One hour of unplanned manufacturing downtime costs an average of $25,000 — and for large-scale industrial operations that figure climbs past $500,000. Yet surveys show only 6% of manufacturers are fully running Total Productive Maintenance, the methodology proven to eliminate this waste systematically. Plants that implement TPM correctly move OEE from a typical 40–60% baseline to the world-class 85%+ threshold, cut maintenance costs by 25–35%, and reduce unplanned breakdowns by over 70% within the first two years. The approach was developed by Seiichi Nakajima at the Japan Institute of Plant Maintenance in 1971, blurs the line between operators and maintainers, and builds a culture where every person owns equipment reliability. This complete implementation framework gives you the 8-pillar structure, the 5-step rollout sequence, OEE measurement methodology, and the digital CMMS integration model to take your plant from reactive firefighting to world-class performance. Sign up for Oxmaint free and start building your TPM foundation on a platform built for exactly this.
85%
World-Class OEE
Target for discrete manufacturers — most plants start at 40–60%
50%
Productivity Gain
Documented increase from full TPM program implementation
$25K/hr
Downtime Cost
Average cost of one unplanned production hour across manufacturing
55%+
Failure Rate
Over half of TPM implementations fail without a structured approach
The numbers define a stark reality: TPM works when executed with discipline, and fails when organizations skip structural foundations. The gap between the 45% that succeed and the 55% that fail comes down entirely to systematic execution against all 8 pillars — supported by real-time data from a capable CMMS. Book a free Oxmaint demo to see how the platform maps to every stage of TPM implementation.
What Is Total Productive Maintenance?
TPM is a holistic equipment care philosophy built on one principle: everyone in the organization is responsible for equipment reliability — not just the maintenance department. Operators perform daily cleaning, lubrication, and basic inspection. Maintenance teams shift from reactive repair to planned improvement. Management provides the structure and metrics. The result is a self-reinforcing system where deterioration is caught before it causes failure, and production losses are exposed and eliminated through structured kaizen cycles.
Zero
Breakdowns
Eliminate all unplanned equipment stoppages through proactive and autonomous maintenance programs executed before failures occur
Zero
Defects
Eliminate quality losses at the source by maintaining equipment precision — not through end-of-line inspection that catches defects after they happen
Zero
Accidents
Create safe, organized workplaces through standardized equipment care routines that eliminate the disorganization causing both failures and safety incidents
OEE Formula:
Availability (%) × Performance (%) × Quality (%) = OEE Score
Example: 93.75% × 90% × 98% = 82.7% OEE
The Six Big Losses — What TPM Eliminates
Every OEE score below 100% is explained by six specific waste categories. TPM's 8 pillars map directly to eliminating these losses. Without identifying which category is costing your plant the most, improvement efforts scatter and produce no measurable result.
Equipment Breakdowns
Availability Loss
Largest single OEE driver. Unplanned stoppages from equipment failure. Targeted by Pillar 1 (Autonomous Maintenance) and Pillar 2 (Planned Maintenance). A 2025 ScienceDirect study documented 14% OEE improvement from structured kaizen targeting this loss category alone.
Setup & Changeover Losses
Availability Loss
Time lost during product changeovers and machine adjustments between production runs. SMED (Single-Minute Exchange of Dies) techniques — applied under TPM's Focused Improvement pillar — directly reduce this loss with structured time-and-motion analysis.
Minor Stops & Idling
Performance Loss
Short stoppages under a few minutes that operators clear without calling maintenance. High frequency makes cumulative impact enormous. Research shows minor stops and reduced speed account for 17%+ of total production time loss in typical manufacturing operations.
Reduced Speed Running
Performance Loss
Equipment running below ideal cycle time due to wear, vibration, or incorrect settings. The most invisible OEE loss — operators adapt to slow machines without reporting the deviation. Only OEE measurement exposes this loss category systematically.
Process Defects & Rework
Quality Loss
Scrap and rework produced during stable production from equipment precision issues. TPM's Quality Maintenance pillar addresses the root cause — maintaining equipment in a condition that cannot produce out-of-spec parts — rather than catching defects at end-of-line inspection.
Startup & Yield Losses
Quality Loss
Defects and waste produced during machine warmup and initial startup before stable production conditions are reached. Standardized startup procedures and operator training — both components of TPM's Training pillar — eliminate most of this loss systematically.
Key Benchmark: Plants without TPM typically operate at 40–60% OEE. The world-class target is 85%. Closing that 25-point gap in a facility running one hour of downtime per shift at $25,000/hr represents over $6 million in annual recovered production capacity. Track your OEE and Six Big Losses automatically with
Oxmaint's CMMS platform.
The 8 Pillars of TPM: Complete Reference
TPM is built on a 5S foundation and extended through 8 activity pillars. Each pillar addresses a specific dimension of equipment performance. Weakening any single pillar degrades the others — which is why over half of implementations fail when organizations treat some pillars as optional.
| # | Pillar | Core Activities | Primary KPI |
|---|
| 01 |
Autonomous Maintenance |
Operator-led cleaning, lubrication, inspection, and basic adjustments on assigned equipment |
Checklist completion rate; MTBF improvement |
| 02 |
Planned Maintenance |
Scheduled PM work orders, predictive monitoring, reliability-centered maintenance analysis |
PM completion rate; unplanned downtime % |
| 03 |
Quality Maintenance |
Equipment condition standards that prevent defect production; FMEA; poka-yoke systems |
Process defect rate; first-pass yield |
| 04 |
Focused Improvement |
Cross-functional kaizen teams attacking the single biggest OEE loss using root cause analysis |
OEE % improvement per kaizen cycle |
| 05 |
Early Equipment Management |
Applying maintenance learnings to new equipment design, spec, and procurement decisions |
Commissioning time; early-life failure rate |
| 06 |
Training & Education |
Operator skill certification in basic maintenance; technician advanced diagnostic training |
Training completion %; skill assessment scores |
| 07 |
Safety, Health & Environment |
Zero-accident programs, 5S-based hazard elimination, safety integrated into every work order |
Lost-time incident rate; near-miss reports |
| 08 |
TPM in Administration |
5S and kaizen applied to administrative processes — purchasing, scheduling, inventory management |
Administrative lead time; order processing waste |
Manage All 8 TPM Pillars From One Platform
Oxmaint connects operator checklists, planned work orders, OEE dashboards, kaizen tracking, safety permits, and training records in one CMMS purpose-built for industrial TPM programs.
OEE Score Classification: Where Does Your Plant Stand?
OEE (Overall Equipment Effectiveness) is the master metric of TPM success. It measures the percentage of planned production time that is truly productive — capturing availability, speed, and quality losses in a single number. Before you can improve, you need to know where you stand.
85%+
World Class
Long-term TPM target for discrete manufacturers. Sustained by mature 8-pillar programs with CMMS automation.
70–84%
Good — Keep Improving
Significant TPM progress. Focused improvement kaizen cycles on remaining loss categories will close the gap to world-class.
60–70%
Typical — Early Stage
Fairly typical for plants with preventive maintenance programs but no structured TPM. Large improvement potential from Pillars 1 and 2 alone.
40–59%
Poor — Urgent Action
Not uncommon for plants without TPM or lean programs. Every single shift, more than 40% of production capacity is consumed by the Six Big Losses.
Case Study Result: A 2024 pharmaceutical manufacturing study (published in SAKTI journal) showed OEE improvement from 56% to 71.9% after TPM-based interventions — with availability increasing to 86.5%, performance to 92%, and quality to 90.5%. A separate 2025 ScienceDirect data-driven TPM framework study documented 14% OEE improvement through 24 structured kaizen actions achieving 7 of 8 TPM pillars.
5-Step TPM Implementation Roadmap
The Japan Institute of Plant Maintenance defines a proven 5-step implementation sequence. Deviating from this sequence — especially skipping the pilot phase — is among the top documented reasons TPM programs fail. Follow this roadmap exactly, beginning with a single pilot machine before scaling plant-wide.
Step 01 — Select Pilot & Establish 5S
Choose one piece of equipment using three criteria: easiest to improve (early wins), plant bottleneck (maximum production impact), or worst OEE performer (most dramatic improvement story). Before any maintenance work begins, apply 5S — Sort, Set in Order, Shine, Standardize, Sustain — to the pilot area. Without 5S as a foundation, abnormalities are invisible and TPM improvements cannot be sustained. This step alone takes 2–3 months for most plants doing it properly for the first time.
Step 02 — Restore to Prime Condition
Deep-clean and restore the pilot equipment to its designed operational condition before starting OEE measurement. Replace worn components, fix all known defects, lubricate all points, tighten all fasteners. This establishes a meaningful baseline — OEE measured on deteriorated equipment conflates existing failures with operational losses. Involve operators in the restoration: this is their first experience owning equipment condition and is the practical introduction to Autonomous Maintenance (Pillar 1).
Step 03 — Measure OEE Baseline
Track OEE for the restored equipment for a minimum of two full production weeks. Record every unplanned stoppage with duration and reason code. Track actual cycle time against ideal cycle time. Measure good units produced versus total. Categorize every stoppage event against the Six Big Loss framework. Calculate daily and weekly OEE = Availability × Performance × Quality. This two-week baseline is the data foundation on which all subsequent focused improvement kaizen work is built. Do not skip this phase to accelerate the program.
Step 04 — Attack Major Losses with Kaizen
From the two-week baseline, identify the single biggest OEE loss category. Form a cross-functional kaizen team — operators, maintenance technician, production supervisor, and quality representative. Use 5-Why analysis or fishbone diagrams to identify the true root cause. Implement countermeasures, run for another two weeks, and confirm OEE improvement. Only then move to the next biggest loss. This data-driven cycle of expose → analyze → fix → confirm is Pillar 4 (Focused Improvement) in action, and is what separates successful TPM programs from failed ones.
Step 05 — Formalize PM & Expand Plant-Wide
With measurable OEE improvement confirmed on the pilot, formalize Planned Maintenance schedules in your CMMS. Document all Autonomous Maintenance tasks, inspection checklists, and standard operating procedures. Set recurring work order triggers for every PM interval. Then expand to the next priority equipment using the same 5-step sequence. Never attempt simultaneous plant-wide rollout — it overloads maintenance resources, produces no early wins, and collapses team motivation. Scale one asset at a time with documented results at each step.
Run Your OEE Baseline & Kaizen Cycles Inside Oxmaint
Automated OEE calculation, stoppage reason coding, work order generation, and kaizen action tracking — all connected in one platform. Stop doing TPM on paper and spreadsheets.
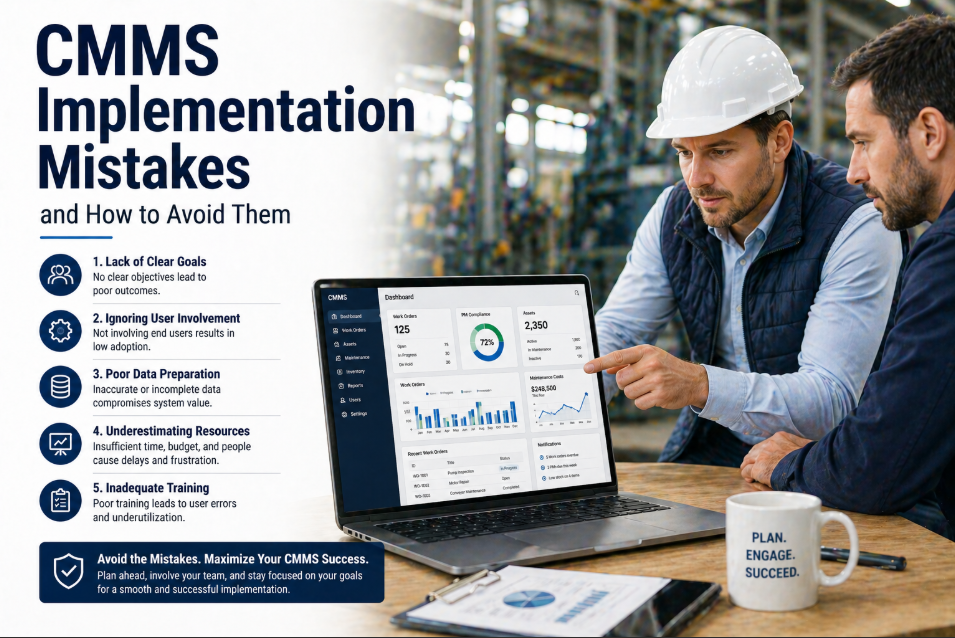
Why TPM Implementations Fail: The 5 Most Common Mistakes
Over half of all TPM programs fail to sustain measurable improvement. The failure patterns are consistent and well-documented — understanding them before you start is the clearest path to a successful outcome.
01
Launching Plant-Wide Without a Pilot
Attempting TPM across all equipment simultaneously overwhelms maintenance resources, dilutes focus, and produces no visible early wins. Without early wins, team motivation collapses within 90 days and the program is quietly abandoned. Always start with one machine, prove the model with real OEE data, then use those results to build internal credibility for expansion. The pilot is not a detour — it is the foundation.
02
Treating Autonomous Maintenance as Optional
Planned maintenance without autonomous maintenance delivers half the results at twice the cost. When operators do not take ownership of basic equipment care, maintenance technicians spend their time on lubrication and cleaning tasks that operators could handle — leaving no bandwidth for the predictive and reliability work that prevents major failures. Operators who clean, inspect, and lubricate their equipment catch 80% of deterioration before it causes breakdown, months before any scheduled PM interval would detect it.
03
Measuring OEE Without Stoppage Reason Codes
An OEE percentage tells you how much you are losing — not why. Without categorizing every unplanned stoppage against the Six Big Loss framework, kaizen teams have no data to act on. The most common missed step is collecting stoppage duration without capturing reason — making it impossible to determine whether losses come from breakdowns, minor stops, or reduced speed. Each category requires completely different countermeasures and involves different teams.
04
Skipping the 5S Foundation
The 8 TPM pillars are built on a 5S foundation for a structural reason: disorganized, dirty workplaces make equipment abnormalities invisible. A machine covered in grime hides leaks, cracks, and lubricant loss. Randomly stored tools prevent consistent inspection procedures. Plants that attempt TPM without first achieving stable 5S find that any equipment condition improvement degrades back to baseline within weeks — because without a standard, there is no deviation to detect.
05
No CMMS to Sustain the Program
Autonomous maintenance checklists on paper degrade to zero compliance within three months. Planned maintenance schedules on spreadsheets miss windows, lose history, and cannot auto-generate follow-up work orders. Without a CMMS that automatically schedules, tracks, and records every maintenance activity, TPM programs erode under daily production pressure. This is documented as one of the top 5 implementation failure causes — a CMMS is not optional for TPM at production scale.
TPM for Cement Plants: Equipment-Specific Considerations
Cement manufacturing presents some of the most demanding TPM conditions in any industrial sector. Continuous kilns, high-dust crusher environments, and energy-intensive grinding circuits all require TPM programs calibrated to cement-specific operational realities. Standard manufacturing TPM templates apply — but the failure modes, maintenance intervals, and OEE measurement points differ significantly from discrete manufacturing.
OEE FocusAvailability — continuous operation target
Key AM TasksTire & roller lubrication, shell temp monitoring, drive inspection
PM PriorityRefractory condition, thrust roller alignment, gear lubrication
TPM ChallengeFull stops only at major overhaul (3–5 years) — all PM in-running
OEE FocusAll three — high breakdown, speed, and feed quality losses
Key AM TasksDust suppression system check, bearing lubrication, liner inspection
PM PriorityJaw/hammer wear measurement, drive belt tension, screen condition
TPM ChallengeExtreme dust makes 5S and autonomous maintenance physically demanding
OEE FocusPerformance — specific energy consumption per tonne
Key AM TasksLiner wear visual, gearbox oil level, shell bolt torque check
PM PriorityGrinding media charge, separator blades, trunnion bearing clearance
TPM ChallengeEnergy OEE — efficiency losses invisible without kWh/tonne tracking
OEE FocusAvailability — filter bypass events cause regulatory violations
Key AM TasksDifferential pressure log, hopper level check, pulse-jet cycle verify
PM PriorityBag replacement schedule, ESP energization voltage, inlet damper
TPM ChallengeFilter PM is simultaneously a production and regulatory compliance task
TPM Built for Cement Plant Complexity
From kiln refractory tracking to crusher autonomous maintenance checklists to ball mill energy OEE — Oxmaint is configured for cement plant asset hierarchies, maintenance intervals, and compliance requirements out of the box.
Frequently Asked Questions: Total Productive Maintenance
What is the difference between TPM and preventive maintenance?
Preventive maintenance is one scheduled activity performed by maintenance technicians. TPM is a complete operational philosophy that includes preventive maintenance (Pillar 2) but extends it across 7 additional pillars: autonomous maintenance by operators, focused kaizen improvement, quality maintenance at source, early equipment management, training, safety integration, and administrative TPM. Preventive maintenance reduces reactive repair — full TPM eliminates it while engaging the entire organization in continuous improvement.
How long does it take to implement TPM?
A pilot on a single piece of equipment typically shows measurable OEE improvement in 3–6 months. Full plant-wide implementation across all equipment and all 8 pillars requires 3–5 years. The 5S foundation alone takes 3–6 months to establish properly. Attempts to accelerate this timeline consistently underperform — the cultural and behavioral changes required for autonomous maintenance and sustained kaizen cycles require time, repetition, and consistent leadership support.
What OEE target should we set for our TPM program?
The world-class OEE benchmark for discrete manufacturers is 85%. For continuous process plants like cement facilities, individual assets may achieve 90%+. However, the more practical question is: what is your current OEE baseline and what is the biggest single loss? A plant moving from 55% to 70% OEE through TPM delivers far more business value than one improving from 80% to 82%. Set a realistic 12-month target — typically +8 to +12 percentage points for early-stage implementations — and measure against it with weekly OEE tracking.
Why do more than half of TPM implementations fail?
The five documented primary failure modes are: attempting plant-wide rollout without a pilot (no early wins, motivation collapse); treating autonomous maintenance as optional (maintenance team bandwidth consumed by basic tasks); measuring OEE without stoppage reason codes (no data for kaizen); skipping the 5S foundation (abnormalities invisible, improvements unsustainable); and lacking a CMMS to sustain compliance at scale (paper-based programs degrade within 90 days). Organizations that address all five systematically consistently report successful TPM outcomes.
How is OEE calculated in practice?
OEE = Availability × Performance × Quality. Availability = Actual Run Time ÷ Planned Production Time (accounts for breakdown and setup losses). Performance = Actual Production Rate ÷ Ideal Rate (accounts for speed and minor stop losses). Quality = Good Units ÷ Total Units (accounts for defects and rework). Example: 93.75% × 90% × 98% = 82.7% OEE. Calculate per shift, per day, or per week. Automated OEE collection via CMMS eliminates manual calculation burden and enables real-time visibility for rapid kaizen response.
What is the 5S system and why is it required for TPM?
5S is a Japanese workplace organization methodology: Sort (remove non-essential items), Set in Order (organize remaining items), Shine (deep clean and establish cleaning standards), Standardize (create processes for the above), Sustain (build habits that maintain the standard). It is required for TPM because equipment abnormalities — leaks, cracks, loose fasteners, lubricant loss — are only visible in a clean, organized environment. Without 5S as a foundation, autonomous maintenance inspections find nothing, and equipment deteriorates without detection regardless of checklist compliance.
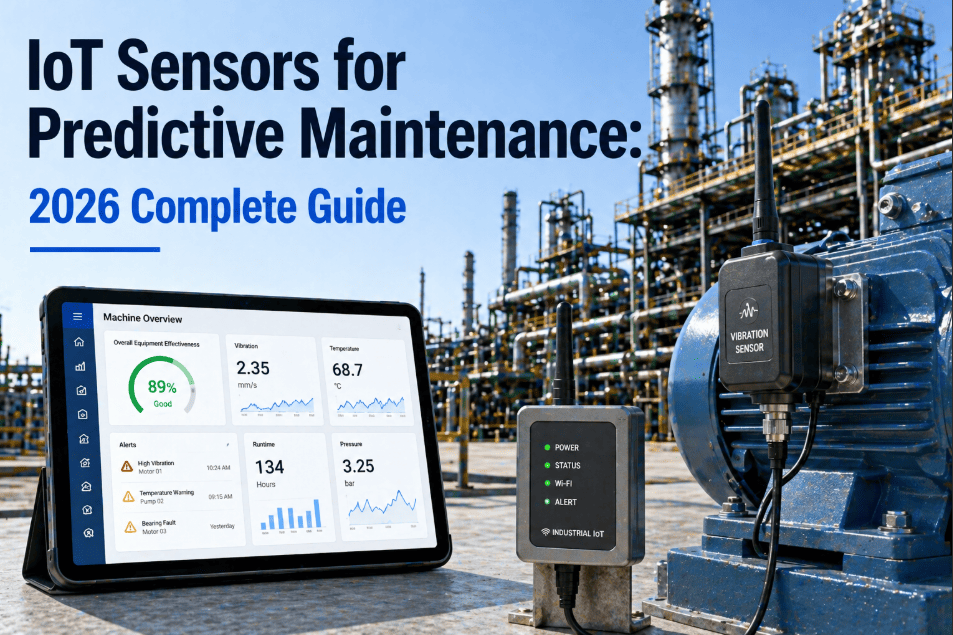
What does a CMMS need to support a TPM program?
A TPM-capable CMMS needs: mobile operator checklists with photo capture for autonomous maintenance; automated PM work order scheduling with calendar and meter-based triggers; OEE dashboards with stoppage reason code logging; asset history tracking per individual machine; preventive maintenance completion rate reporting; SOP and procedure document attachment to work orders; and safety permit management integration. Oxmaint provides all of these capabilities with a setup time under 10 minutes and mobile access for technicians anywhere on the production floor.