Pet Food Equipment Maintenance (Reduce Failures Fast)
By Jack Edwards on May 5, 2026
A maintenance technician at a mid-size pet food manufacturing facility in Kansas discovered the twin-screw extruder discharge die had developed stress fractures after 8 months of continuous operation processing high-starch kibble formulations at 165°C and 40 bar pressure — the quarterly ultrasonic inspection protocol had been deferred twice due to production schedule conflicts, and the die finally failed catastrophically during a Friday afternoon production run, sending 340 pounds of partially extruded dough into the cooling conveyor system and requiring a 14-hour emergency shutdown for die replacement, screw cleaning, and downstream equipment sanitation. The unplanned downtime cost $47,000 in lost production capacity, emergency parts expediting, overnight technician callout fees, and food safety holds pending microbial validation testing. OxMaint tracks extruder die inspection cycles and escalates alerts when PM deferrals accumulate — preventing catastrophic failures that shut down entire production lines. Book a demo to see how pet food manufacturing equipment maintenance prevents $47K unplanned downtime incidents.
Average cost per unplanned extruder failure at mid-size pet food facility — die fracture, emergency parts, overnight labor, food safety holds
$145B
Global pet food and treats market size in 2025 — 6.1% CAGR growth driving continuous equipment modernization investment
165°C
Typical extruder barrel temperature for kibble production — 3× higher than standard food processing, accelerating component wear rates
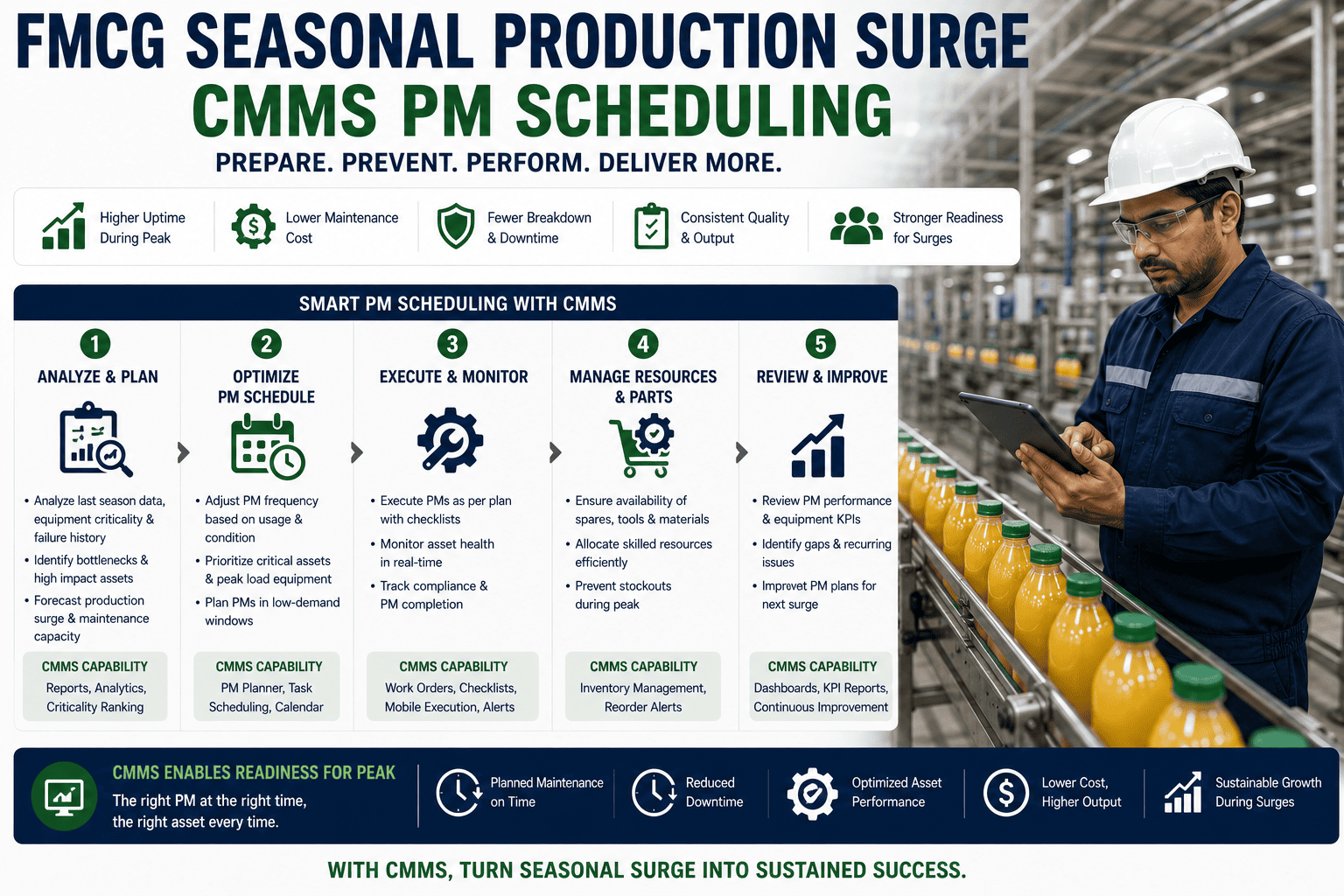
Why Pet Food Manufacturing Equipment Requires More Aggressive PM Than Standard FMCG Food Processing
Pet food production combines the mechanical brutality of industrial extrusion with the hygiene requirements of food manufacturing and the formulation complexity of nutritional science — creating PM demands that exceed standard bakery or snack food operations. Twin-screw extruders processing high-starch dog kibble dough operate at 150–180°C barrel temperatures and 35–50 bar discharge pressures while handling abrasive grain particles that cause screw flight wear 5× faster than human food extrusion, requiring ultrasonic thickness measurement every 90 days instead of annual intervals. Multi-zone belt dryers running continuous 20-hour cycles at 95–110°C accumulate belt tension drift and bearing overheating invisible during production but catastrophic when belts snap during high-volume shifts, causing 14-hour emergency replacements and batch contamination. Coating drums applying precise fat and flavor layers must maintain ±2°C temperature uniformity or product palatability fails QC testing, requiring weekly thermal imaging inspection that bakery coating systems omit entirely. OxMaint provides pet food equipment PM templates with extruder screw wear tracking, dryer belt tension monitoring, and coating system thermal calibration integrated into FMCG manufacturing maintenance workflows optimized for 24×7 continuous production schedules.
Twin-Screw Extruder
165–180°C barrel temp, 35–50 bar pressure, abrasive starch processing
5× faster screw wear vs human food, die stress fractures from thermal cycling
Ultrasonic screw measurement every 90 days, die inspection quarterly, gearbox oil analysis monthly
Multi-Zone Belt Dryer
95–110°C drying zones, 20+ hour continuous cycles, belt tension critical
Belt snap during production = 14hr shutdown, bearing overheating from continuous duty
Belt tension check weekly, bearing temperature monitoring daily, zone calibration monthly
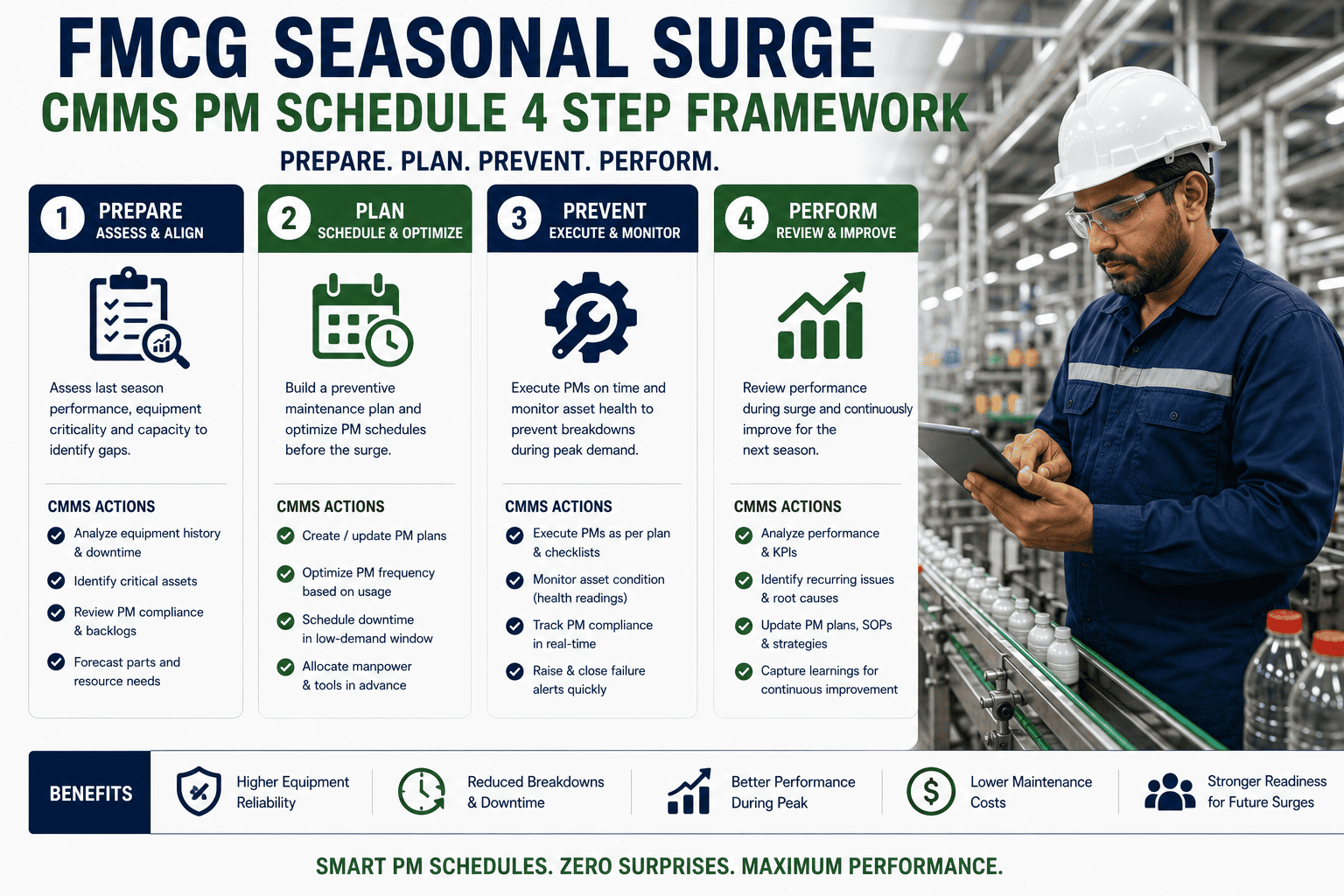
Pet food manufacturing equipment failures do not just interrupt production schedules — they trigger food safety holds, emergency parts expediting at 3× normal cost, overnight technician callouts, and multi-shift sanitation protocols before restart. An extruder die stress fracture that releases partially cooked dough into downstream equipment requires complete line teardown, emergency die replacement sourced via overnight freight, screw barrel cleaning to remove contaminated product, dryer belt sanitation, and microbial validation testing before production restart — a 14-hour shutdown costing $47,000 in a mid-size facility. A dryer belt snap during peak production dumps 2,800 pounds of in-process kibble onto the factory floor, requires 20-hour belt replacement with production offline, generates food waste disposal costs, and delays customer shipments triggering late delivery penalties. A coating drum thermal control failure that allows ±4°C temperature variation instead of ±2°C spec causes 6,000 pounds of finished product to fail palatability QC testing, requiring reprocessing or disposal and customer complaint investigations. Start a free trial to schedule pet food equipment PM with wear tracking, thermal monitoring, and production-integrated alerts preventing catastrophic failures that cost $47K per incident.
⚠
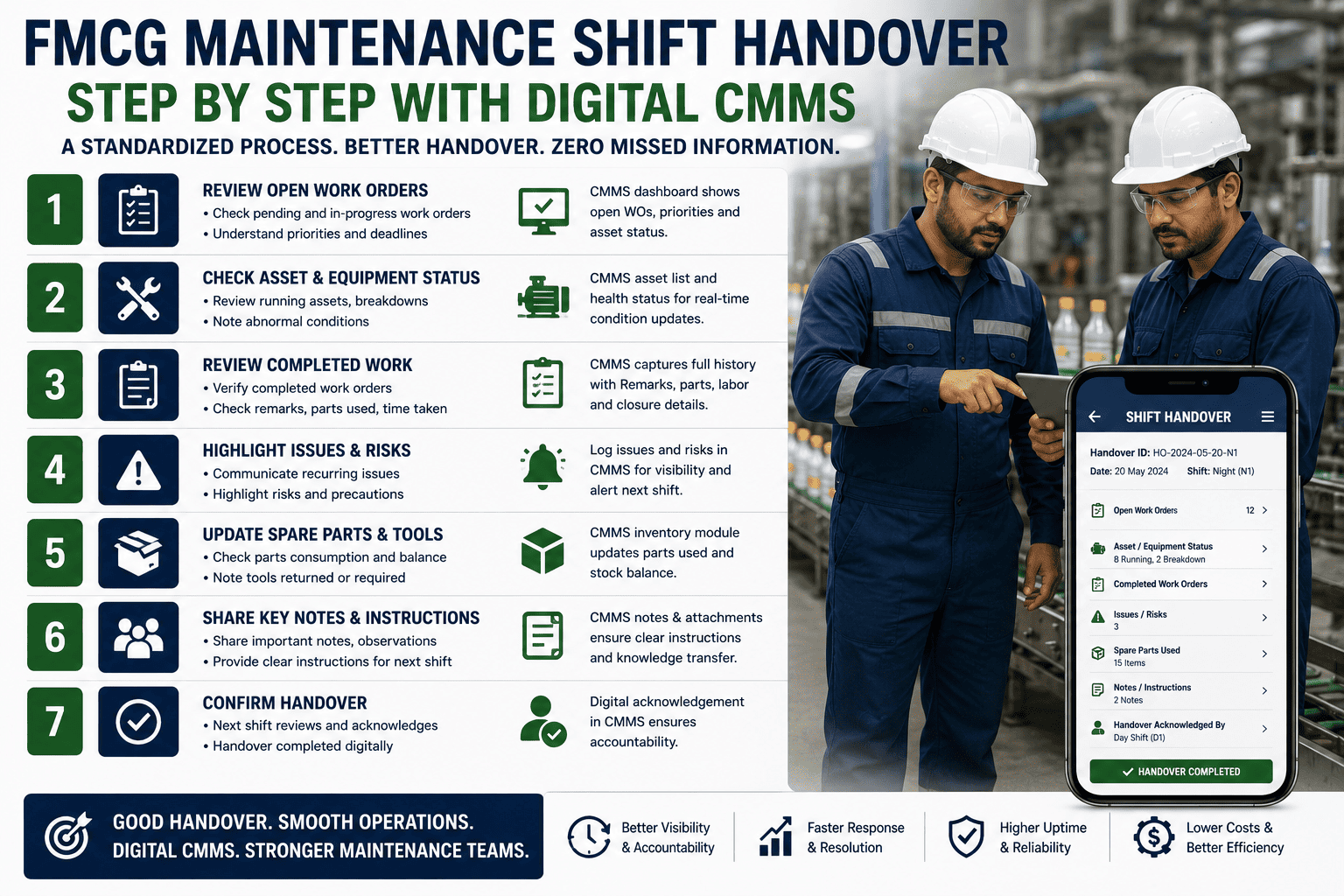
Extruder Die Stress Fracture
Root cause: Deferred quarterly ultrasonic inspection, thermal cycling fatigue, 8 months continuous operation at 165°C and 40 bar
Impact: 14-hour shutdown, 340 lbs dough contamination, emergency die sourcing overnight, complete line sanitation, microbial validation hold
Cost: $47,000 — parts, labor, lost production, food safety testing
Prevention: Ultrasonic die inspection every 90 days with thickness trending, thermal cycle count tracking, proactive replacement at 75% service life
⚠
Dryer Belt Snap — High Volume Shift
Root cause: Belt tension drift over 3 weeks, bearing overheating undetected, continuous 20hr/day duty cycle without weekly tension check
Impact: 20-hour belt replacement, 2,800 lbs kibble floor contamination, dryer zone recalibration, customer shipment delays, late delivery penalties
Weekly thermal imaging + monthly probe calibration — ±2°C spec required for palatability, drift causes QC failures and disposal
Gearbox oil analysis
Semiannual sampling — moderate load profiles
Monthly analysis with particle trending — high torque continuous operation accelerates wear debris generation 3× vs intermittent use
Production-integrated alerts
Standalone CMMS — maintenance separate from production systems
Real-time alerts to production supervisors when PM deferrals accumulate — prevents equipment operating in degraded state during peak shifts
61%
Pet food plants still using reactive maintenance as primary strategy for extrusion equipment — despite $47K average unplanned failure cost
6.1%
Global pet food market CAGR through 2035 — continuous production capacity expansion requiring equipment reliability investment
24×7
Typical pet food production schedule — continuous operation accelerates component wear vs 8hr/day bakery or snack food lines
Frequently Asked Questions
Why do pet food extruder screws wear out 5× faster than standard food extrusion equipment?
Pet food kibble formulations contain high-starch grain particles (corn, wheat, rice) with natural abrasive silica content that causes screw flight wear 5× faster than soft dough extrusion used in human food processing. Extruder barrel temperatures of 165–180°C combined with 35–50 bar discharge pressures create extreme mechanical stress on screw surfaces, and continuous 24-hour production schedules accumulate wear cycles 3× faster than 8-hour bakery shifts. OxMaint schedules quarterly ultrasonic screw thickness measurement with trending analysis to predict replacement timing before flights wear thin enough to cause catastrophic failure — standard annual inspections used in snack food plants miss the accelerated wear patterns specific to pet food production.
What causes dryer belt failures during high-volume production shifts?
Multi-zone belt dryers running continuous 20+ hour cycles at 95–110°C accumulate belt tension drift from thermal expansion and bearing wear that progresses invisibly during production — tension loss of 8–12% over 3 weeks is normal but undetectable without weekly measurement, and belts under lower-than-spec tension experience localized overheating and stress concentration that leads to catastrophic snapping during peak production when mechanical loads are highest. OxMaint tracks weekly belt tension measurements with automatic drift trending and schedules proactive belt replacement at 85% rated service cycles before failures occur — reactive maintenance strategies that wait for belt snap result in 20-hour emergency replacements costing $38K per incident at mid-size facilities.
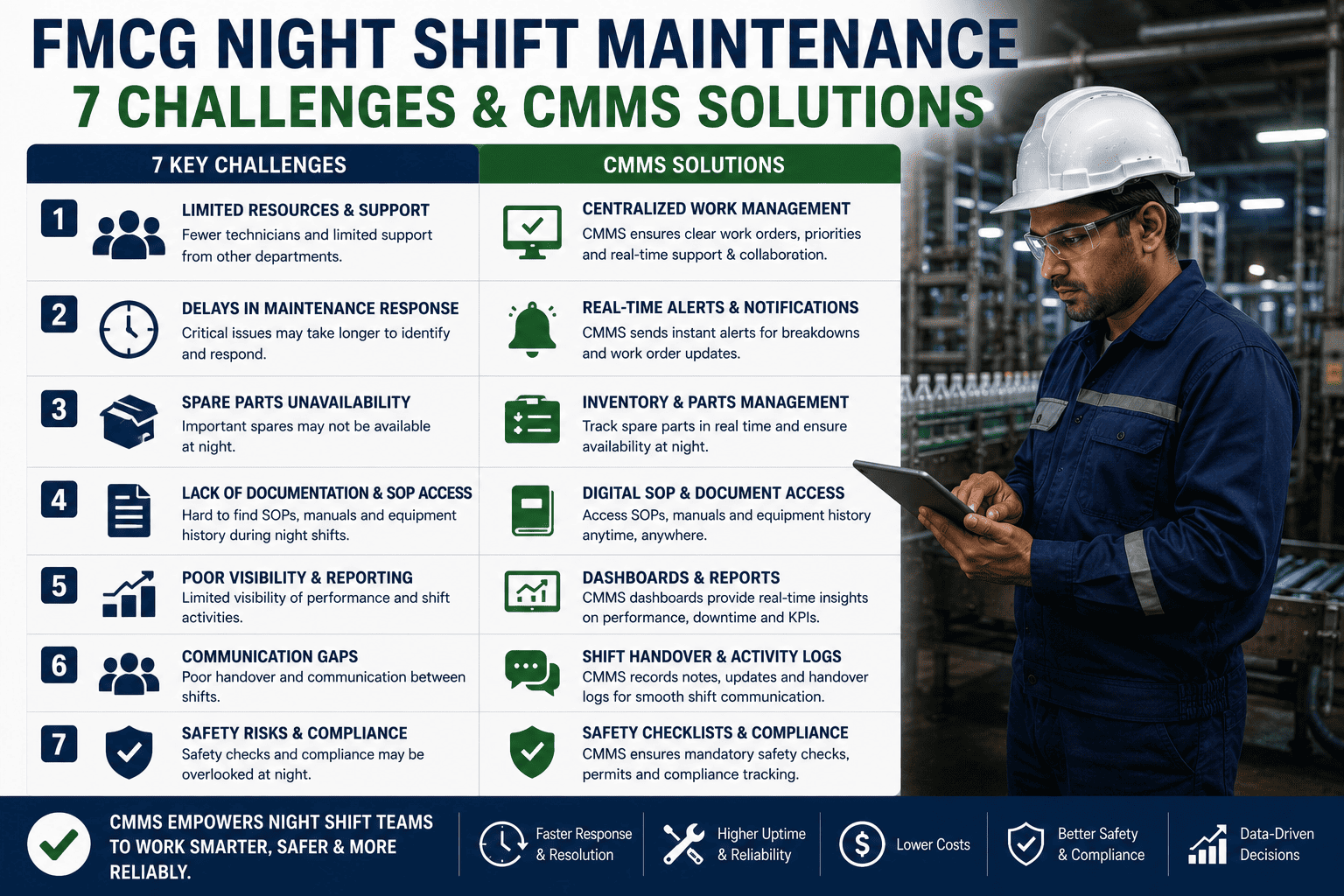
How does OxMaint prevent PM deferrals from accumulating during peak production periods?
OxMaint sends escalating multi-level alerts when scheduled PM tasks are deferred — first notification goes to maintenance planners 48 hours before due date, second alert escalates to production supervisors at due date, third alert notifies plant managers when tasks become 7 days overdue with equipment operating in degraded state. Production-integrated dashboard shows real-time PM compliance per production line so supervisors balance throughput targets against equipment risk exposure. When critical inspections like extruder die ultrasonic testing or dryer belt tension measurement reach 14 days overdue, OxMaint automatically generates production hold recommendations preventing catastrophic failures during high-volume shifts — a feature that prevented $47K emergency shutdown at Kansas facility when deferred die inspection was finally completed revealing stress fractures 2 weeks before predicted failure.
What thermal monitoring is required for coating system palatability compliance?
Pet food coating drums applying fat and flavor layers must maintain ±2°C temperature uniformity across all spray zones because thermal variation beyond this tolerance causes uneven fat application resulting in palatability QC failures and customer complaints. OxMaint schedules weekly thermal imaging scans generating heat maps showing temperature distribution patterns across coating zones, monthly temperature probe calibration using traceable standards with ±0.5°C accuracy verification, and alarm threshold configuration triggering production alerts when any zone exceeds ±2°C variance. Standard bakery coating systems use ±5°C tolerance and quarterly calibration intervals adequate for appearance-based quality but insufficient for pet food palatability specifications where flavor perception drives consumer repurchase behavior.
Pet Food Equipment PM — OxMaint
Prevent $47K Extruder Failures — Equipment Maintenance Built for FMCG's Fastest-Growing Segment.