Utility systems are the invisible backbone of every steel plant. No furnace operates without cooling water. No reheating furnace fires without gas supply. No motor turns without reliable electrical distribution. Yet utilities maintenance is chronically underinvested compared to primary production equipment — until a failure occurs. A cooling water pump trip shuts down a continuous caster within minutes, costing $150,000-$500,000 per event. A blast furnace gas main leak triggers a plant-wide evacuation and 24-48 hours of lost production worth $3-8 million. An electrical transformer failure blacks out an entire production area for days to weeks while a replacement is sourced, installed, and commissioned.
Steel plant utilities aren't just support systems — they're production-critical assets that require the same rigor as the primary process equipment they serve. The challenge is scale: a typical integrated steel plant operates 50-200+ pumps, 20-80 compressors, 10-40 transformers, hundreds of kilometres of piping, thousands of valves, and distributed control systems spanning the entire site. Oxmaint's CMMS platform manages this complexity by treating every utility asset as a first-class citizen — tracked, scheduled, condition-monitored, and linked to the production equipment it serves so that utility maintenance is prioritized by production impact, not just asset age.
Water Systems: The Lifeblood of Steel Production
A modern integrated steel plant consumes 100,000-300,000 m³ of water per day across closed-loop cooling circuits, open spray systems, process water, boiler feed water, and fire suppression. Every major production unit depends on water arriving at the right pressure, temperature, flow rate, and chemistry:
Closed-Loop Cooling
Critical Failure Modes
Open Spray / Quench Water
Critical Failure Modes
Boiler Feed & Steam
Critical Failure Modes
Gas Systems: Fuel, Process, and Safety
Steel plants operate complex gas networks handling both fuel gases (BFG, COG, natural gas, mixed gas) and industrial gases (oxygen, nitrogen, argon). Gas system failures are uniquely dangerous because they combine explosion/toxicity risk with immediate production impact:
Blast Furnace Gas (BFG)
Toxic • Flammable • 2-4 MJ/Nm³Low-calorific gas from ironmaking, used for stove heating and power generation. Contains 20-25% CO (lethal). Requires continuous gas holder level monitoring, bleeder valve maintenance, and pipeline integrity management. Gas cleaning system (electrostatic precipitator, cyclones) maintenance critical for downstream equipment protection.
Coke Oven Gas (COG)
Toxic • Flammable • 16-18 MJ/Nm³High-calorific gas from cokemaking, used for reheating furnaces and power generation. Rich in hydrogen (55-60%) and methane (25-30%). Requires rigorous desulfurization system maintenance, tar/naphthalene trap cleaning, and condensate drain management. Naphthalene crystallization in cold weather is a common blockage cause.
Oxygen / Nitrogen / Argon
Cryogenic • High pressure • Safety-criticalIndustrial gases from on-site air separation units (ASU) or pipeline supply. BOF requires 50-80 Nm³/tonne O&sub2;; continuous caster and ladle furnace require N&sub2; and Ar for stirring and purging. ASU compressor reliability is critical — loss of oxygen supply stops steelmaking within the gasometer buffer time (typically 15-30 minutes).
Natural Gas
Flammable • 36-38 MJ/Nm³ • PurchasedSupplemental fuel for reheating furnaces, ladle preheating, and as backup when BFG/COG supply is insufficient. Metering accuracy directly affects energy cost accounting ($5-20M/year spend). Pressure regulation stations, safety shut-off valves, and gas detection systems require rigorous PM. Metering errors of just 1-2% represent $50K-400K/year in unaccounted cost.
Utility Failures Don't Wait for Convenient Times. Neither Should Your Maintenance.
Oxmaint manages every pump, valve, transformer, compressor, and pipeline in your utility network — linking each asset to the production equipment it serves so maintenance is prioritized by production impact.
Power Systems: The Grid Behind the Grid
A typical integrated steel plant has an electrical demand of 200-600 MW, with captive generation covering 40-70% and grid import providing the balance. The internal distribution network operates at multiple voltage levels from 220 kV down to 415V, with thousands of switchgear, protection relays, cables, and motors:
High Voltage Transmission
Medium Voltage Distribution
Low Voltage Distribution
Cross-System Maintenance Planning With Oxmaint
Oxmaint's utility management approach treats water, gas, and power as interconnected systems rather than isolated asset lists. Here's how the platform optimizes utility maintenance across all three domains:
Production-Impact Prioritization
Every utility asset is linked to the production equipment it serves. When prioritizing maintenance, Oxmaint calculates the production-hour-at-risk for each utility asset — a pump serving a single caster strand ranks differently than a pump serving three rolling mills. Maintenance resources are allocated where production risk is highest.
Condition-Based Monitoring Integration
Integrates with vibration sensors on pumps and motors, DGA analyzers on transformers, flow meters on water systems, and gas detection networks. Condition data feeds directly into work order generation: when a pump's vibration signature crosses a threshold, a PM work order is created automatically with the relevant data attached.
Shutdown Coordination
Utility maintenance windows must align with production schedules. Oxmaint coordinates utility PM with planned production stoppages so that water system flushing, gas pipeline inspections, and transformer maintenance happen during windows that minimize production impact. Cross-system dependency mapping prevents scheduling conflicts.
Regulatory Compliance
Gas system inspections, pressure vessel certifications, environmental discharge permits, transformer oil PCB testing, and electrical safety testing all have regulatory deadlines. Oxmaint tracks every compliance requirement, generates advance alerts, maintains audit-ready records, and produces compliance reports on demand.
Spare Parts Strategy
Critical utility spares (transformer bushings, pump impellers, breaker mechanisms, gas valve actuators) have long lead times and high costs. Oxmaint manages minimum stock levels based on failure probability and production impact, triggering reorder alerts before stockouts occur. Shared parts across identical equipment are tracked to prevent over-ordering.
Energy Cost Optimization
Utility efficiency directly affects operating cost. Oxmaint tracks pump efficiency degradation, cooling tower performance, compressor specific energy, and transformer losses over time. When equipment efficiency drops below threshold (e.g., pump efficiency falls from 82% to 74%), the system recommends refurbishment or replacement with ROI calculation.
Water. Gas. Power. One Platform. Complete Visibility.
Oxmaint manages every utility asset in your steel plant from a single platform — linking equipment condition to production impact, regulatory compliance, and energy cost optimization.
Frequently Asked Questions
How does Oxmaint prioritize utility maintenance across hundreds of assets?
Every utility asset in Oxmaint is assigned a production-impact score based on three factors: the criticality of the production equipment it serves (e.g., BOF cooling is higher than office HVAC), the redundancy level (single pump vs. 3-of-4 pump arrangement), and the current condition status from monitoring data. These scores are recalculated dynamically — if one of three redundant pumps fails, the remaining two jump in priority because the system has lost its safety margin. Maintenance planners see a single priority-ranked work order list that automatically reflects current plant conditions.
What's the most critical utility system in terms of production impact?
Cooling water to the continuous caster is the single most critical utility supply. Loss of mold cooling water triggers an automatic caster shutdown within 2-5 minutes to prevent a breakout (which could injure operators and destroy equipment). Unlike other utility losses where production can be reduced or temporarily adjusted, caster cooling loss is an absolute stop. This is why caster cooling water typically operates with N+2 pump redundancy, dedicated backup power, and the highest PM frequency of any utility system. The second most critical is oxygen supply to the BOF, with buffer time limited to the gasometer capacity (typically 15-30 minutes).
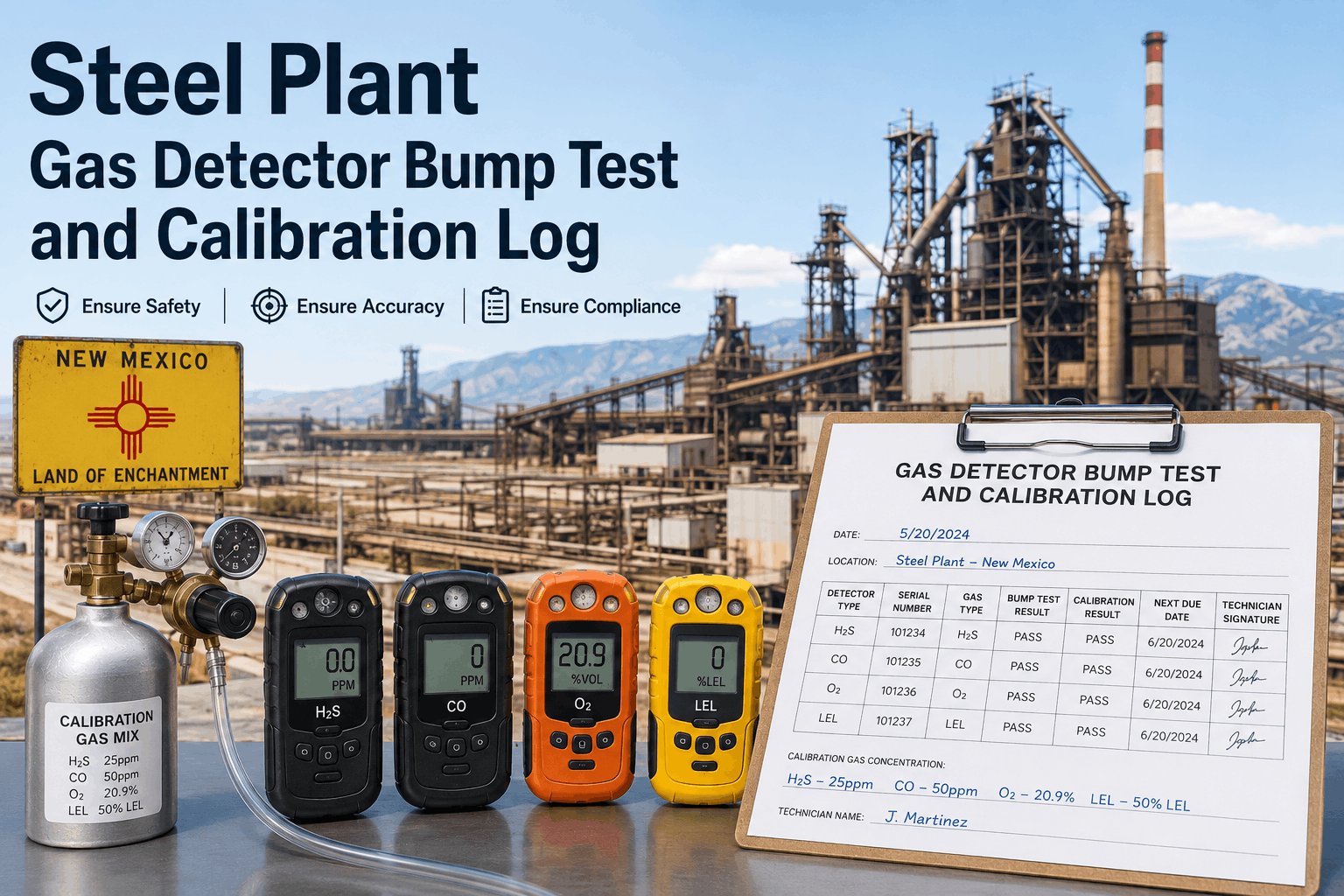
How do you manage gas system safety compliance in Oxmaint?
Gas system safety is managed through mandatory compliance checklists that cannot be bypassed or skipped. Every gas-related work order includes a pre-work gas testing protocol, isolation verification, and hot work permit linkage where applicable. Recurring compliance tasks — gas detector calibration, safety valve testing, pipeline thickness measurement, flange integrity inspection — are auto-scheduled per regulatory and manufacturer requirements. The system maintains a complete audit trail of every gas safety activity, every test result, and every person who performed the work. During regulatory audits, a single report generates the complete compliance history for any gas asset or system.
Can Oxmaint track transformer condition and predict failures?
Yes. Oxmaint integrates with on-line DGA (dissolved gas analysis) systems that continuously monitor transformer oil for fault gases (hydrogen, methane, ethylene, acetylene, CO, CO&sub2;). The system applies IEEE/IEC interpretation standards (Duval triangle, Rogers ratios, key gas method) to identify developing faults: hot spots, arcing, partial discharge, and cellulose degradation. When gas concentrations exceed attention thresholds, Oxmaint generates a condition-based work order for oil sampling and lab confirmation. For transformers without on-line DGA, the platform schedules periodic oil sampling at intervals based on age and criticality (typically annual for critical, biennial for non-critical). Historical trending of oil quality parameters provides early warning of degradation patterns months to years before failure.
How many utility assets does a typical steel plant track in Oxmaint?
A typical integrated steel plant tracks 3,000-8,000 utility assets in Oxmaint across water, gas, and power systems. This includes 50-200+ pumps, 20-80 compressors, 10-40 transformers, hundreds of heat exchangers, thousands of valves (including safety-critical isolation and relief valves), motor control equipment, instrumentation, and piping systems. The platform uses hierarchical asset structures — system → sub-system → equipment → component — so planners can view at any level from "entire cooling water system" down to "bearing on pump #CW-P-017A". Bulk operations allow applying PM templates to groups of similar assets, so adding 50 identical pumps doesn't require 50 separate configurations.
-checklist.png)