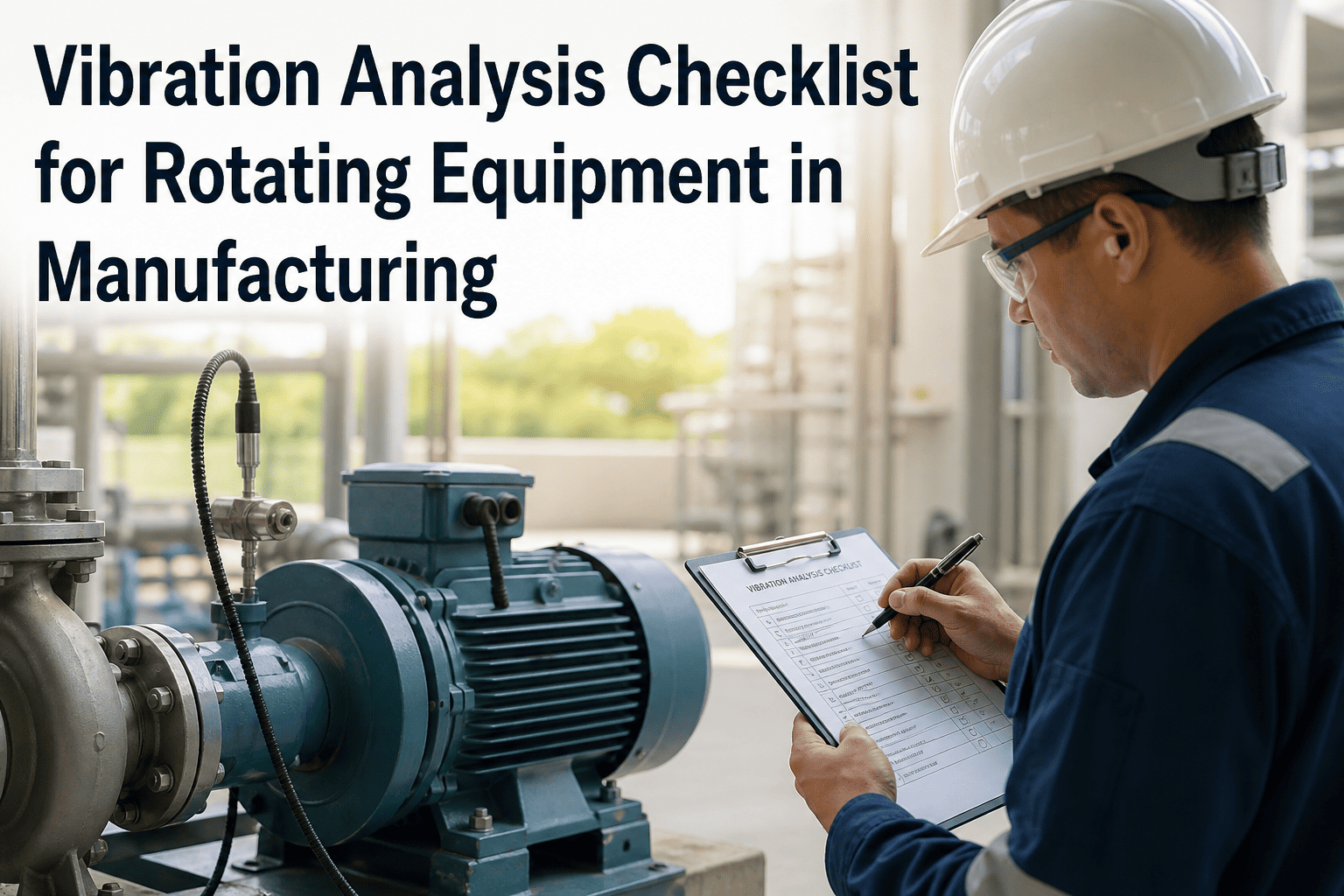
Catastrophic bearing failures, unbalanced rotors, and misaligned couplings announce themselves through vibration signatures weeks before failure — but only if someone is measuring, trending, and interpreting the data correctly. Industry research shows predictive vibration programs reduce unplanned downtime by 50% and extend rotating equipment life by 30%, yet 65% of facilities still rely on reactive run-to-failure strategies that cost 5 to 10 times more than prevention. OxMaint's CMMS platform transforms raw vibration readings into actionable maintenance decisions with automated trending, threshold alerts, and work order generation before minor faults escalate into production-stopping failures.
Stage 01
Equipment Survey & Measurement Point Definition
Vibration analysis begins with a comprehensive equipment inventory and standardized measurement point layout. Inconsistent measurement locations produce unreliable trend data and missed fault detection.
Complete asset register created for all rotating equipment above 100 watts with equipment ID, location, criticality rating, and baseline operating speed
Reliability Engineer
|
Equipment master list
Measurement points established on motor drive end bearing, motor non-drive end bearing, and driven equipment bearings in horizontal, vertical, and axial directions
Vibration Analyst
|
Point location diagram
Permanent measurement studs installed at each monitoring point — magnetic base repeatability too low for reliable trending analysis
Mechanical Technician
|
Stud installation log
Equipment nameplate data recorded including rated power, operating speed, bearing type and manufacturer part numbers for fault frequency calculation
Maintenance Planner
|
Equipment data sheet
Criticality classification assigned to each asset based on safety impact, production consequence, and replacement cost — determines monitoring frequency
Maintenance Manager
|
Criticality matrix
Route assignments created grouping equipment by physical location to minimize data collection travel time and improve analyst productivity
Vibration Coordinator
|
Route schedule map
Stage 02
Data Collection Procedures & Standards
Proper data collection technique is critical for accurate fault diagnosis. Collector position, contact pressure, measurement duration, and equipment operating conditions all affect reading quality and repeatability.
Equipment at normal operating temperature and load during measurement — cold equipment or no-load conditions produce non-representative vibration levels
Operations Technician
|
Operating conditions log
Data collector accelerometer threaded onto measurement stud with proper torque — hand-tight plus quarter turn ensures repeatable coupling
Vibration Analyst
|
Collection procedure
Measurement duration minimum 60 seconds for low speed equipment under 600 RPM — shorter samples miss cyclic faults and produce unstable averages
Vibration Analyst
|
Sampling protocol
Overall velocity RMS captured in millimeters per second from 10 Hz to 1000 Hz frequency range per ISO 10816 specification
Vibration Analyst
|
ISO 10816 parameters
Acceleration envelope and high frequency detection enabled for bearing fault identification — traditional velocity measurements miss early bearing degradation
Vibration Analyst
|
Advanced diagnostic setup
Waveform time data and FFT spectrum saved to database for each measurement point — overall values alone insufficient for fault diagnosis
Vibration Analyst
|
Data archive protocol
Environmental conditions and recent maintenance activities noted in measurement comments field — sudden changes require context for interpretation
Vibration Analyst
|
Data quality notes
Automated Vibration Trending and Alerts
OxMaint imports vibration data from all major collector brands, plots multi-year trend graphs with ISO threshold overlays, and automatically generates work orders when readings exceed alert or alarm limits — preventing reactive failures through early intervention.
Stage 03
ISO 10816 Severity Classification & Threshold Setting
ISO 10816 provides globally recognized vibration severity zones from acceptable operation through dangerous conditions requiring immediate shutdown. Threshold configuration must match machine type, foundation, and power rating.
Machine classification determined per ISO 10816 Part 3 for rotating machines — small machines under 15 kilowatts, medium 15 to 75 kilowatts, large above 75 kilowatts
Reliability Engineer
|
ISO classification register
Foundation type identified as rigid or flexible — rigid foundations allow higher vibration before component stress becomes critical
Mechanical Engineer
|
Foundation assessment
Zone boundaries configured in software — Zone A acceptable, Zone B acceptable for new equipment only, Zone C corrective action required, Zone D immediate shutdown
Vibration Analyst
|
Threshold configuration
Alert thresholds set 10 to 20 percent below ISO alarm limits to trigger early investigation before conditions reach critical levels
Reliability Engineer
|
Alert configuration matrix
Custom thresholds established for critical equipment with tighter limits than ISO minimums — production criticality drives more conservative intervention
Maintenance Manager
|
Critical equipment policy
Bearing defect frequency bands configured based on bearing geometry and shaft speed — enables automated fault frequency detection and alarming
Vibration Analyst
|
Bearing database setup
Stage 04
Fault Diagnosis & Root Cause Analysis
High vibration alone does not diagnose the problem — spectral analysis identifies specific fault signatures like imbalance, misalignment, looseness, and bearing defects based on frequency patterns and amplitude relationships.
1X running speed peak indicates imbalance — amplitude proportional to imbalance severity, predominantly radial direction, phase relationship helps identify heavy spot
Vibration Analyst
|
Imbalance diagnosis guide
High axial vibration at 1X and 2X running speed suggests misalignment — angular or parallel misalignment between motor and driven equipment
Vibration Analyst
|
Misalignment diagnosis guide
Multiple harmonics with erratic amplitude changes indicate mechanical looseness — loose mounting bolts, worn bearings, or structural cracks
Vibration Analyst
|
Looseness diagnosis guide
Bearing defect frequencies in envelope spectrum confirm bearing degradation — inner race, outer race, ball spin, and cage frequencies identify failure location
Vibration Analyst
|
Bearing fault diagnosis
Gear mesh frequency and sidebands analyzed for gear wear patterns — uniform sidebands indicate eccentricity, non-uniform patterns suggest tooth damage
Vibration Analyst
|
Gearbox diagnosis protocol
Belt and pulley frequencies checked for drive system faults — belt frequency modulation indicates improper tension or pulley misalignment
Vibration Analyst
|
Belt drive diagnosis
Diagnosis results documented with fault type, severity estimate, recommended corrective action, and urgency classification for work order generation
Vibration Analyst
|
Diagnostic report template
Stage 05
Trending Analysis & Predictive Planning
Single measurements show current condition — trend analysis reveals fault progression rates and predicts remaining useful life. Trending separates stable conditions from developing problems requiring intervention.
Trend plots generated showing overall vibration history over past 6 to 12 months — stable trends confirm good mechanical condition
Vibration Analyst
|
Trending dashboard
Rising trend slopes calculated to estimate time until alarm threshold crossing — provides maintenance planning window before failure
Reliability Engineer
|
Predictive calculation
Bearing condition indicators tracked separately from overall vibration — early bearing faults invisible in broadband measurements
Vibration Analyst
|
Bearing health index
Spectral band alarms configured to detect specific fault frequency increases independent of overall level changes
Vibration Analyst
|
Band alarm setup
Seasonal and process variations documented to distinguish normal fluctuations from developing faults — temperature and load changes affect vibration
Process Engineer
|
Operating context notes
Maintenance effectiveness verified by measuring post-repair vibration reduction — lack of improvement indicates incomplete correction
Maintenance Supervisor
|
Repair verification log
Stage 06
Work Order Integration & Corrective Action Tracking
Vibration data has no value without action — automated work order generation links fault detection to maintenance execution, ensuring diagnosed problems receive timely correction before equipment fails.
Corrective work orders auto-generated when vibration exceeds alert threshold — includes equipment ID, fault description, and vibration trend graph
CMMS Workflow
|
Automated work order
Work order priority assigned based on vibration severity and equipment criticality — Zone D readings trigger emergency priority
Maintenance Planner
|
Priority matrix
Recommended corrective actions populated from diagnostic library — balancing for imbalance, alignment for misalignment, bearing replacement for defects
Vibration Analyst
|
Corrective action library
Parts and labor estimates included in work order based on diagnosed fault type — enables accurate scheduling and resource allocation
Maintenance Planner
|
Job plan template
Completion verification requires post-repair vibration measurement below alert threshold — work order cannot close without vibration confirmation
Quality Assurance
|
Repair verification protocol
Repeat fault analysis performed for recurring problems — pattern analysis identifies root causes like installation errors or design deficiencies
Reliability Engineer
|
Failure mode analysis
FAQs
Vibration Analysis Questions
What is the difference between velocity and acceleration measurements?
Velocity in millimeters per second is most sensitive to low frequency faults like imbalance and misalignment. Acceleration in g-force is required for high frequency bearing defect detection. Most programs measure both parameters at different frequency ranges.
How often should vibration routes be collected?
Critical equipment monthly, essential equipment quarterly, general equipment annually. High vibration or degrading trend triggers increased monitoring frequency regardless of criticality classification until corrective action is completed and verified.
Can vibration analysis predict exact failure dates?
Vibration provides a failure window not an exact date. Linear trend extrapolation estimates when alarm thresholds will be crossed. Actual failure timing depends on operating severity and fault progression rate which can accelerate unpredictably.
What training is required for vibration analysts?
ISO 18436 Category I for data collectors, Category II for analysts performing diagnosis, Category III for program managers and consultants. Certification requires classroom instruction, practical exam, and field experience documentation.
Why do some repairs not improve vibration levels?
Incorrect diagnosis is most common cause — misalignment corrected when imbalance was actual problem. Installation errors like improper bearing fits or alignment tolerance. Multiple simultaneous faults where only one was addressed during repair.
Predictive Maintenance Platform
Every Measurement Trended. Every Fault Diagnosed. Every Failure Prevented.
OxMaint integrates with Fluke, SKF, Pruftechnik, and all major vibration platforms to automatically import readings, plot multi-year trends against ISO thresholds, generate diagnostic alerts, and create prioritized work orders with recommended corrective actions before rotating equipment failures stop production.