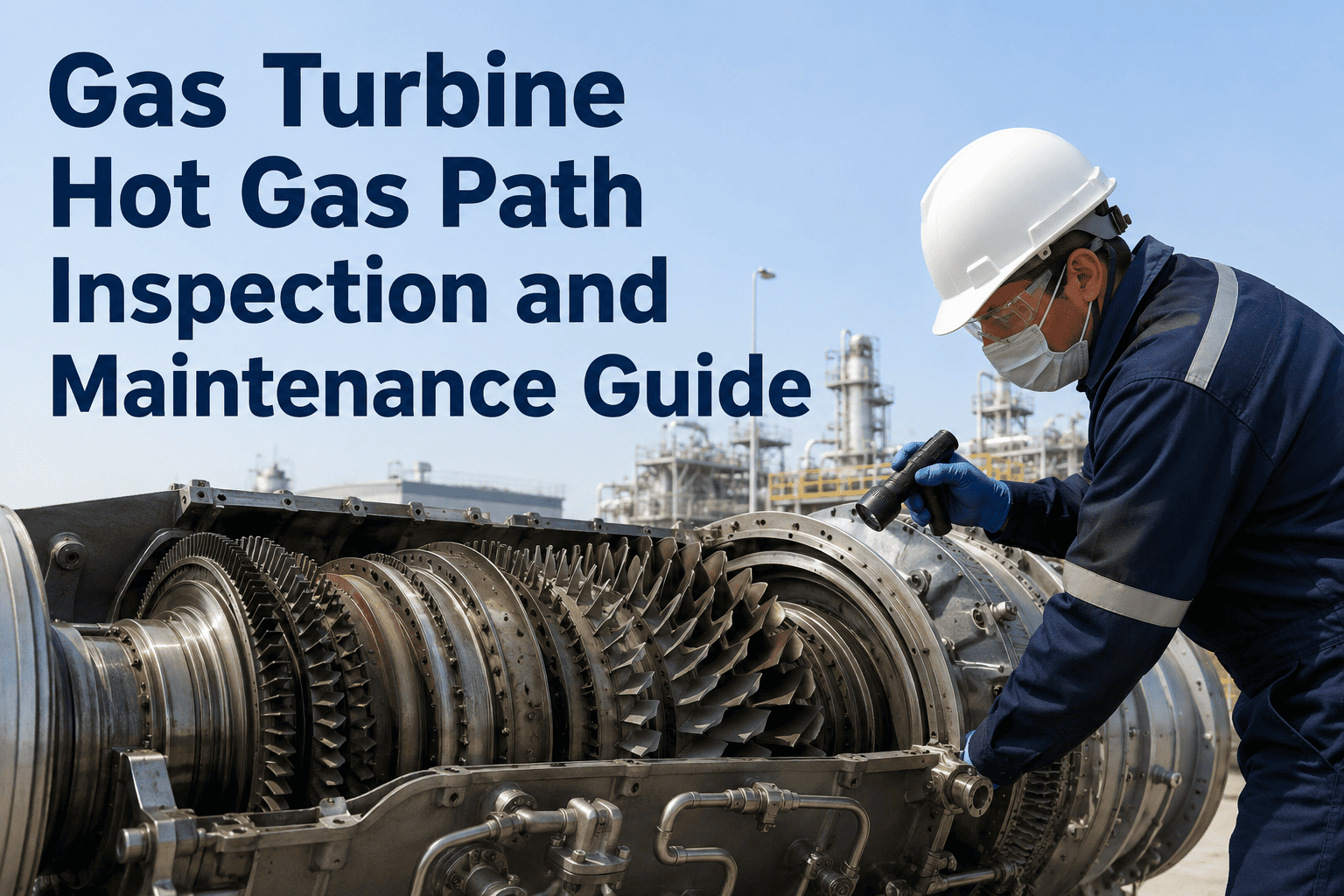
The hot gas path is the most thermally and mechanically stressed section of any gas turbine — combustion liners, transition pieces, first-stage nozzles, and rotating blades all operate continuously at metal temperatures approaching 900°C while managing temperature gradients, thermal cycling, and hot corrosion from combustion byproducts. A single cracked combustion liner that reaches the field without detection can propagate into a first-stage nozzle failure that triggers an unplanned outage costing $1.8 million or more. OxMaint's Asset Lifecycle Management platform integrates borescope findings, combustion tuning parameters, and thermal performance data into a structured inspection workflow — giving operations teams a clear, auditable picture of every hot section component's remaining service life before each planned outage window. See OxMaint's lifecycle tracking in action for your gas turbine fleet.
Hot Gas Path Management: The Difference Between a Planned Outage and a Catastrophic Failure
Hot section components degrade on every fired hour. Managing that degradation requires systematic inspection data, combustion performance tracking, and lifecycle records — not just visual checks at fixed intervals.
24,000
hrs
Typical Hot Gas Path inspection interval — but thermal exceedances can cut that by 40%
$1.8M+
Cost of unplanned outage from an undetected first-stage nozzle failure
61%
Of gas turbine unplanned outages originate in the hot gas path section (NERC 2024)
3–5×
Cost multiplier when hot section damage is found at forced outage vs. planned inspection
What the Hot Gas Path Includes and Why Each Component Matters
Every component in the hot gas path operates beyond the capability of any metal alloy without active cooling. Understanding the degradation mechanism of each part is the foundation of effective lifecycle management.
Stage 1
Combustion Liners
Risk: Thermal fatigue cracking, burnout, oxidation
Liners confine the combustion reaction and direct hot gases toward the turbine. They cycle thermally on every start and stop — each cycle accumulates low-cycle fatigue damage. Borescope inspection looks for axial cracks, panel bulging, and cooling hole blockage that reduces thermal protection effectiveness.
Inspect every: 8,000 fired hours or 500 starts
→
Stage 2
Transition Pieces
Risk: Aft-frame cracking, seal wear, hot streaks
Transition pieces connect combustors to the first turbine stage. They are prone to aft-frame cracking at the seal area and seal wear that allows hot gas bypass — reducing turbine efficiency and increasing thermal loading on the first-stage nozzle. Thermal imaging after combustion tuning reveals hot streak patterns before they create nozzle damage.
Inspect every: 8,000–12,000 fired hours
→
Stage 3
First-Stage Nozzles
Risk: Oxidation, hot corrosion, thermal cracking
First-stage nozzles operate at the highest temperature of any stationary component — often exceeding 1,400°C in the gas stream. Nozzle degradation directly reduces power output and increases heat rate. OxMaint tracks nozzle thermal performance (approach temperature deviation) between inspections to estimate degradation rate and recommend the optimal borescope window.
Inspect every: 8,000–16,000 fired hours
→
Stage 4
First-Stage Rotating Blades
Risk: Blade creep, tip rub, TBC spallation, trailing edge burn
First-stage blades are the highest-value consumable in the gas turbine hot section — replacement costs $180,000 to $650,000 per set depending on turbine class. Blade life is tracked in equivalent operating hours (EOH), which weight each start, peak load event, and thermal exceedance against their relative damage contribution to the blade material.
Replace or repair: 24,000–32,000 EOH
Borescope Inspection: What to Look For and How to Act on Findings
Critical — Act Immediately
Through-wall cracks in combustion liner panels
Trailing edge burn-through on first-stage blades
Nozzle segment separation or missing material
Transition piece aft-frame fracture through cross-section
Action: Do not return to service. Plan immediate outage for repair or replacement. OxMaint auto-generates emergency work order with affected component details and part specification.
Monitor — Return to Service with Tracking
Surface cracks less than 1/3 through liner wall thickness
TBC spallation less than 25% of blade surface area
Nozzle oxidation within serviceable limits
Seal wear within manufacturer wear limits
Action: Document findings in OxMaint, set next inspection interval at 50% of standard, monitor thermal performance metrics between inspections for accelerating degradation signals.
Plan — Schedule Next Outage for Repair
Liner cracks approaching serviceable limit
TBC loss between 25–50% of blade surface
Nozzle cooling hole partial blockage
Blade creep deformation approaching datum
Action: OxMaint schedules the next outage at the optimal window — balancing remaining component life against planned generation commitments — and pre-orders replacement parts at standard lead time.
Manage Every Hot Section Component's Lifecycle in One Place
OxMaint's Asset Lifecycle Management tracks EOH, borescope findings, combustion tuning records, and thermal performance data for every gas turbine in your fleet — creating an auditable maintenance history that reduces insurance risk and maximizes planned outage ROI.
Equivalent Operating Hours: The Correct Way to Track Hot Section Life
Fired hours alone do not accurately reflect hot gas path component life. Starts, peak load exceedances, and thermal trips all consume life at a rate disproportionate to their clock-hour contribution.
Operating Event
EOH Multiplier
Why It Matters
Normal fired operating hour
1.0×
Baseline creep and oxidation at rated conditions
Cold start (ambient temperature start)
20–30×
Thermal shock from cold metal to full operating temperature
Hot start (less than 8hr after shutdown)
10–15×
Accelerated thermal cycling vs. cold start
Peak load exceedance (above rated MW)
2–5×
Higher firing temperature accelerates creep life consumption
Thermal trip (emergency shutdown under load)
30–50×
Extreme thermal gradient on shutdown — highest damage event
Water injection operation
1.5–2×
Thermal fatigue from wet combustion environment
OxMaint automatically calculates EOH from your DCS event log — accumulating every start type, load exceedance, and trip event into a rolling lifecycle counter for each hot section component. No manual spreadsheet required.
Combustion Tuning and Its Impact on Hot Section Life
Combustion tuning determines the temperature distribution across the hot gas path. A poorly tuned turbine produces hot streaks — localized regions of above-average temperature that accelerate nozzle and blade degradation at specific circumferential positions. A turbine that runs 30°C above its optimal firing temperature consumes first-stage blade life roughly 2.5 times faster than the OEM design curve predicts.
OxMaint integrates combustion tuning records with borescope findings at each inspection — allowing maintenance engineers to correlate specific hot streak patterns with localized nozzle or blade damage and adjust tuning before the next interval. This data-driven approach to combustion optimization can extend hot section component life by 15–25% relative to fixed-schedule tuning.
Key combustion parameters OxMaint tracks: exhaust temperature spread (difference between maximum and minimum EGT thermocouples), combustor pressure drop ratio, NOx and CO emissions trend, and dynamic pressure pulsation levels that indicate combustion instability developing before it produces hardware damage.
±15°C
EGT spread considered well-tuned for a dry low NOx combustor
30°C
Above-target firing temp doubles blade life consumption rate
15–25%
Hot section life extension from data-driven combustion optimization
8 wks
Typical lead time to detect early combustion instability via pressure pulsation trending
Outage Planning Workflow: From Borescope Findings to Execution
1
EOH Trigger
OxMaint calculates current EOH for each hot section component and projects the date when each component reaches its inspection or replacement threshold. Outage planning begins 16–20 weeks before the projected trigger date.
2
Pre-Outage Borescope
A borescope inspection 4–6 weeks before the scheduled outage confirms the scope of work and validates the parts list. OxMaint records all findings with photo documentation, serviceable limit comparison, and disposition recommendation.
3
Parts and Resources Confirmation
Based on confirmed borescope findings, OxMaint generates the final parts list and work scope — with lead time tracking for each component. Critical path items are flagged and procurement is confirmed before the outage window begins.
4
Outage Execution and Documentation
All work orders, inspection records, and replacement documentation are logged in OxMaint during the outage — creating a complete audit trail that resets the EOH counters for replaced components and updates remaining life estimates for repaired components.
5
Post-Outage Performance Baseline Reset
OxMaint resets the thermal performance baseline after each outage — establishing new reference values for exhaust temperature spread, heat rate, and output efficiency to detect any post-outage combustion or thermal performance anomalies within the first 200 fired hours.
Frequently Asked Questions
How often should a gas turbine hot gas path inspection be performed?
OEM recommendations typically set Hot Gas Path inspection intervals at 24,000 fired hours or 1,200 starts — but EOH calculations often reduce this significantly for peaking units with frequent cold starts. OxMaint automatically tracks EOH and flags when a unit's actual lifecycle consumption exceeds the clock-hour interval, preventing premature or overdue inspections.
Start tracking EOH automatically for your fleet.
What does a borescope inspection reveal that thermal monitoring cannot?
Borescope inspection provides direct visual evidence of physical damage — cracks, oxidation, TBC spallation, and trailing edge burn that thermal data can only infer indirectly. Thermal monitoring identifies that a problem exists and estimates its severity; borescope confirms the specific failure mode, location, and current serviceable status of each component. Both are required for reliable hot section lifecycle management.
How does combustion tuning affect how often I need to inspect the hot section?
Poor combustion tuning — producing hot streaks, high exhaust temperature spread, or elevated firing temperature — can reduce hot section component life by 20–40% relative to the OEM design curve. OxMaint correlates combustion tuning records with borescope findings at each inspection, giving engineers the data to optimize tuning and extend inspection intervals without increasing risk.
Book a demo to see this correlation workflow.
Can OxMaint manage lifecycle records for gas turbines under long-term service agreements?
Yes. OxMaint maintains full component history — EOH by component, inspection findings, repair records, and OEM correspondence — in a format that satisfies LTSA documentation requirements. This data also supports warranty claims, insurance reviews, and asset valuation for transactions.
What is the typical cost saving from planned vs. unplanned hot section work?
Industry data consistently shows a 3 to 5 times cost multiplier between planned and unplanned hot section outages. A planned first-stage nozzle replacement at a scheduled outage costs $280,000–$480,000. The same repair triggered by an unplanned outage — with emergency contractor mobilization, forced generation purchase, and secondary component damage — costs $900,000–$1.8 million or more.
Start planning ahead with OxMaint.
Plan Every Gas Turbine Outage With Complete Hot Section Visibility
OxMaint's Asset Lifecycle Management connects borescope findings, EOH tracking, combustion tuning records, and thermal performance data into one audit-ready platform — giving your team the lead time to plan, not react.