A regional dairy processor thought their pasteurizer was running perfectly. Production logs showed proper temperatures, timers functioned normally, and the divert system tested fine during monthly checks. Then a routine state inspection revealed the truth: the holding tube thermometer had drifted 4.2 degrees low over eight months. Product that registered 161F on their chart was actually only 156.8F—below the legal minimum for milk pasteurization. The result was a mandatory recall of 47,000 gallons of potentially unsafe product, $180,000 in direct costs, and a consent decree requiring enhanced monitoring. A proper pasteurizer inspection checklist with instrument verification would have caught the drift months earlier.
Inspection Management / Food Safety
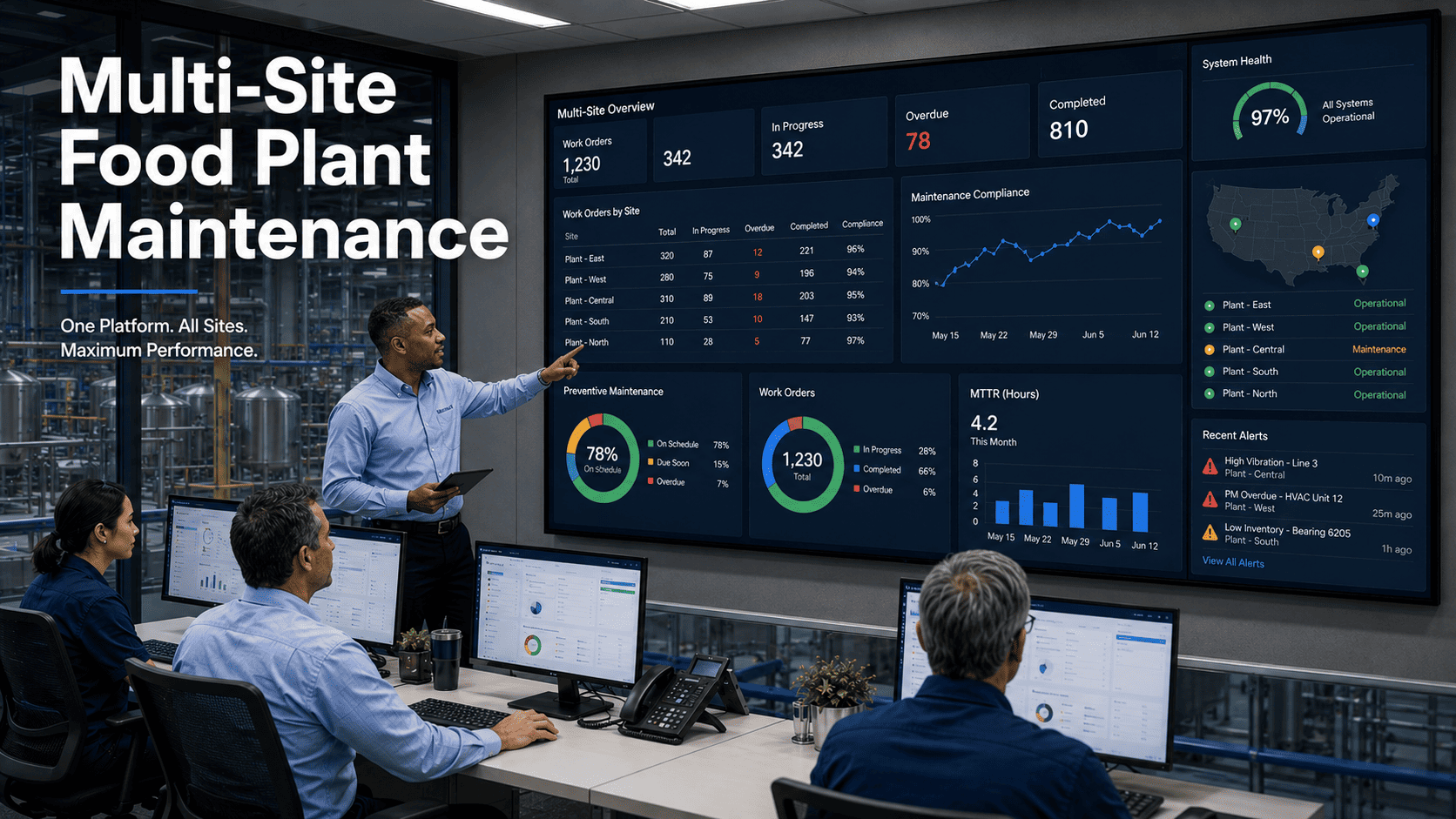
Pasteurizer Inspection Checklist for Food & Beverage Safety
Protect public health. Ensure regulatory compliance. Prevent costly recalls through systematic inspection.
Reduction in Safety Incidents
Of Failures Detectable Early
Regulatory Compliance Rate
$340K
average
Annual Recall Costs Avoided
Why Pasteurizer Inspection Is Different
Most equipment inspection focuses on preventing breakdowns and extending equipment life. Pasteurizer inspection has a fundamentally different purpose: ensuring that every drop of product receives adequate thermal treatment to destroy pathogens. A pasteurizer can run for years with degraded performance that never triggers an alarm or causes a shutdown—while consistently producing unsafe product.
The challenge is that pasteurization effectiveness is invisible. You cannot see, smell, or taste the difference between properly pasteurized milk and milk that was held at 159F instead of 161F. The pathogens that survive inadequate treatment—Listeria, Salmonella, E. coli O157:H7—don't announce their presence until people get sick. By then, the contaminated product has been distributed, consumed, and the damage is done.
4.2°F
The temperature difference between legal pasteurization (161F) and inadequate treatment (156.8F) that led to a $180,000 recall. This invisible 2.6% error in thermometer accuracy accumulated over months of normal operation—detectable only through systematic instrument verification that most facilities skip.
Effective pasteurizer inspection requires checking parameters that operators don't monitor during normal production: instrument calibration accuracy, seal condition in product zones, divert valve response time, holding tube integrity, and the dozens of other factors that can silently degrade pasteurization effectiveness while the system continues to run and produce "normal" readings.
Critical Monitoring Points for Pasteurizers
Your pasteurizer inspection checklist must address equipment-specific failure modes that can compromise food safety. Each monitoring category targets a different aspect of pasteurization effectiveness:
Temperature is the primary kill factor in pasteurization. Even small inaccuracies in temperature measurement can result in inadequate pathogen destruction while appearing normal on production records.
Key Inspection Points:
Indicating thermometer (IT) accuracy verification
Recording thermometer (RT) calibration check
IT/RT agreement within 0.5°F tolerance
Warning Signs:
IT and RT readings diverging over time
Temperature controller hunting or cycling
Pasteurization requires product to be held at temperature for a minimum time. Flow rate directly determines holding time—if flow increases, holding time decreases and pasteurization may be inadequate.
Key Inspection Points:
Timing pump speed verification
Flow meter calibration
Holding time test documentation
Warning Signs:
Timing test showing reduced holding time
Pump noise or vibration changes
The FDD is the last line of defense—it must automatically divert underprocessed product away from forward flow. FDD failure can allow inadequately pasteurized product to reach packaging.
Key Inspection Points:
Divert response time (within 1 second)
Valve seat condition inspection
Actuator air pressure verification
Warning Signs:
Sluggish FDD response time
Visible wear on valve seats
The holding tube is where pasteurization actually occurs. Any modification, damage, or buildup that changes effective tube length or creates shortcuts invalidates the pasteurization process.
Key Inspection Points:
Physical damage or modification check
Proper slope verification
Regulatory seal integrity
Warning Signs:
Configuration doesn't match documentation
Regulatory seals broken or missing
Plate damage, gasket failure, or fouling can reduce heat transfer efficiency, create cross-contamination pathways, or allow raw product to bypass pasteurization entirely.
Key Inspection Points:
Pressure differential monitoring
Plate integrity pressure test
Gasket condition assessment
Warning Signs:
Product visible at frame weep holes
Positive microbial results post-pasteurization
Seals create barriers between raw and pasteurized product, between product and atmosphere. Seal failure can create contamination pathways invisible during normal operation.
Key Inspection Points:
Pump seal leakage inspection
Valve stem seal condition
Mechanical seal flush verification
Warning Signs:
Gasket swelling, cracking, or hardening
Seal material in CIP return
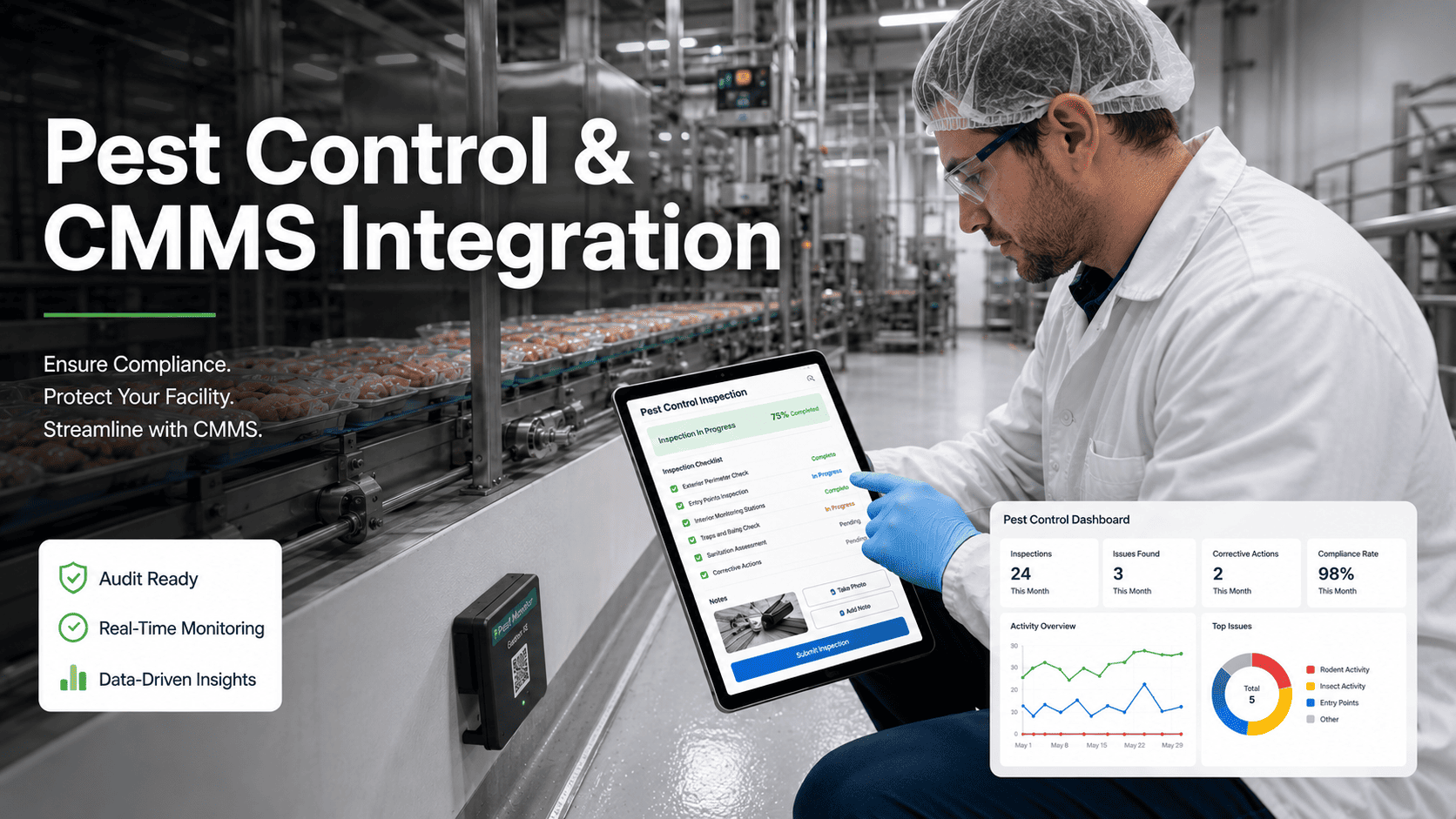
Get This Checklist in Digital Format. Never Miss a Critical Inspection Point.
Oxmaint transforms this paper checklist into a mobile-ready digital inspection with automatic scheduling, photo documentation, and instant alerts when critical items fail.
How AI Transforms Pasteurizer Inspection Data
Collecting inspection data is only the first step. The real value comes from analyzing trends to predict failures before they compromise food safety. Here's how AI-driven maintenance platforms turn your inspection data into protection:
01
Calibration Drift Detection
AI monitors thermometer comparison trends to detect gradual drift before readings exceed tolerances, preventing the slow accuracy loss that led to the $180,000 recall.
02
Timing Trend Analysis
System tracks timing test results over time to identify pump wear patterns that gradually reduce holding time—catching problems weeks before they affect food safety.
03
FDD Response Monitoring
Automatic tracking of divert valve response times reveals developing actuator or seat wear before the FDD fails to protect forward flow.
04
Pressure Pattern Recognition
AI correlates pressure differential trends across heat exchanger sections to detect developing leaks or fouling before cross-contamination occurs.
05
Compliance Alert Generation
System automatically alerts when inspection frequencies are missed, calibrations are due, or trending indicates approaching regulatory limits.
06
Audit Trail Documentation
Every inspection, measurement, and corrective action is automatically documented with timestamps, creating the regulatory record that protects your facility.
Critical Failure Modes and Warning Signs
Understanding how pasteurizers fail helps focus inspection attention on the most important checkpoints. These failure modes most commonly lead to food safety incidents:
How It Fails:
Temperature sensors gradually lose accuracy, typically reading low
Product appears properly pasteurized while receiving inadequate treatment
Drift accumulates over months without obvious symptoms
Failure Impact:
Underprocessed product reaches consumers, potential outbreak, mandatory recall, regulatory action.
How It Fails:
Worn seats or damaged seals allow product past valve in divert position
Underprocessed product leaks into forward flow line
System shows "divert" while contaminated product flows forward
Failure Impact:
Safety system bypassed, raw/underprocessed product in finished goods, silent contamination.
How It Fails:
Internal wear increases flow rate beyond validated maximum
Holding time reduced below minimum requirement
Output appears normal while pasteurization is inadequate
Failure Impact:
Insufficient pathogen kill, product appears processed but unsafe, detection requires timing test.
How It Fails:
Plate crack or gasket failure in regeneration section
Raw product contaminates pasteurized product stream
Cross-contamination bypasses entire thermal treatment
Failure Impact:
Direct pathogen transfer to finished product, thermal treatment completely bypassed.
How It Fails:
Safety interlocks bypassed during troubleshooting and not restored
Deliberate bypass to maintain production during equipment issues
System operates without safety net protection
Failure Impact:
All safety protections removed, system can produce unsafe product without any automatic intervention.
How It Fails:
Unauthorized modifications reduce effective tube length
Shortcuts created that reduce actual holding time
Changes invalidate original system validation
Failure Impact:
Pasteurization parameters no longer valid, regulatory violation, potential unsafe product.
Implementation Roadmap
Establishing a comprehensive pasteurizer inspection program requires systematic implementation. Follow this proven path to ensure nothing is missed:
Baseline Assessment
Week 1-2
Document current pasteurizer configuration and specifications
Verify all regulatory seals are intact
Perform complete calibration check of all instruments
Conduct timing test to establish baseline holding time
Checklist Customization
Week 3-4
Adapt checklist to your specific pasteurizer type (HTST, batch, UHT)
Define acceptance criteria based on regulatory requirements
Establish inspection frequencies for each checkpoint
Configure digital checklist in CMMS platform
Team Training
Week 5-6
Train operators on daily inspection requirements
Train maintenance on weekly and monthly procedures
Review regulatory documentation requirements
Practice using digital inspection tools
Pilot Implementation
Week 7-10
Deploy checklist on primary pasteurizer
Monitor completion rates and data quality
Refine checklist based on field feedback
Verify regulatory documentation meets requirements
Full Deployment
Week 11-12
Extend to all pasteurizers in facility
Configure automated alerts for missed inspections
Establish trend review schedule
Prepare for regulatory audit demonstration
Ensure Food Safety Compliance. Protect Your Brand.
Oxmaint's digital inspection system ensures every pasteurizer check is completed on schedule, documented with audit trails, and escalated automatically when critical items fail.
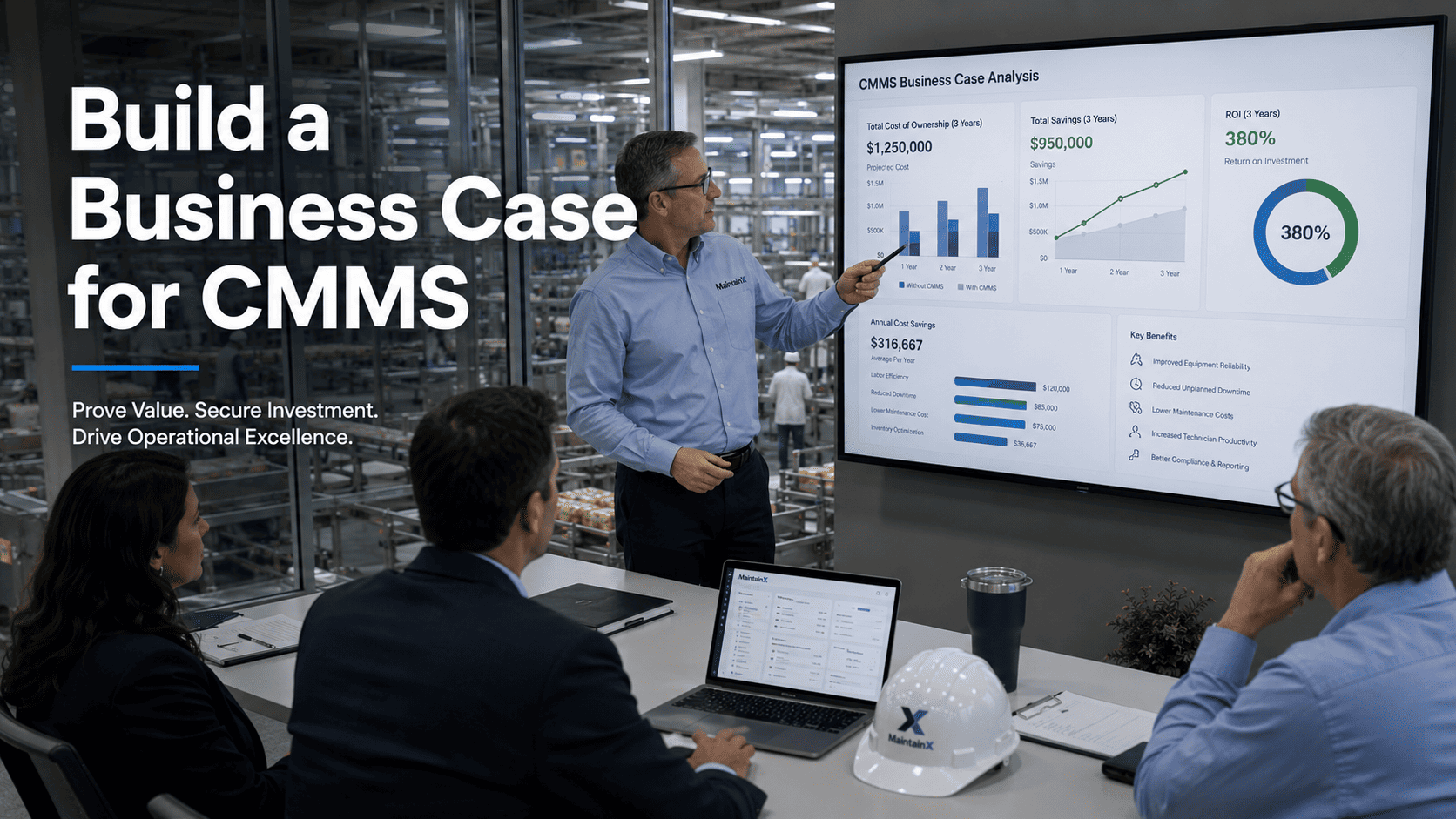
ROI and Business Impact
Systematic pasteurizer inspection delivers measurable returns by preventing the catastrophic costs of food safety incidents while improving operational efficiency:
$340K
Average Annual Savings
Early detection of calibration drift, FDD issues, and timing problems prevents the recalls that average $340,000 in direct costs—not counting brand damage.
Cost Avoided:
Product destruction: $180,000
Regulatory response: $75,000
Testing and investigation: $45,000
Legal and PR: $40,000
Complete documentation and consistent inspection execution dramatically improves regulatory audit outcomes and reduces consent decree risk.
Compliance Benefits:
Faster audit completion
Fewer regulatory citations
Reduced reinspection frequency
67%
Fewer Unplanned Stops
Catching equipment issues during inspection prevents the unplanned shutdowns that disrupt production schedules and waste product.
Example Impact:
Previous shutdowns: 8/year
Average duration: 4 hours
Cost per hour: $3,500
67% reduction saves: $74,480/year
Addressing problems at early stages prevents secondary damage. A $200 gasket replacement becomes a $15,000 plate replacement if ignored.
Example Savings:
Annual repair budget: $120,000
32% reduction
Savings: $38,400/year
Combined Annual Protection (Typical Dairy Facility)
89%
Safety Incident Reduction
3 mo
Typical Payback Period
Regulatory Requirements Reference
Pasteurizer inspection requirements are defined by multiple regulatory frameworks. This reference summarizes key requirements—always verify current regulations with your regulatory authority:
PMO
Grade A Pasteurized Milk Ordinance
The primary regulatory framework for dairy pasteurization in the United States. Establishes time-temperature requirements, equipment standards, and testing frequencies.
Recording thermometer must not read higher than indicating thermometer
Thermometer accuracy verified monthly by reference comparison
FDD must divert within 1 second of temperature drop
All equipment tests documented and retained
FDA
FDA Juice HACCP / FSMA
Regulations for juice pasteurization and Food Safety Modernization Act requirements for preventive controls.
5-log pathogen reduction required for juice
Process validation documentation required
Monitoring procedures defined in HACCP plan
Verification activities per preventive controls rule
3-A
3-A Sanitary Standards
Industry standards for sanitary design and construction of dairy and food processing equipment.
Product contact surfaces must be self-draining
Materials must be corrosion-resistant and non-toxic
Equipment cleanable in place or designed for disassembly
Specific standards for pasteurizers and components
STA
State Regulations
Individual states may have additional requirements beyond federal standards that must be incorporated into inspection programs.
Additional testing frequency requirements
State-specific documentation formats
Inspector certification requirements
Enhanced record retention periods
Best Practices for Pasteurizer Inspection
Maximize the food safety protection from your inspection program by following these proven practices:
1
Never Skip Calibration Checks
Thermometer drift is invisible until it's measured. Monthly calibration verification is the minimum—weekly checks provide better protection against the slow drift that causes recalls.
2
Test the FDD Every Day
Observe FDD function during startup—the system should divert until temperature is achieved. If you're not seeing diverts during startup, something is wrong with either the FDD or the interlock.
3
Document Everything
In a food safety incident, your documentation is your defense. Record actual values, not just pass/fail. Include inspector identification, time, and any observations.
4
Never Bypass Interlocks
Interlock bypass removes every safety protection the system has. If troubleshooting requires bypass, stop production. Restore interlocks before any product runs.
5
Verify After Maintenance
Any maintenance that could affect temperature, timing, or flow requires verification before production. Timing test and calibration check should follow pump, valve, or instrument work.
6
Review Trends Regularly
Individual readings within limits can still show concerning trends. Weekly review of calibration drift, timing trends, and pressure patterns catches developing problems early.
Frequently Asked Questions
How often should pasteurizer thermometers be calibrated?
The PMO requires monthly verification of pasteurizer thermometer accuracy by comparison to a reference thermometer. Many facilities perform weekly checks as additional protection. The indicating thermometer must be accurate within 0.5°F of the reference, and the recording thermometer must not read higher than the indicating thermometer. Any thermometer found out of specification should be recalibrated or replaced before production resumes.
What should be checked during a daily pasteurizer inspection?
Daily inspections should verify temperature instrument agreement (IT and RT within 0.5°F), observe FDD function during startup, check for visible leaks at seals and connections, verify timing pump operation is normal, confirm all indicators and alarms are functioning, and document any divert events. These checks take approximately 10-15 minutes and are typically performed by the operator at production start.
What is a timing test and how often is it required?
A timing test verifies that product spends at least the minimum required time in the holding tube at pasteurization temperature. It's typically performed using dye injection or salt conductivity methods to measure actual residence time. The PMO requires timing tests to demonstrate holding time meets or exceeds the minimum (15 seconds for HTST milk at 161°F). Frequency varies by jurisdiction but is typically weekly minimum.
What are the most critical food safety inspection points on a pasteurizer?
The five most critical points are: thermometer accuracy (ensures temperature readings are correct), FDD function (diverts underprocessed product), timing system (ensures adequate holding time), regenerator pressure differential (prevents raw-to-pasteurized contamination), and heat exchanger integrity (prevents cross-contamination). These areas account for the vast majority of food safety incidents.
What documentation is required for pasteurizer inspections?
Required documentation typically includes recording charts showing time-temperature data for each run, thermometer comparison records showing instrument accuracy, timing test records demonstrating adequate holding time, FDD test records showing proper divert function, and calibration records for all instruments. All records should include date, time, inspector identification, and corrective actions. Retention periods are typically 6 months to 2 years depending on jurisdiction.
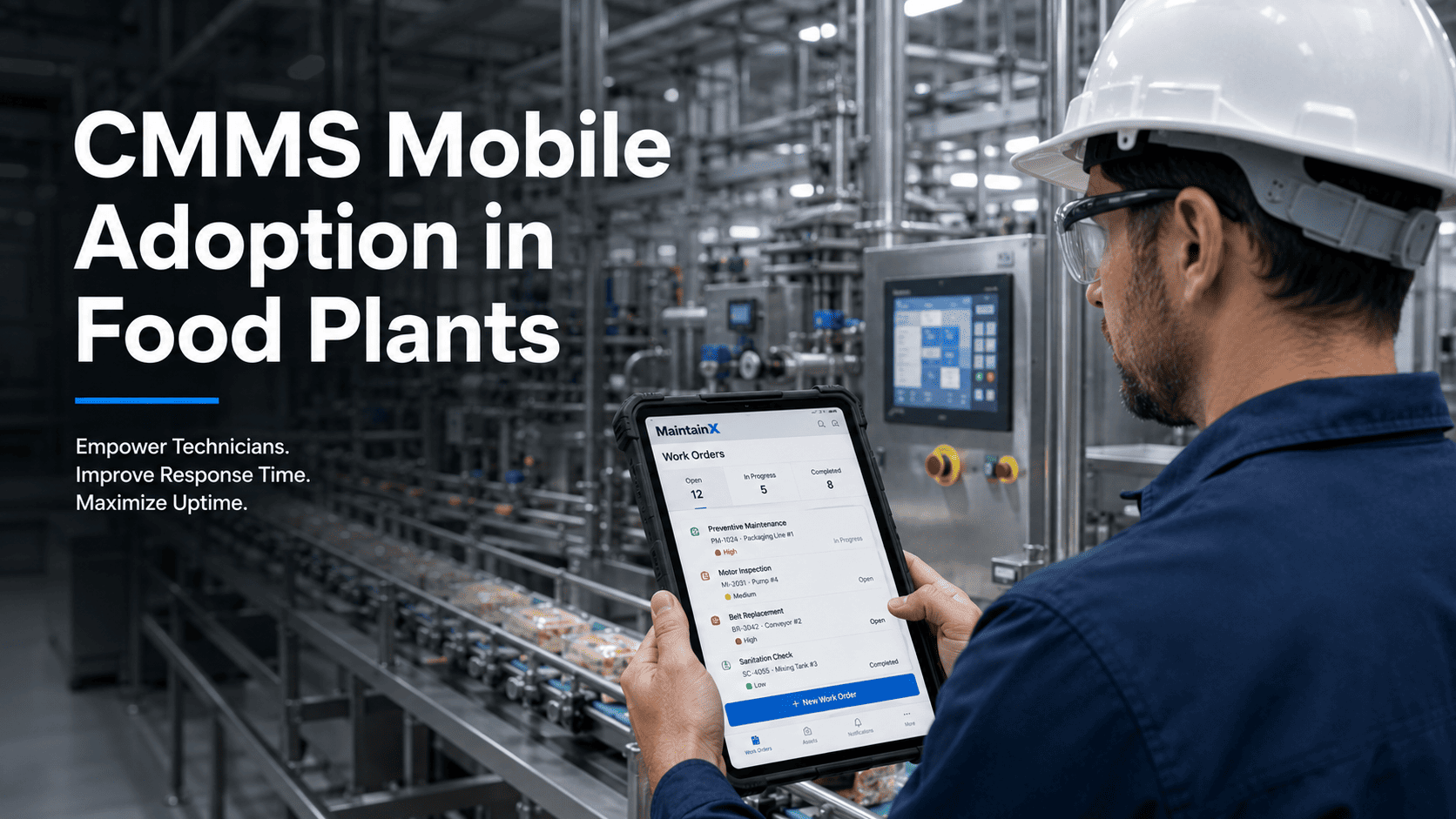
Protect Public Health. Ensure Compliance. Prevent Costly Recalls.
Oxmaint digitizes your pasteurizer inspection checklist with mobile data collection, automatic scheduling, trend analysis, and instant alerts—ensuring every critical checkpoint is completed and documented for food safety and regulatory compliance.