Every minute an FMCG production line sits idle during a changeover is a minute of scheduled production time that can never be recovered. With FMCG manufacturers now executing dozens of SKU switches per line per week to satisfy retail planograms and promotional calendars, changeover time has become one of the highest-leverage OEE improvement levers available — and one of the most systematically neglected. Start a free trial of Oxmaint to build digitized changeover procedures, pre-staging checklists, and OEE tracking that drive measurable SMED results from week one — or book a 30-minute demo to model the changeover capacity available on your highest-frequency lines.
FMCG Production Guide · SMED & Quick Changeover
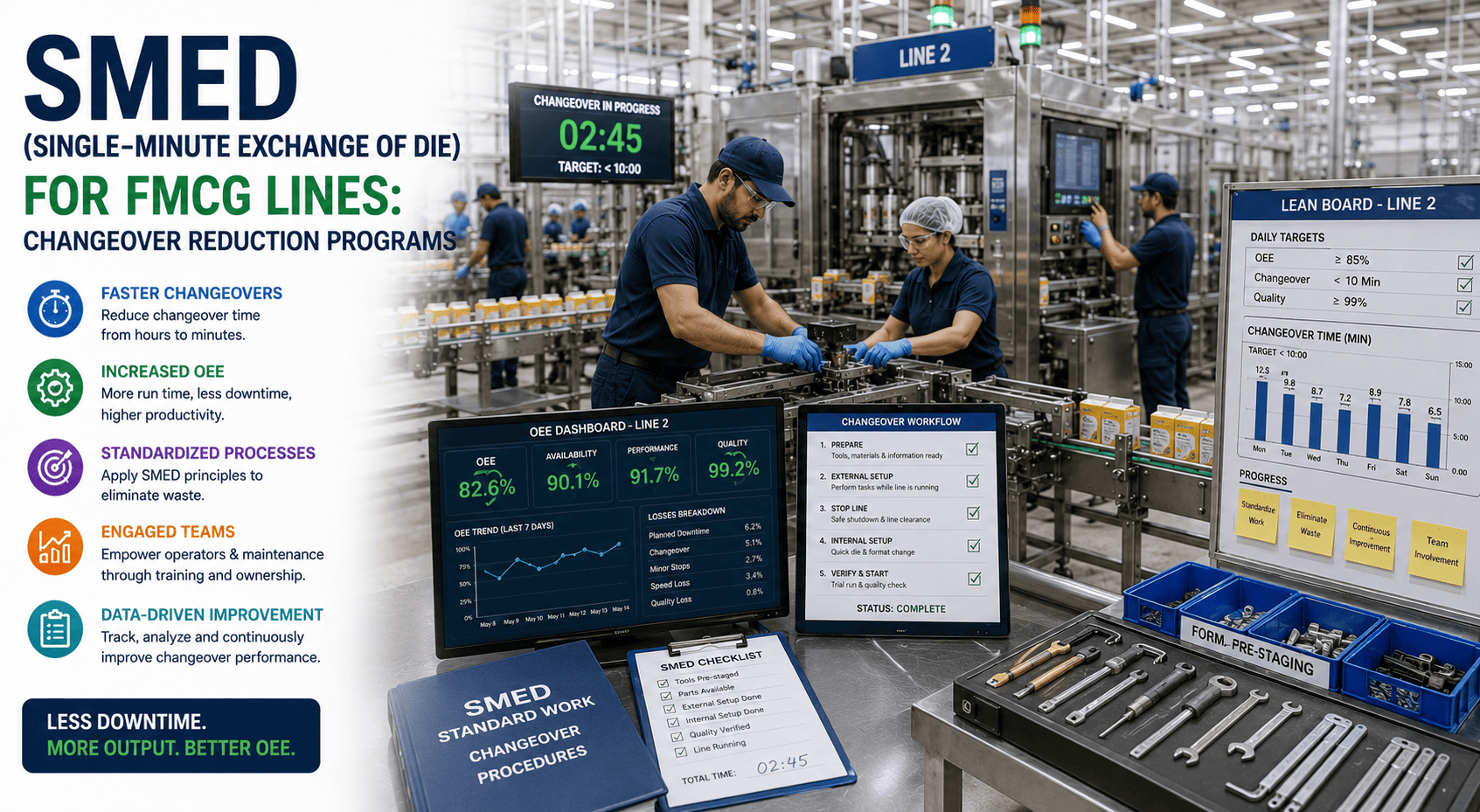
SMED for FMCG Lines: Changeover Reduction Programs That Deliver 50–80% Setup Time Cuts
Developed by Shigeo Shingo at Toyota, SMED (Single-Minute Exchange of Die) is the most proven methodology for cutting equipment changeover time to under 10 minutes. In FMCG, where lines execute multiple SKU switches per shift, each minute recovered is an additional production run — without capital investment or headcount.
Current State
60–90 min
Avg. FMCG changeover
Separate
Convert
Streamline
SMED Target
<10 min
Single-digit minutes
50–80%
Changeover time reduction — documented across FMCG and discrete manufacturing (Lean Production / Tractian)
94%
Maximum documented changeover reduction by Shingo in original SMED cases (e.g., 90 min to under 5 min)
12.5%
OEE availability gain from eliminating a single 85-min changeover per shift (TeepTrak analysis, 2026)
$8K/min
Downtime cost faced by some manufacturers — making every changeover minute a measurable financial variable (MaintainX, 2024)
30%
Changeover reduction achieved in a hygiene-product FMCG SMED pilot, exceeding management expectations (IJIEM, 2021)
What Is SMED and Why Does It Matter in FMCG?
Single-Minute Exchange of Die is a lean manufacturing methodology developed by Shigeo Shingo between the 1950s and 1970s while consulting for Toyota. The name reflects its ambition: reducing every equipment changeover to a time measurable in single-digit minutes — under ten. The methodology is built on a single foundational insight: most changeover time is wasted on activities that do not require the machine to be stopped, and nearly all remaining activities can be dramatically compressed through standardization and pre-staging.
In FMCG manufacturing, SMED is not a niche optimization — it is a structural necessity. SKU proliferation driven by retail planogram complexity, promotional pack variants, and regional labeling requirements means FMCG lines are switching products more frequently than at any point in the sector's history. A packaging line executing six SKU switches per day at 85 minutes each loses over 8.5 hours of production capacity daily to changeovers alone. SMED converts that loss directly into available production time — without buying new equipment or running additional shifts. Start a free trial and establish your changeover baseline within the first week.
A beverage line running six changeovers per shift at 85 minutes each loses 510 minutes — 8.5 hours — of production time daily. SMED targeting under 10 minutes recovers 450 of those minutes. That is not an efficiency improvement. That is a capacity expansion.
The Three-Stage SMED Methodology: How It Works
SMED is not a workshop event or a one-time project. It is a structured methodology executed in three sequential stages, each building on the last. Most FMCG plants that attempt SMED without a digital system to sustain standardized procedures revert to pre-SMED changeover times within six months of the initial event.
Stage 1
Separate Internal from External Activities
Internal Setup
Activities that can only be performed while the machine is stopped — die changes, format part swaps, cleaning of product contact surfaces, calibration requiring zero line speed.
External Setup
Activities that can be performed while the line is still running — retrieving tooling, staging materials, pre-heating components, filling lubricants, assembling change parts off-machine.
Result: Most FMCG changeovers contain 40–60% of activities that are internal by habit, not by requirement. Separating them is the single highest-leverage SMED step.
Stage 2
Convert Internal Activities to External
With internal and external activities identified, Stage 2 asks: which internal activities can be re-engineered to happen while the line runs? In FMCG, this typically involves pre-staging complete change part kits for the next SKU, pre-setting format parts to specified dimensions off-machine, pre-heating or pre-cooling components that currently wait for temperature during the changeover, and staging cleaned and sanitized product contact parts in sequence. Teams that implement SMED typically cut changeover time by 50–80% at this stage alone (Lean Production). The conversion decisions are captured in a standardized external setup sequence that becomes the documented procedure for every future changeover of that type.
Stage 3
Streamline All Remaining Activities
Stage 3 attacks the remaining internal and external activities that cannot be eliminated — compressing each one through standardization, parallel execution, tooling improvements, and ergonomic optimization. In FMCG packaging lines, this includes implementing quick-release fasteners to eliminate tool-dependent adjustments, standardizing format part dimensions across SKUs to reduce the number of changeover steps, creating parallel task assignments so multiple operators execute different change tasks simultaneously, and building visual management systems that make every step self-directing without requiring supervisor oversight. The result of all three stages, executed rigorously, is a changeover time that would have seemed impossible before the analysis began.
Eight Pain Points Driving Changeover Waste in FMCG
Changeover time in most FMCG plants is not primarily a technical problem — it is a documentation and standardization problem. The same changeover that takes 90 minutes on one shift takes 55 minutes on another, depending on who is operating the line. That variance is waste, and it is entirely recoverable. If your lines suffer from any of these patterns, a 30-minute demo will show exactly how Oxmaint closes the gap.
01
No Standardized Changeover Procedure
Every operator performs the changeover in a different sequence. The fastest operator's method is never documented or trained. The slowest operator's method is also never corrected.
02
Change Parts Retrieved During Stoppage
Format parts, tooling kits, and product-specific components are fetched from stores after the line stops — activities that should be complete before the last product of the prior run ships.
03
Changeover Time Not Tracked by Component
Total changeover time is recorded but not broken down by activity. Improvement teams cannot identify which steps consume the most time or which are highest priority for SMED conversion.
04
Single-Operator Changeover on Multi-Task Lines
Tasks that could run in parallel — upstream cleaning, downstream format change, labeler adjustment — are performed sequentially because no parallel task assignment exists in the changeover procedure.
05
Adjustment and Trial Runs After Restart
Lines restart with extended adjustment runs and multiple trial-and-error cycles before achieving target speed and quality. This hidden time — not counted as "changeover" — often adds 20–30 minutes to actual downtime.
06
Format Part Condition Not Pre-Verified
Change parts arrive at the line in unknown condition — worn, improperly cleaned, or from the wrong format group — discovered only after the machine is stopped and the part is installed.
07
Cleaning Sequenced Inside the Changeover
Product contact surface cleaning that could begin during the final minutes of the previous run — while the line is still operating at reduced speed — is deferred until after the stop, adding it to the internal changeover clock.
08
SMED Gains Not Sustained After the Workshop
A changeover improvement event reduces time from 85 to 32 minutes. Six months later, without digital procedure enforcement, the line is back to 70 minutes. No system captured, distributed, and enforced the improved standard.
SKU proliferation and promotional complexity mean FMCG lines are switching products more frequently than at any point in the sector's history. Commodity volatility forced 1 in 5 product lines to replay packaging specifications in Q3 2024 — each one a changeover that was not planned or optimized (FMCG Packaging Market Report, 2024).
How Oxmaint Drives SMED Results on FMCG Lines
Oxmaint provides the digital infrastructure that converts SMED workshop gains into permanent operational standards. The platform captures the optimized changeover procedure, distributes it to operators on mobile at the start of every changeover, tracks time by activity against the SMED target, and flags deviations in real time — so improvements are enforced, not just documented.
Procedure
Digital Changeover Work Instructions
SMED-optimized changeover procedures delivered to operator mobile at line startup. Step-by-step, photo-illustrated, sequence-locked — so every operator follows the fastest documented method, every time.
Tracking
Activity-Level Changeover Timing
Each changeover step timestamped individually, not just the total. Analysis reveals which activities are running long, which are being skipped, and which represent the next SMED improvement target — with data, not guesswork.
Pre-Stage
External Setup Work Orders
Pre-staging tasks — change part retrieval, kit assembly, component pre-setting — generated as work orders assigned to a second operator while the current run is still in progress, converting internal time to external before the stop occurs.
OEE
Changeover Loss in OEE Dashboard
Setup and adjustment time mapped directly to the OEE availability loss report — so changeover improvement projects are prioritized by actual production impact, and results are visible in the OEE trend the week they are implemented.
Assets
Format Part Registry and Condition Tracking
Every set of format parts registered as an asset with condition score, last-cleaned date, and assignment history. Pre-changeover verification confirms the correct parts in serviceable condition are staged before the line stops.
Report
Changeover Performance Analytics
Weekly changeover performance reports by line, by shift, and by SKU transition — showing mean changeover time, best-in-class benchmark, variance between operators, and trend against the SMED target time established in the improvement workshop.
Before SMED vs. After SMED: What Changes at the Line Level
Before SMED — Reactive Changeover
Line stops. Operator goes to the storeroom to retrieve format parts.
Change parts arrive at the machine — condition unknown, may require cleaning on the spot.
Single operator performs all tasks in a personally-learned sequence that varies each time.
Internal and external activities mixed — no distinction between what needs the machine stopped and what does not.
Line restarts with extended trial run — 15–25 additional minutes of adjustment before target speed reached.
Changeover time recorded as a single number. No activity breakdown. No improvement target. No trend.
Result: 60–90 minute changeover. Highly variable. Operator-dependent. No improvement trajectory.
After SMED — Oxmaint-Driven Quick Changeover
External setup work order triggers 30 minutes before end of current run — parts staged, condition verified, kit assembled.
Pre-staged change parts at line side when stop occurs — zero retrieval time, condition pre-confirmed in Oxmaint asset record.
Parallel task assignments: two operators execute separate change tasks simultaneously from Oxmaint mobile procedure.
Internal activities compressed to the minimum technically required — all convertible tasks already complete before the stop.
First article approved at restart — pre-set dimensions and calibrated settings documented in procedure eliminate trial runs.
Every changeover step timestamped. Activity-level data feeds weekly SMED improvement cycle. Variance identified within one shift.
Result: 10–30 minute changeover. Consistent. Operator-independent. Improving continuously with each data cycle.
SMED Results: What Structured Programs Achieve
SMED outcomes are among the most consistently documented in lean manufacturing — and among the most underestimated by FMCG operations teams who believe their changeovers are irreducibly complex. These are benchmarks from documented implementations. To model the capacity recovery available on your highest-frequency lines, book a demo and work through the numbers with an Oxmaint FMCG specialist.
50–80%
Changeover time reduction
Benchmark across industries from structured SMED implementation — consistent across FMCG food, beverage, and personal care line types (Lean Production / Tractian, 2026)
94%
Maximum documented reduction
Shigeo Shingo's original SMED cases averaged 94% changeover time reduction — 90-minute setups to under 5 minutes — across a wide range of manufacturing environments
12.5%
OEE gain per changeover optimized
Reducing one 85-minute changeover per shift to 25 minutes recovers 60 minutes of production time — a 12.5% OEE availability improvement from this single loss category (TeepTrak, 2026)
30%+
First-pilot reduction in hygiene FMCG
Peer-reviewed SMED implementation in a global hygiene product manufacturer exceeded management's expectations in the pilot phase, with further reductions tracked across subsequent SKU transitions (IJIEM, 2021)
Frequently Asked Questions
How does SMED apply specifically to FMCG packaging lines versus discrete manufacturing?
In discrete manufacturing, SMED classically addresses die changes on stamping presses — a single, physically intensive exchange. In FMCG packaging, the challenge is more distributed: a single changeover involves multiple simultaneous format changes across filler, capper, labeler, date coder, and case packer — each with its own internal/external activity profile and improvement opportunity. SMED in FMCG requires mapping the critical path across all machine stations on the line, identifying which station is the bottleneck, and converting that station's activities first. Food safety adds a further complexity: CIP (Clean-in-Place) and product contact surface sanitation must be validated before restart, and SMED procedures must integrate hygiene verification steps without compromising food safety requirements. Oxmaint's changeover procedure module accommodates multi-station parallel task assignment and integrates hygiene verification checkpoints into the digital work instruction sequence.
Start a free trial to configure a SMED-ready changeover procedure for your specific line type.
What is the difference between SMED and a standard changeover SOP?
A standard changeover SOP documents the current state — it captures how the changeover is currently performed, in what sequence, by whom. It does not distinguish between internal and external activities, does not identify conversion opportunities, and does not contain the time targets or parallel task assignments that characterize a SMED-optimized procedure. SMED produces a fundamentally different document: one that has been designed from the perspective of minimizing machine stoppage time, with external tasks explicitly pre-assigned, parallel internal tasks structured for simultaneous execution, and a target completion time per step derived from the improvement analysis. The difference in outcome — 85 minutes versus 20 minutes for the same changeover — comes entirely from the distinction between documenting current practice and engineering a better one.
How does Oxmaint prevent SMED gains from reverting to old changeover times?
Reversion is the most common failure mode in SMED programs. After the improvement workshop, the new 20-minute procedure is posted on the line. Within months, operators adapt it back toward familiar habits, skip pre-staging steps when under production pressure, and the changeover drifts back to 60 minutes without anyone tracking the regression. Oxmaint prevents reversion through three mechanisms. First, the SMED-optimized procedure is delivered to operator mobile at every changeover — it cannot be ignored or posted on a wall and forgotten. Second, every step is timestamped individually, so the moment a step runs long or a pre-staging task is skipped, the data shows it — that shift, not six months later. Third, the weekly changeover performance report shows variance between operators and shifts, making performance differences visible to team leaders and production managers before they accumulate into a full reversion.
Book a demo to see the changeover procedure enforcement and performance reporting workflow.
Can SMED be applied to allergen changeovers in food manufacturing with full hygiene compliance?
Yes — and allergen changeovers are among the highest-priority SMED targets in FMCG food manufacturing because they are typically the longest, most complex changeovers on the line, and they occur with increasing frequency as SKU portfolios grow. SMED for allergen changeovers follows the same three-stage methodology, with additional steps: pre-staging of cleaned and sanitized contact parts, pre-preparation of cleaning chemicals and equipment, and integration of the allergen verification test into the restart procedure rather than treating it as post-changeover work. Oxmaint's changeover procedure includes mandatory allergen verification checkpoints — steps that cannot be marked complete without a verification action — ensuring SMED speed gains never compromise food safety protocol. The pre-staging work order sequence for allergen changeovers is configurable per SKU transition type, so high-allergen-risk changeovers receive the full pre-stage sequence regardless of production schedule pressure.
FMCG · SMED · Quick Changeover · OEE · CMMS
Stop Losing Production Time to Unoptimized Changeovers
Used by ops teams managing multi-site FMCG lines across food, beverage, and personal care. Measurable changeover reduction in the first 30 days. Live in days, not months — no heavy implementation.
- Digital SMED-optimized changeover procedures — consistent across every operator and every shift
- Activity-level changeover timing — identify the next improvement target with real data, not guesswork
- External setup work orders triggered before the line stops — converting internal time to external automatically
Limited onboarding slots this quarter. Model your changeover capacity recovery in 30 minutes.