PM hours through cadence-rationalization across non-critical pumps
Architecture-aware pump workflows pay back inside one operational quarter — book a demo to model the recovery profile for your specific pump population.
Frequently Asked Questions
Does Oxmaint support all major sanitary and process pump manufacturers
Yes. Pre-configured asset templates ship for Alfa Laval, GEA, SPX Flow APV, Fristam, Waukesha Cherry-Burrell, Wilden, ITT Goulds, Grundfos, KSB, Sulzer, and Flowserve. Both sanitary 3-A / EHEDG and standard process pumps are covered with appropriate PM cadences and condition-monitoring inputs.
How does the seal-as-a-discrete-asset model work in practice
Each mechanical seal is created as a sub-asset linked to its parent pump. Seal model, manufacturer, lot number, installation date, service hours, and failure history are tracked individually. When a seal fails, the work order captures the failure mode against that specific seal asset — building a real MTBSF dataset over time, both per pump and per seal model across the plant.
Can Oxmaint integrate with our existing vibration-analysis program
Yes. SKF @ptitude, Fluke 810/805, Emerson AMS Machinery Manager, Bently Nevada System 1, and similar vibration-analysis platforms integrate via standard data import or API. Vibration readings flow into the pump asset record as condition-monitoring inputs and can trigger work orders when out of tolerance.
Is the sanitary pump workflow compliant with US 3-A, EU EHEDG, and GCC requirements
Yes. The sanitary pump workflow captures 3-A Sanitary Standards compliance documentation, EHEDG hygienic-design certifications, EN 1672-2 verification records, and GCC GSO 9 dairy and food-equipment standards. Multi-region facilities can run different audit-export formats per location with no separate configuration required.
Centrifugal · Positive Displacement · Sanitary — All architectures
Stop Running 140 Pumps on One Monthly PM Checklist
Oxmaint classifies every pump by architecture and sub-class, applies the right PM cadence and condition-monitoring inputs, treats every mechanical seal as a discrete sub-asset, and ties sanitary pumps to their upstream CIP records. From US Grade A dairy plants to EU EHEDG-certified beverage lines to Gulf FMCG operations — pump availability stops being a guess.
- Centrifugal, PD lobe, progressing cavity, gear, sanitary supported
- Alfa Laval, GEA, SPX, Fristam, Waukesha, Wilden, ITT, Grundfos ready
- US 3-A · EU EHEDG · GCC GSO compliance built in
Deployed across dairy, beverage, personal care, and consumer-packaged food operations in North America, Europe, and the GCC.