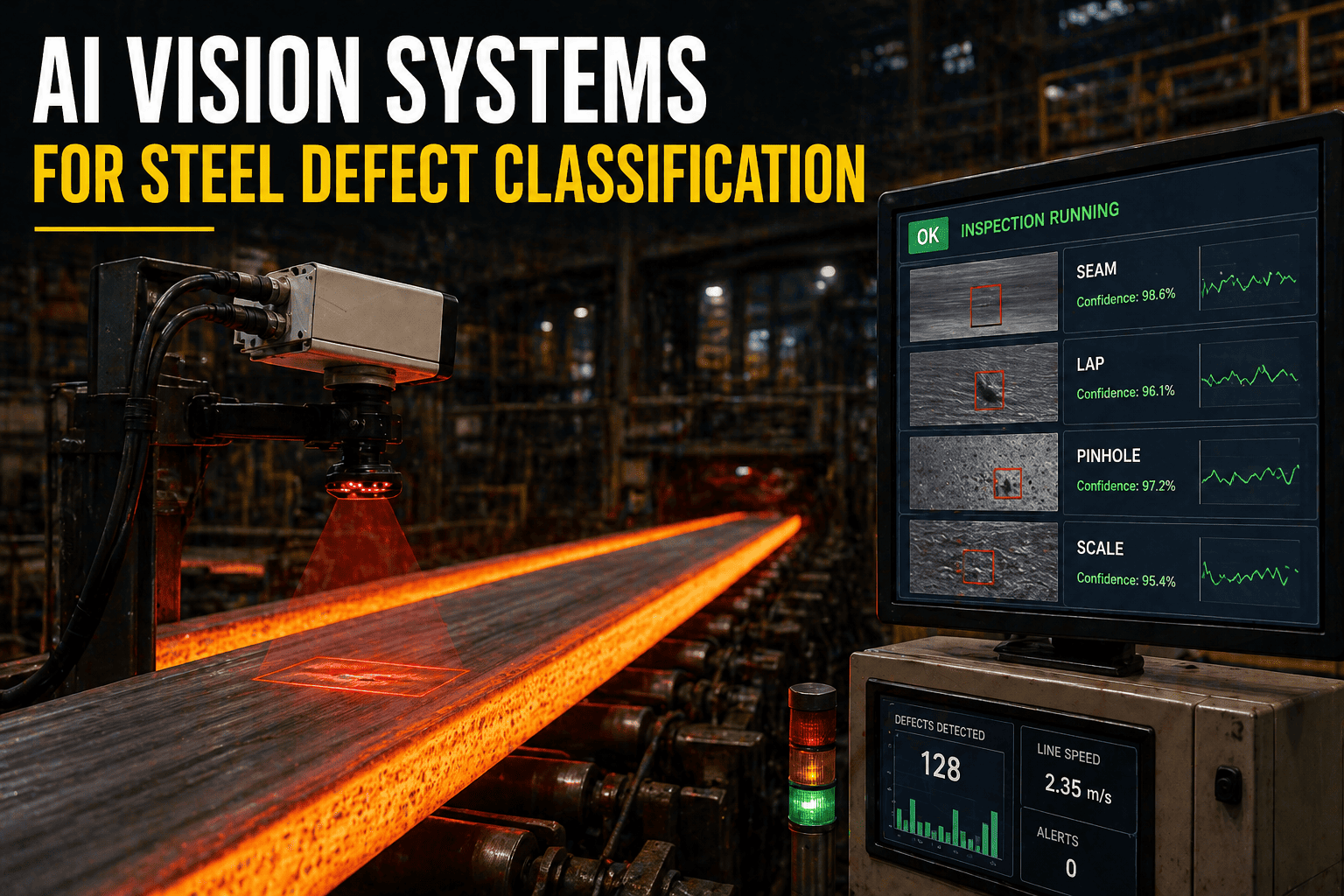
A flat-rolled steel producer in the Ohio Valley shipped 14,200 tonnes of automotive coil over six months before press-shop cracking at the customer's stamping plant traced the problem back to a tundish nozzle erosion defect — alumina streaks technically visible at the hot strip mill exit, but moving past the human inspector at 900 metres per minute, every shift, every day. Manual inspection catches 45–65% of surface defects on a good shift, dropping to 40–50% on the last hours of a night watch. The 35–55% that escape become quality claims, returned material, and lost tier-one contracts. Book a 30-minute demo to see how AI vision cameras detect 200+ defect types — including seams, laps, pinholes, and scale — at 95–99% accuracy across rolling mills and finishing lines, or start a free trial on your own coil data.
The Detection Gap
Why Steel Surface Inspection Is Where AI Vision Pays Back Fastest
Human Inspector
Day shift, fresh attention, well-lit conditions
Night shift, hour 6+, glare from 900°C strip
Smallest resolvable defect at 300 m/min line speed
AI Vision System
Continuous, 24/7, every shift identical
Defect types classified with severity grading
Smallest defect detected at 2,000 m/min line speed
Surface quality defects drive 2–5% of total steel production to secondary or reject status — meaning a 2 Mt/yr mill loses 40,000–100,000 tonnes annually to downgrades alone, before counting customer claims and contract risk. The economics flip the moment the inspection task moves from human to deep-learning vision: 100% surface coverage at line speed, with classification accuracy that holds at 3 AM as well as it does at 10 AM.
Defect Taxonomy
The 8 Defect Families Modern AI Vision Cameras Classify
Steel surface defects are not one problem — they are eight visually distinct families, each with its own root cause and its own AI detection signature. Modern deep-learning models classify each family by type, severity (1–5), location, and dimensions — every defect tagged to a specific upstream asset.
SC
Scratches & Roll Marks
Linear damage parallel to rolling direction. Periodic marks repeating at fixed roll circumference identify the worn roll. AI accuracy: 97–99%
SE
Seams & Laminations
Subsurface delamination exposed at the surface, propagated from caster defects. Often invisible until downstream forming. AI accuracy: 90–95%
LP
Laps & Slivers
Thin metallic flaps partially detached from the surface. Lift during downstream processing causing line stops and roll damage. AI accuracy: 92–96%
PH
Pinholes & Pits
Micro-perforations and depressions from coating defects, scale detachment, or substrate issues. Critical for packaging and coated grades. AI accuracy: 93–97%
SL
Scale & Rolled-In Scale
Oxide scale pressed into the surface. Traces to descaler pressure drops or reheat furnace timing. AI correlates with descaler PSI data. AI accuracy: 94–97%
IN
Inclusions
Non-metallic particles trapped during solidification. Reddish-brown or yellow streaks. The defect family human inspectors miss most. AI accuracy: 92–96%
EC
Edge Cracks
Longitudinal cracks at strip edges from thermal stress, composition issues, or improper rolling reduction. Critical for downstream forming. AI accuracy: 96–99%
CD
Coating Defects
Bare spots, zinc dust, drips, uneven thickness on galvanised and pre-painted product. Critical for automotive and packaging grades. AI accuracy: 95–98%
Camera Architecture
What an AI Vision Camera Station Actually Looks Like
A production AI vision station is a hardware-software stack tuned to the line it inspects. Hot strip mills need water-cooled IP67 housings; cold rolling lines need sub-millimeter resolution; coating lines need multi-spectral lighting. The architecture below reflects what is currently deployed in tier-one steel mills.
1
Imaging Layer
Line-Scan Cameras
Specifications
16,000–32,000 px width · 40,000+ lines/sec · Top + bottom surface
2
Lighting Layer
Multi-Geometry LED
Specifications
Bright-field + dark-field + structured light in single pass
3
Compute Layer
GPU Edge Servers
Specifications
500–2,000 frames/sec · Sub-50 ms inference · 2–8 GB/sec throughput
4
AI Layer
CNN + Vision Transformer
Specifications
Trained on 5–10M images · Transfer learning per plant · 200+ classes
5
Integration Layer
MES + CMMS Loop
Specifications
Defect-to-asset mapping · Auto work order · Coil disposition
See AI Vision Detect Your Plant's Defects in Real Time
Book a 30-minute walkthrough where our team runs your historical defect images through the AI classifier and shows the defect-to-work-order closed loop on your own asset hierarchy.
Closed-Loop Quality
From Defect Detection to Maintenance Work Order — In Under 2 Seconds
Detection without action is just data. The real value of AI vision in steel manufacturing emerges when defect classifications automatically generate maintenance work orders on the upstream equipment that caused them — before the next 200 tonnes of coil enters the line.
| Defect Pattern |
AI Inference |
Root Cause |
Auto Work Order |
| Periodic mark every 2.14 m |
Roll mark family |
F4 work roll wear |
F4 roll inspection |
| Scale clusters ↑ 3× |
Rolled-in scale |
Descaler nozzle drop |
Descaler PM |
| Edge cracks DS recurring |
Edge crack family |
Caster mould asymmetry |
Caster review |
| Sliver density rising |
Lap / sliver |
Tundish nozzle erosion |
Tundish inspection |
| Pinhole cluster on coating |
Coating defect |
Coating bath issue |
Coating line PM |
| Surface roughness drift |
Cosmetic / texture |
Roll grinding pattern |
Roll campaign change |
ROI Snapshot
The Numbers That Justify a Camera Deployment
$3–12M
Annual downgrade losses on a 2 Mt/yr facility before AI vision
$200–400
Per-tonne price differential between prime and secondary grade
25–40%
Defect generation reduction once root causes are systematically corrected
12–18 mo
Typical payback for a hot strip + cold mill + coating line deployment
$5K–25K
Per-claim cost when defects escape to automotive customers
10–50×
Cost multiplier for defects caught at customer vs at the mill
Expert Review
What 20 Years in Strip Mill Quality Teaches You About AI Vision
"The biggest misconception I encounter is that AI vision systems eliminate the quality team. They don't. They eliminate the impossible task we were asking the quality team to perform — visually inspecting every square metre of steel at 15 metres per second with accuracy sufficient to satisfy automotive customers measuring defects in microns. What AI vision actually does is free quality engineers from repetitive screening — where they were losing — and redeploy them to root cause analysis and customer technical service — where they win. You stop guessing which roll caused which defect and start knowing."
FAQs
Frequently Asked Questions
How does AI vision handle the heat and steam at a hot strip mill exit?
Industrial deployments use water-cooled, air-purged IP67 housings with infrared or specially filtered optical sensors. Cameras sit at inspection stations after the run-out table where strip temperature is workable.
Book a demo to see hot-strip-rated camera configurations.
How is the AI model trained for defects specific to our mill?
Production models use transfer learning — a CNN pre-trained on 5–10M labelled steel defect images is fine-tuned on your mill's specific defect library, typically 500–2,000 validated images per class. The system improves continuously as engineers review borderline cases.
What is the typical investment for a multi-line camera deployment?
A complete hot strip + cold mill + coating line deployment runs
$2M–$5M in hardware, software, and integration. Payback typically arrives in 12–18 months from prime-grade preservation alone.
Start a free trial to scope your specific ROI.
How does defect data become a maintenance work order?
When the AI classifies a pattern tied to equipment condition — periodic marks at 2,435 mm matching F4 roll, scale clusters at descaler header 3 — the integration layer pushes a structured work order into Oxmaint with defect images, asset source, and recommended action attached.
Will the system flag defects that don't match any known category?
Yes. Anomaly detection algorithms run alongside the classifier and surface any unusual surface condition that does not match a trained class. This prevents truly novel defects from passing through silently while engineers review and label them for the next training cycle.
Stop Shipping Defects You Cannot See. Start Catching Patterns Before They Cost Contracts.
Oxmaint's AI Vision Inspection module connects deep-learning camera systems to your CMMS — so every classified defect generates a tracked maintenance action against the upstream asset that caused it.