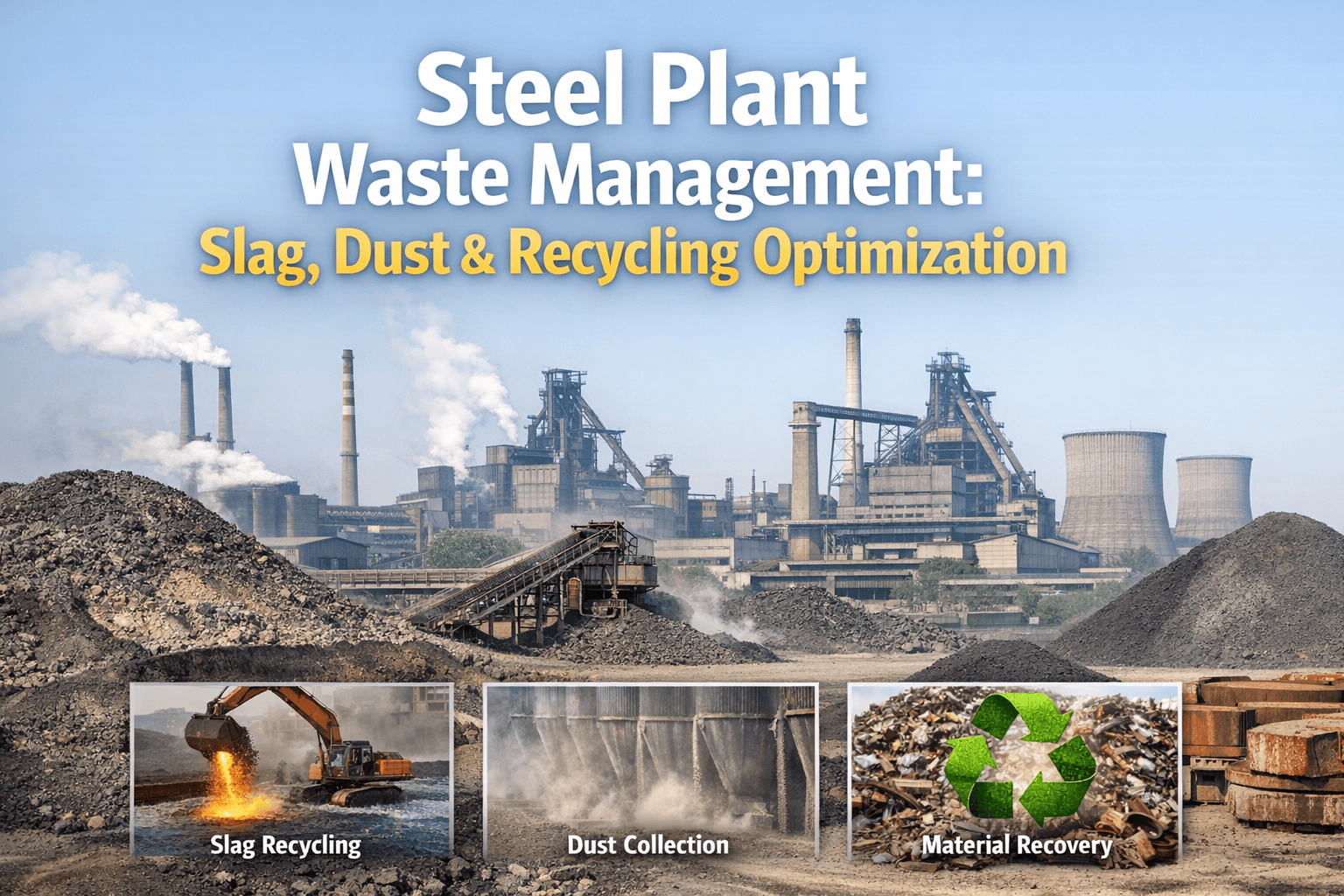
An integrated steel plant producing one million tonnes of crude steel generates between 400 and 500 kilograms of solid waste per tonne of output. At 4 MTPA scale, that is 1.6 to 2 million tonnes of slag, dust, sludge, and mill scale every year — a number that most plant management teams treat as a cost line rather than a value opportunity. The global steel industry now recovers markets for around 97% of its solid and liquid production. Indian plants still average 40 to 70% recycling rates, leaving hundreds of crores in recoverable material going to landfill, regulatory risk accumulating, and environmental compliance exposure growing with every Pollution Control Board revision. This guide covers exactly what each waste stream is, where the value lies, and how digital tracking through a CMMS platform converts waste management from a compliance burden into a measurable circular economy gain. Start your free trial with OxMaint or book a personalized demo to see OxMaint's waste tracking and environmental compliance module live.
400–500
kg Solid Waste per Tonne of Crude Steel
97%
Global Industry Co-product Recovery Rate
40–70%
Average Indian Plant Recycling Rate
52.5 MT
Steel Slag Projected by 2030 in India
Why Steel Plant Waste Management Is a Revenue Problem, Not Just a Compliance Problem
Most environmental managers at steel plants think about solid waste in two modes: staying within PCB consent conditions and keeping landfill costs manageable. Both are the wrong frame. World Steel Association data shows that the global industry now treats nearly every co-product as a saleable or reusable material. Indian plants operating at 40 to 70% recycling rates are essentially leaving the difference as stranded revenue — material with real market value that is going into storage yards or landfills instead of generating income or replacing raw material purchases.
Indian Plant Average (High)
Indian Plant Average (Low)
Closing this gap on a 4 MTPA plant represents hundreds of crores in recovered value annually
The 5 Major Waste Streams Every Steel Plant Must Manage
Each waste stream in a steel plant has a distinct composition, distinct regulatory classification, and distinct recovery pathway. Managing them together without separating the data is the single biggest reason plants underperform on utilization rates. Here is what each stream is, what it contains, and where the value goes.
01
Blast Furnace Slag (BF Slag)
200–350 kg per tonne HM
Non-hazardous
Generated during iron making when limestone reacts with ore impurities. Molten BF slag is the most valuable solid co-product in steel production. Granulated BF slag (GGBS) is a direct substitute for Portland cement clinker at 40 to 70% replacement rates — with proven higher long-term concrete strength and dramatically lower carbon footprint. BF slag granulation plants are now standard at modern Indian integrated facilities.
Primary Recovery Paths
GGBS for cement production — Roadstone aggregate — Soil conditioner — Railway ballast
02
Steel Making Slag (BOF / EAF Slag)
100–150 kg per tonne steel
Variable hazard
BOF and EAF slags have higher FeO, CaO, and MgO content than BF slag, making them expansive and unsuitable for cement without processing. After metal recovery and weathering, BOF slag is used extensively in road construction, where its hardness outperforms natural aggregate. Steel slag roads are a documented application — several Indian states have approved its use under MORTH guidelines. EAF slag from stainless or special steel plants contains higher heavy metal concentrations requiring additional classification.
Primary Recovery Paths
Road construction aggregate — Internal sintering return — Fertilizer (CaO content) — Cement raw mix
03
Flue Dust and GCP Sludge
15–25 kg per tonne HM
Conditionally hazardous
Blast furnace flue dust and gas cleaning plant sludge contain significant iron content (30–45% Fe) but are complicated by the presence of zinc, lead, potassium, and sodium — elements that cause operational problems if recycled directly back to the BF or sinter plant. Plants managing zinc content below 0.1% can recycle dust through sintering. Above that threshold, hydrometallurgical processing or specialized briquetting is required. Unmanaged BF dust accumulation represents direct iron unit loss — every tonne unrecovered costs the equivalent of iron ore purchase price.
Primary Recovery Paths
Sinter plant return (low Zn) — Briquetting for BF charge — Zinc recovery processing — Cement raw mix filler
04
Mill Scale and Rolling Sludge
10–20 kg per tonne rolled
Non-hazardous
Mill scale from hot rolling mills is one of the highest-value solid wastes in a steel plant — it is nearly 70% iron oxide (Fe2O3 and Fe3O4) with minimal gangue contamination. Mill scale is in strong commercial demand from sinter plants, cement manufacturers (as iron corrective), and welding electrode producers. Rolling sludge, the oily fines from scale pit overflow, requires oil separation before it can be recycled. Oil-contaminated sludge that enters a sinter plant without treatment can damage permeability and create emissions compliance issues.
Primary Recovery Paths
Internal sinter plant return — External cement plant sale — Welding electrode filler — Pellet plant feed
05
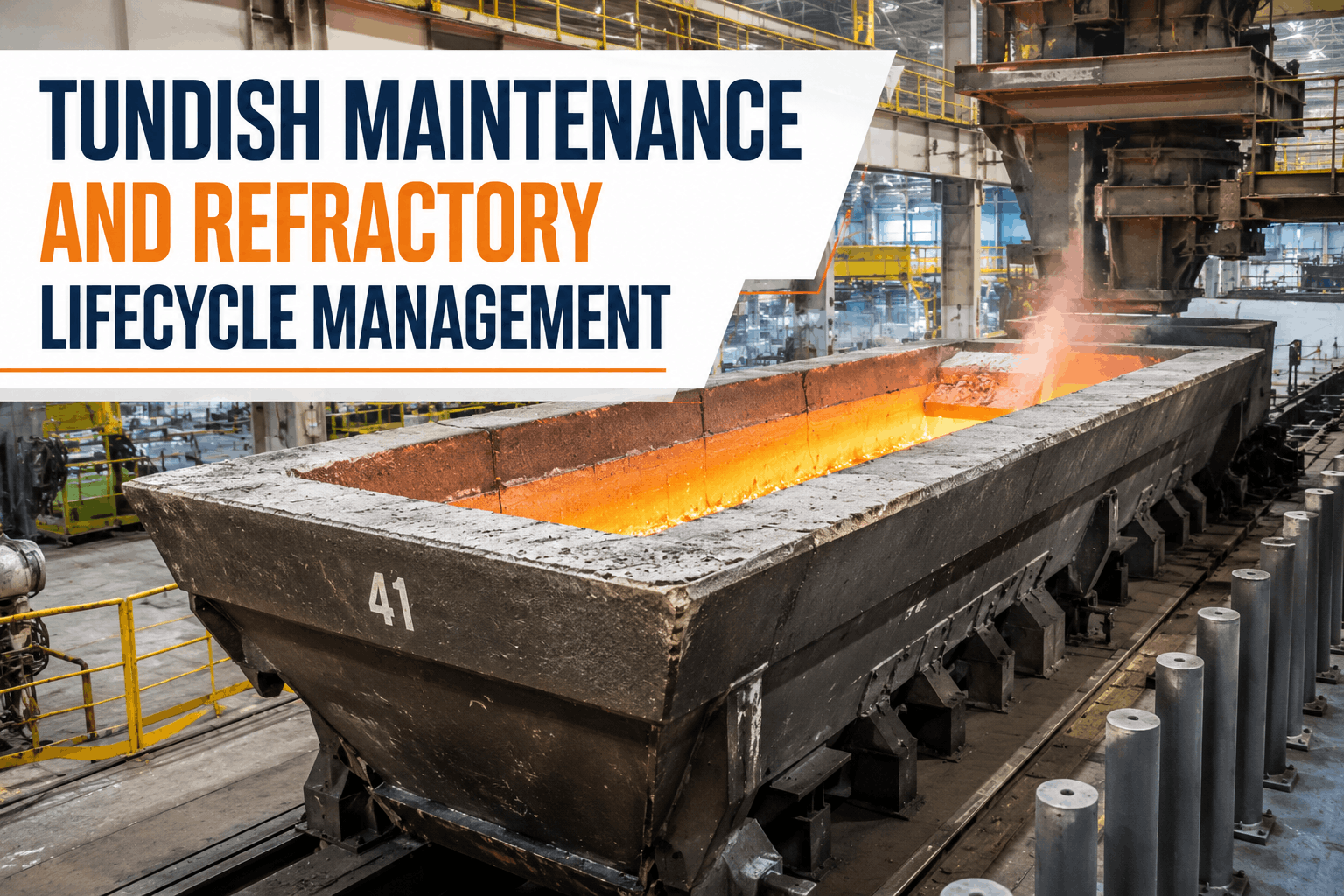
Refractory Waste and Spent Linings
5–12 kg per tonne steel
Partially hazardous
Spent refractories from BF hearths, BOF linings, and ladle linings contain MgO, Al2O3, and SiO2 with high-temperature binding characteristics. Basic spent refractories (dolomite, magnesia) have secondary use in road sub-base applications and cement kilns as flux substitutes. Spent carbon blocks from BF hearths require classification under Hazardous Waste Management Rules and cannot be landfilled without treatment. Most plants undertrack refractory consumption, leading to late maintenance triggering and unplanned lining change outages that carry six to eight figure costs.
Primary Recovery Paths
Road sub-base aggregate — Cement kiln flux — Internal reuse in non-critical linings — Manufacturer buy-back schemes
Track Every Waste Stream Automatically — Not on Spreadsheets
OxMaint's environmental compliance module logs generation, movement, utilization, and disposal for every solid waste category in your plant — with real-time dashboards and PCB-ready reports.
The Circular Economy Framework for Steel: 4R in Practice
The 4R framework — Reduce, Reuse, Recycle, Restore — is the structured approach adopted by leading Indian steel producers including Tata Steel, which achieved 100% solid waste utilisation at its Jamshedpur and Kalinganagar plants. The framework works because it sequences interventions by priority, not by convenience. Reducing waste at source is always more valuable than recycling it downstream.
R1
Reduce
Optimizing furnace operating parameters, raw material quality, and charging practices to lower waste generation per tonne at the source. High top pressure and oxygen enrichment in BF reduces slag rate. Better ore beneficiation reduces gangue entering the system. Every kg not generated is a kg that requires no handling, no tracking, and no disposal cost.
Oxygen enrichment in BF
Raw material beneficiation
EAF heat time optimization
R2
Reuse
Returning materials directly back into the production process without significant reprocessing. BF sludge returned to the sinter plant. BOF slag used as internal flux. Refractory skull and splashes used as patching material. Reuse has zero transport cost, zero external revenue share, and immediate iron or lime unit recovery — making it the highest-value option after source reduction.
Sludge to sinter return
BOF slag as internal flux
Mill scale to pellet plant
R3
Recycle
Processing wastes into a usable form for internal use or external sale. GGBS production from BF slag. Dust briquetting for BF charge. Mill scale sale to cement plants. This is the revenue-generating stage — where well-managed material becomes a product line. Plants without CMMS tracking routinely undercount recyclable material quantities, leading to missed sale opportunities and over-ordering of raw materials they could have replaced internally.
GGBS from BF slag
Dust briquetting
Mill scale sale
R4
Restore
Treating or disposing of material that cannot be reduced, reused, or recycled in a manner that restores environmental acceptability. Stabilizing hazardous slag. Co-processing in cement kilns. Bioremediation of oil-contaminated sludge. This is the compliance stage — and it is where plants without tracking face the greatest exposure, because they cannot demonstrate chain of custody for hazardous material movement to PCB inspectors.
Hazardous slag stabilization
Cement co-processing
PCB-compliant disposal
Where Indian Steel Plants Are Losing Value: The Tracking Gap
The biggest operational failure in steel plant waste management is not a technical one — it is a data one. Plants that do not track waste generation per shift, per shop, and per waste category in real time cannot optimize what they cannot measure. Here is what poor tracking costs across each major failure mode.
| Failure Mode |
Root Cause |
Business Impact |
| Mixing waste categories in storage yards |
No per-source stream identification at generation point |
Hazardous classification of entire mixed batch — higher disposal cost, compliance risk |
| Sending recyclable material to landfill |
No utilization tracking against inventory — material assumed non-recoverable |
Direct revenue loss — mill scale at ₹3,000–5,000 per tonne to landfill |
| PCB consent condition breach |
No real-time monitoring against consent quantities — only post-period reconciliation |
Closure notices, show-cause actions, consent renewal delays |
| Zinc buildup in BF from unmonitored dust return |
No Zn content tracking per dust batch before sinter return |
Scaffold formation, unplanned BF outage — ₹50–200 lakh per incident |
| Oil-contaminated sludge entering sinter plant |
No oil content testing log integrated with work orders |
Sinter strand permeability loss, emissions breach, unplanned maintenance |
| Refractory lining changed reactively |
No wear rate tracking against consumption history in CMMS |
Emergency BF or BOF outage — 6 to 8 figure downtime cost |
How OxMaint CMMS Solves the Waste Tracking Problem
OxMaint's waste tracking and environmental compliance module was built for industrial plants where waste is not incidental — it is a daily operational output that requires the same discipline as production tracking. The platform connects generation data, movement records, utilization logs, and compliance dashboards in one system accessible to shift supervisors, the environmental team, and plant management simultaneously.
Stream-Level Waste Generation Logging
Each waste type — BF slag, BOF slag, GCP sludge, mill scale, flue dust, spent refractories — is logged separately per shift and per source unit. Generation quantities are tracked against production throughput, giving your team a real-time waste-per-tonne KPI that flags anomalies before they accumulate into compliance problems.
Utilization vs. Disposal Dashboard
A live dashboard shows what percentage of each waste stream is being recycled, reused, sold, co-processed, or disposed at any point in the month. Supervisors can see immediately if a stream's utilization rate is falling below target — and take action before month-end PCB reporting creates a non-conformance. Target vs. actual tracked per stream, per week.
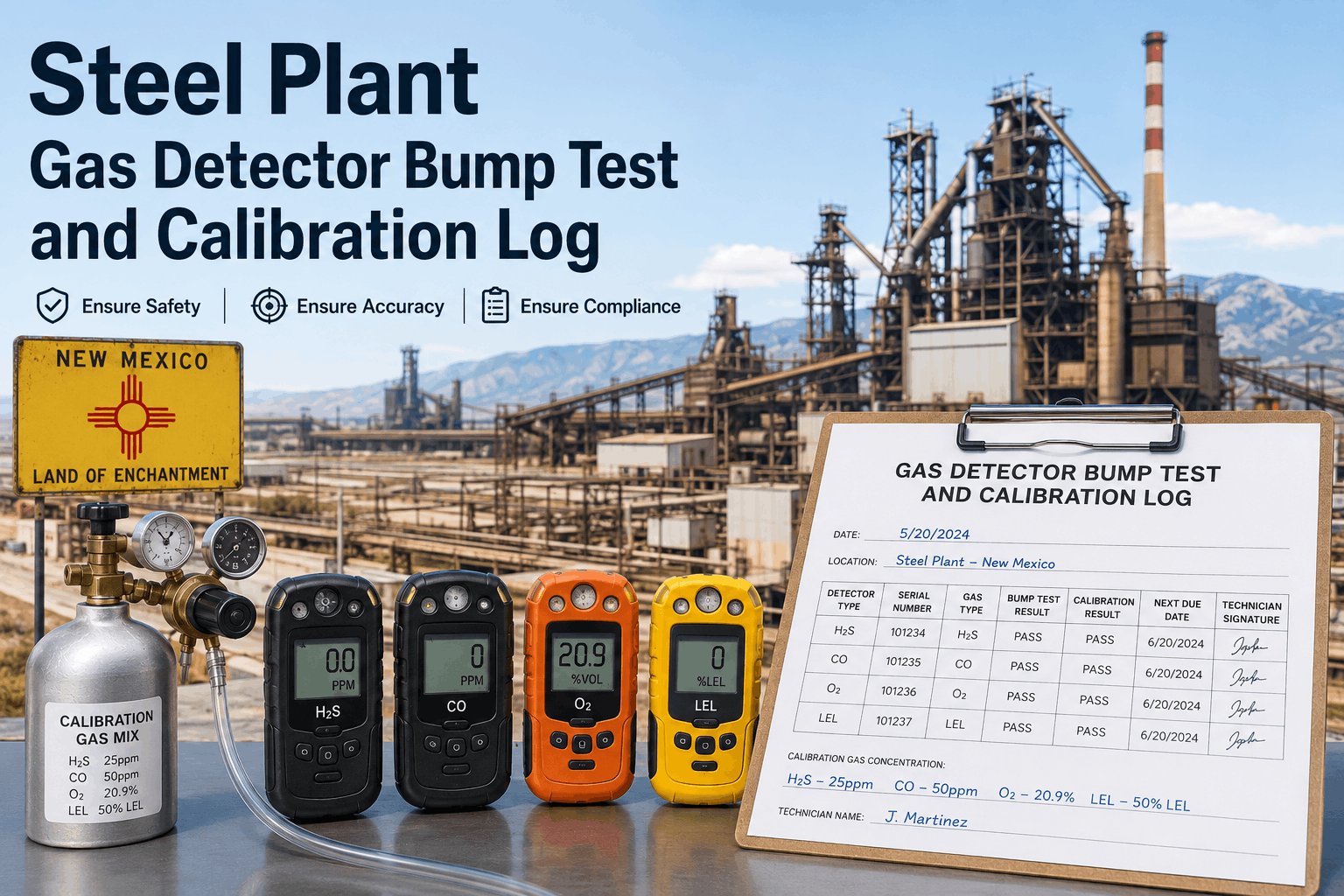
Automated PCB Compliance Reporting
OxMaint auto-generates reports in formats aligned with Pollution Control Board consent conditions — quantity generated, quantity disposed, mode of disposal, party name, and manifest number. What previously required the environmental team to spend three days compiling spreadsheets at month end now runs as a scheduled report export. Audit readiness becomes continuous, not periodic.
Hazardous Material Chain of Custody
For waste streams classified under Hazardous Waste Management Rules, OxMaint logs every handoff — from generation point, through internal storage, to authorized disposal or co-processing facility — with timestamp, quantity, vehicle number, and receiving party. This creates a defensible chain of custody that protects the plant in the event of a PCB inspection or legal challenge.
Refractory Consumption and Wear Tracking
Refractory lining wear rates are tracked in OxMaint against historical consumption patterns per furnace or vessel. The system generates alerts when wear rate exceeds normal profile — flagging a likely early lining change before an emergency occurs. This single capability eliminates the majority of unplanned BF and BOF outages caused by lining failure that were not anticipated from inspection records.
Quality Parameter Integration per Batch
Before GCP sludge or flue dust is approved for internal sinter return, OxMaint can be configured to require a quality check entry — including zinc content, moisture, and particle size — linked to a work order. Batch approval for internal reuse is only granted once parameters are within the defined threshold. This eliminates the zinc buildup incidents that cause some plants to lose millions per BF campaign.
Ready to Replace Your Waste Spreadsheets with a Live Compliance Dashboard?
OxMaint gives your environmental team real-time visibility across every waste stream — with PCB-ready reports, utilization tracking, and hazardous material chain of custody built in from day one.
Compliance Landscape: What Indian Steel Plants Must Track
Regulatory obligations around solid waste for steel plants in India have tightened significantly through the Hazardous and Other Wastes (Management and Transboundary Movement) Rules 2016, the Solid Waste Management Rules 2016 and their 2024 revision, and evolving PCB consent conditions under the Environment Protection Act. Plants that are not tracking waste by stream, quantity, and disposal route are operating with material compliance exposure.
Regulation
Hazardous Waste Rules 2016
Classifies spent carbon blocks, oil-contaminated sludge, and certain EAF dust as hazardous. Requires manifest-based transport, authorized recycler certification, and annual returns to State PCB. Violations carry closure and legal action risk.
Regulation
PCB Consent to Operate
Consent conditions typically specify maximum quantities of each waste type that can be generated, stored, and disposed per period. Plants must report actuals against these limits. Continuous exceedance without fresh consent amendment is a breach.
Regulation
SWM Rules 2024 Revision
The 2024 notification strengthened requirements for industrial waste segregation, improved reporting of recycling and recovery volumes, and increased focus on circular economy practices — including RDF co-processing and by-product utilization documentation.
Standard
ISO 14001 Environmental Management
Requires documented procedures for waste identification, handling, storage, and disposal. Audit teams look specifically for real-time tracking evidence and non-conformance response records. A CMMS with environmental modules provides the documented trail ISO auditors require.
Frequently Asked Questions
What is the difference between BF slag and steel making slag in terms of recycling options?
Blast furnace slag is the more commercially versatile of the two. Granulated BF slag (GGBS) is a well-established cement substitute sold at commercial price per tonne to cement manufacturers. Steel making slag from BOF or EAF contains higher FeO and free lime, making it expansive and unsuitable for cement use without weathering and processing — but it is widely used as road construction aggregate once stabilized. Each stream requires separate tracking and a different disposal or sale pathway in your CMMS.
Sign up for OxMaint to see how stream-level tracking separates these automatically.
How does zinc content in BF flue dust affect recycling decisions?
Zinc in BF flue dust above 0.1% causes operational problems when recycled through the sinter plant — it accumulates in the BF burden and leads to scaffold formation, reduced campaign life, and unplanned outages. Plants must track zinc content per dust batch before approving sinter return. Dust with higher zinc content requires segregation and either hydrometallurgical processing for zinc recovery or co-processing in cement kilns where it is tolerated. OxMaint's quality parameter integration prevents uncleared batches from entering the sinter return stream.
Book a demo to see the quality gate workflow.
What documents does a steel plant need to maintain for PCB hazardous waste compliance?
Under the Hazardous Waste Rules 2016, steel plants must maintain: Form 3 annual returns submitted to the State PCB, manifest records for every movement of hazardous waste to authorized recyclers or disposal facilities, storage registers with quantity and date of entry and exit, and authorization certificates for all waste transporters and receiving facilities. PCB inspections look for gaps in these records. OxMaint auto-generates these records as a byproduct of normal waste tracking operations — no separate documentation effort required.
Try OxMaint free to explore the compliance report library.
Can OxMaint integrate with existing ERP or SCADA systems at a steel plant?
Yes. OxMaint connects to existing ERP platforms, DCS and SCADA data feeds, and weighbridge systems via standard APIs. Waste generation quantities can be auto-populated from weighbridge readings rather than manual entry — eliminating the data accuracy problem that plagues spreadsheet-based tracking. Integration does not require replacing existing systems.
Speak to an OxMaint specialist about your current system architecture.
How does tracking refractory consumption in a CMMS prevent unplanned BF outages?
Refractory lining failure in a blast furnace or BOF is one of the most expensive unplanned events in a steel plant — a BF hearth lining change can cost ₹40 to 80 Crore in combined materials, labor, and lost production. OxMaint tracks refractory wear rate per campaign against historical consumption profiles. When the wear rate exceeds the normal curve — based on production rate, burden chemistry, and heat flux patterns — the system raises a predictive maintenance alert. The lining change happens in a planned shutdown window, not as an emergency.
Start your free trial to map your refractory assets into OxMaint.
Turn Your Waste Data Into a Compliance Asset and a Revenue Source
OxMaint's waste tracking and environmental compliance module gives integrated steel plants the visibility to maximize co-product recovery, maintain PCB compliance automatically, and build the circular economy reporting their sustainability commitments require.
-checklist.png)